
Q345R钢纵向磁场辅助K-TIG焊接接头组织和性能研究
2020-09-10 07:22石永华宁强崔延鑫
电焊机 2020年9期
石永华 宁强 崔延鑫





摘要:采用K-TIG焊接可实现中厚板不开坡口一道焊透,单面焊双面成形,焊接效率高、焊缝成形好。压力容器常用的Q345R 钢传统焊接工艺需采用多层多道焊,效率较低、成本高。为拓展K-TIG焊接应用范围,将外加纵向磁场与K-TIG 焊相结合,对Q345R钢焊接接头组织和性能进行研究。通过改变电磁场参数来探究磁场对焊缝成形、接头微观组织及力学性能的影响,为K-TIG焊接工艺的优化奠定理论基础。
关键词:K-TIG焊接;磁场辅助焊接;Q345R钢
中图分类号:TG457.11 文献标志码:A 文章编号:1001-2003(2020)09-0087-005
DOI:10.7512/j.issn.1001-2303.2020.09.09
0 前言
K-TIG焊接可实现中厚板不开坡口一道焊透,单面焊双面成形,焊接效率高、焊缝成形好,因此在中等厚度(4~25 mm)不锈钢、钛合金等金属焊接领域得到了广泛应用[1,2]。Q345R 钢作为压力容器常用材料,对焊接接头的冲击韧性要求较高,必须达到国家标准的规定才能使用[3-4]。压力容器用Q345R钢一般厚度较大,采用传统多层多道焊接虽能保证接头力学性能达到国标要求,但也存在焊接效率低、成本高等问题。前期研究表明,10 mm以下厚度Q345R钢K-TIG 焊接可不开坡口一道焊透,单面焊双面成形,正反面焊缝成形良好,大大提高了焊接效率,但接头的冲击韧性偏低。
为改善K-TIG焊接接头性能,天津大学刘祖明等在K-TIG焊枪周围外加尖角磁场,电弧被压缩成椭圆形,并在焊接方向上被拉长,达到完全熔透的阈值电流下降了30 A,但焊缝的组织和晶粒尺寸并无明显的变化[5-6]。香港城市大学的Chen Rong[7-8]通过控制焊缝背面永磁体的位置来改变焊接区域中的磁场强度,将外部磁场应用于Al/Ti 异种金属激光焊接,有效地提高了焊接接頭的拉伸强度。杨旭[9]对电磁控制TIG 焊的电弧特性及焊缝成形机理进行了研究,设计了双L 型的横向磁场磁头与螺线管绕制的纵向磁场磁头,并采用高速摄像对磁场控制下的焊接电弧行为进行观测。结果表明:在纵向直流和低频交流磁场作用下,电弧形态由锥形变为钟罩形;在高频纵向磁场作用下,电弧形态由锥形变为柱形。文中将K-TIG 焊技术与外加可控纵向电磁场相结合,在保证焊缝成形良好的情况下,通过改变电磁场的参数来探究外加纵向磁场对K-TIG焊接接头的组织和冲击韧性的影响,优化K-TIG焊接工艺,从而提高冲击韧性。
1 试验系统
外加纵向磁场辅助的K-TIG焊接试验系统如图1所示,主要包括两部分:K-TIG 焊接系统和励磁系统。
