
镍钛形状记忆合金/钛合金异种材料焊接研究进展
2020-09-10 13:53陈玉华邓怀波许明方季迪
电焊机 2020年9期
陈玉华 邓怀波 许明方 季迪




摘要:镍钛形状记忆合金(Nitinol shape memory alloy,NiTi SMA)具有卓越的形状记忆效应(Shape memory effect, SME)和超弹性(Super-elastic, SE),在航空航天、人工智能及生物医疗等领域得到了广泛应用。为了控制成本,获得多功能复杂构件或开发新产品,NiTi SMA/Ti6Al4V异种材料的焊接受到关注。针对NiTi SMA/Ti6Al4V异种材料焊接过程中的关键问题,总结了熔焊、扩散焊和钎焊等方法的研究进展,比较了不同焊接方法对焊接结果的影响。分析认为,抑制NiTi SMA/Ti6Al4V异种材料接头界面生成脆性金属间化合物是影响接头力学性能的关键,添加中间层有利于减少脆性金属间化合物。
关键词:形状记忆合金;钛合金;微观组织;力学性能
中图分类号:TG457 文献标志码:A 文章编号:1001-2003(2020)09-0177-09
DOI:10.7512/j.issn.1001-2303.2020.09.18
0 前言
钛合金中Ti6Al4V因具有良好的综合机械力学性能,如比强度高、耐蚀性好、生物相容性好等,广泛应用于航空航天、生物医疗、造船工业、核工业、化学化工及体育器械等领域;而NiTi系列形状记忆合金,因其优异的形状记忆效应和可恢复形变高达8%的特点,成为用量最大的一类形状记忆合金,同时,被认为是新世纪具有发展潜力的智能材料之一[1-2]。因此,基于其各自卓越的机械力学性能及功能特性,研究者致