K-TIG焊接系统主要包括HTIG-1000型直流焊接电源、K-TIG 专用焊枪、冷却水箱、气瓶以及焊接机器人等部分。
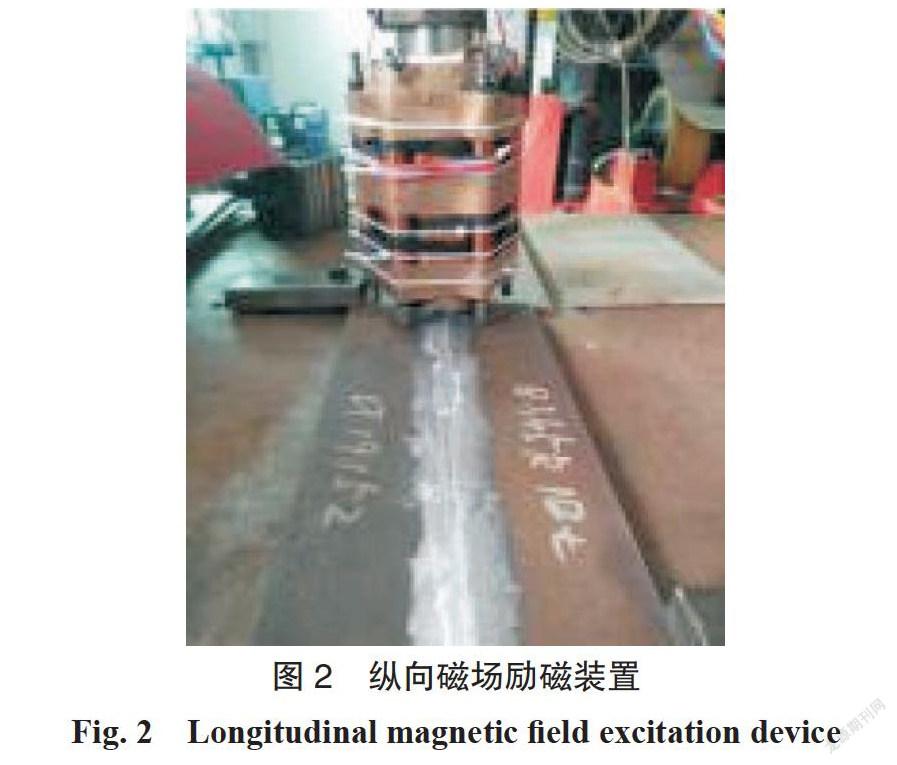
研制的纵向磁场励磁装置如图 2所示。励磁系统包括变阻箱、励磁波形调节装置和励磁装置。由于K-TIG 焊接电流较大,电弧周围温度较高,为了保护励磁导线免受高温影响导致表皮熔化,采用耐高温细漆包线作线圈;由于K-TIG 焊接熔池尺寸较大,在纵向磁场励磁圆柱的外侧增加了后拖励磁磁柱,保证电弧后侧的熔池还能受到较强的磁场作用。
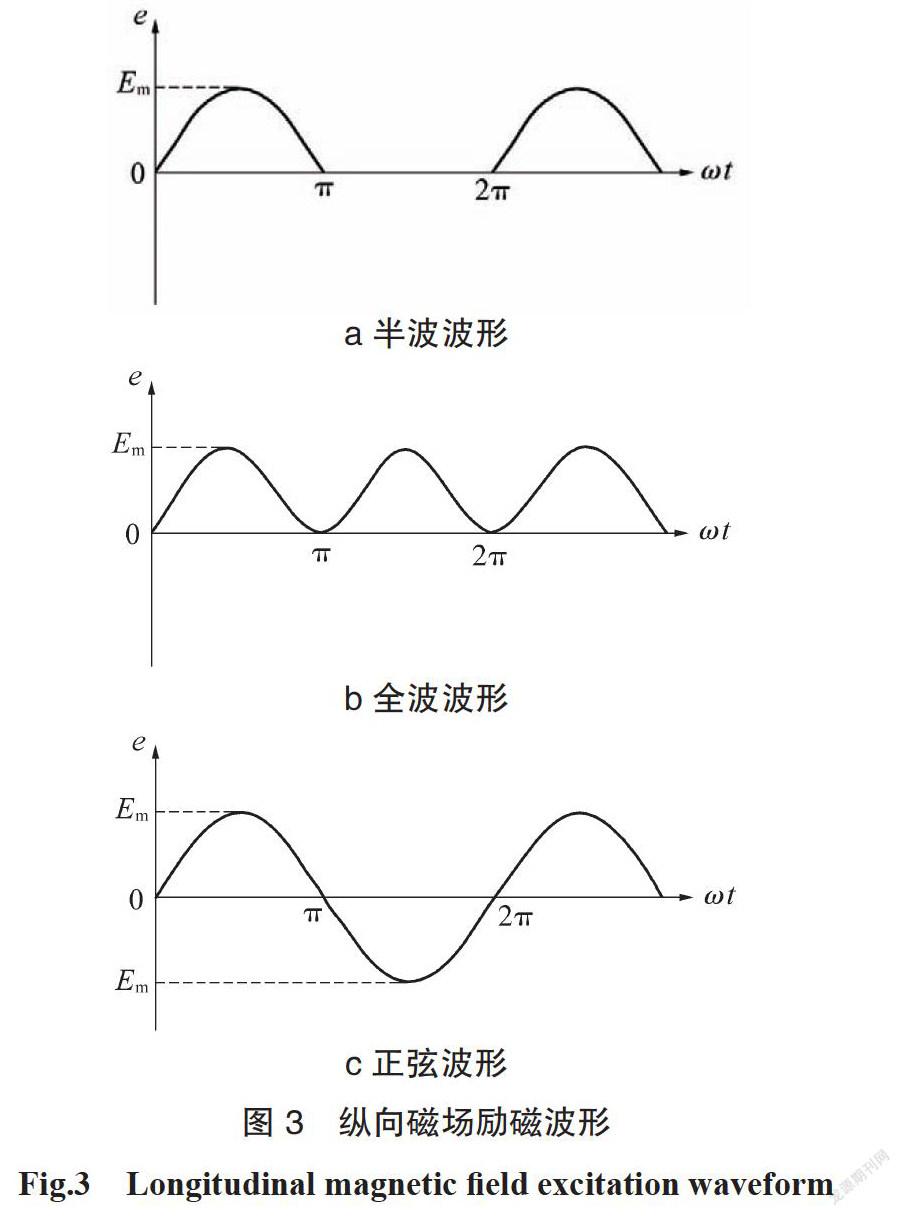
焊接试验用母材为Q345R钢,尺寸300 mm×150 mm×10 mm。焊接电流500 A,焊接速度240 mm/min,钨针尖端到工件的距离为2 mm,磁场频率50 Hz,励磁波形分别为半波、全波与普通正弦波,波形如图 3所示。
2 纵向磁场的作用对焊缝组织的影响
纵向磁场作用下K-TIG焊缝的组织形貌如图4所示。纵向磁场作用下铁素体含量如图 5所示,当励磁波形为半波时,焊缝组织中铁素体含量为43.5%,且铁素体的形态大多以小块状分布,少量以条状或者针状形态分布(见图4a)。当励磁波形为全波时,焊缝组织中铁素体含量为38%,铁素体的形态多以针状或者条状分布(见图4b)。当励磁波形为正弦波时,焊缝组织中铁素体含量降低至32.5%,铁素体多以点状分布在珠光体的基体上。
3 纵向磁场对焊缝晶粒尺寸的影响
不同励磁波形纵向磁场作用下的焊缝晶粒尺寸分布如图 6所示。由图6可知,纵向磁场作用下焊缝的晶粒尺寸相对较小,数值集中分布在0~10 μm 的范围内。其中当励磁波形为半波时,单位面积内晶粒的数量相较于另外两种励磁波形下的更多,并且晶粒尺寸沿X 轴的分布更加集中。
4 纵向磁场作用下的焊缝冲击韧性
纵向磁场作用下Q345R钢K-TIG焊缝平均冲击吸收功如图 7所示。当纵向磁场励磁波形为半波时,焊缝的平均冲击吸收功最高,为53.6 J;而当励磁波形为全波时,焊缝的平均冲击吸收功数值居中;当励磁波形为正弦波时,焊缝的平均冲击吸收功为27.9 J。究其原因,是半波励磁时励磁频率较低,产生的纵向磁场强度较强,其作用到熔池中的洛伦兹力较大,熔池受到的电磁搅拌效果较好,所以焊缝组织中铁素体含量相应增高,晶粒尺寸也更加均匀,冲击韧性值较高。而当采用全波或正弦波励磁时,励磁频率较高,产生的纵向磁场强度较弱,其作用到熔池中的洛伦兹力也较小,熔池受到的电磁搅拌效果较弱,因此焊缝组织中铁素体含量相应降低,晶粒尺寸较大,冲击韧性值降低。
5 结论
建立外加纵向磁场辅助K-TIG焊接系统,并对Q345R钢进行了焊接试验,主要结论如下:
(1)纵向磁场作用下,当励磁波形为半波时,焊缝组织中铁素体含量最高,冲击韧性也较好,达53.6 J。
(2)纵向磁场作用下焊缝晶粒尺寸相对较小,数值集中分布在0.2~10 μm的范围内。
(3) 纵向磁场作用Q345钢K-TIG焊缝组织中铁素体含量依半波、全波、正弦波励磁波形依次递减。
参考文献:
[1] 崔书婉. K-TIG焊接小孔行为及接头组织与性能 的研究[D]. 华南理工大学, 2019.
[2] 梁斌, 崔延鑫, 石永华, 等. 深熔K-TIG焊接过程的 声信号采集及特征分析[J]. 电焊机, 2018, 48(10): 94-97.
[3] 毕京玺, 魏传树,高慧, 等. 压力容器制造中双相钢S22053与碳钢Q345R的焊接工艺[J]. 金属加工(热加工), 2019(06): 78-79.
[4] 陈源昊. 国内某钢厂压力容器用钢Q345R生产浅 析[J]. 中国金属通报, 2019(11): 101-102.
[5] Liu Z, Chen S, Yuan X, et al. Magnetic-enhanced keyhole TIG welding process[J]. The InternationalJournal of Advanced Manufacturing Technology, 2018, 99(1-4): 275-285.
[6] Liu S, Liu Z M, Zhao X C, et al. Influence of cusp magnetic field configuration on K-TIG welding arc penetration behavior[J]. Journal of Manufacturing Processes, 2020(53): 229-237.
[7] Chen R. Effect of external magnetic field on themicrostructure and strength of laser-welded aluminum to titanium[J]. Journal of materials science, 2020, 55(9): 4054-4064.
[8] Chen R., Jiang P., Shao X.,et al. Effect of static magneticfield on microstructures and mechanical properties of laser-MIG hybrid welding for 304 stainless steel[J]. Int. J. Adv. Manu. of Technol., 2017(91): 3437-3447.
[9] 楊旭. 电磁控制TIG 焊电弧特性及焊缝成形机理研究[D]. 辽宁: 沈阳工业大学, 2012.
Microstructure and property of K-TIG welded joints
based on external longitudinal magnetic fields for Q345 steel
SHI Yonghua, NING Qiang, CUI Yanxin
(School of Mechanical and Automotive Engineering, South China University of Technology, Guangzhou 510640, China)
Abstract: Full penetration of mid-thickness metal with one pass welding can be obtained by K-TIG welding process. Single-sided welding and double-sided forming also can be performed, with high welding efficiency and good bead forming quality. Q345R steel is often used as pressure vessel metal, and has to be welded through multi-layer and multi-pass welding by a traditional welding process, which is low efficiency and high cost. In order to expand the application range of K-TIG welding, external longitudinal magnetic field is combined to K-TIG welding and the microstructure and mechanical properties of Q345R steel welded joints were studied. By changing the parameters of electromagnetic field, the influence of magnetic field on weld formation, joint microstructure and mechanical properties were studied. This study can lay a theoretical foundation for the optimization of K-TIG welding process.
Keywords: K-TIG welding; magnetic field assisted welding; Q345R steel
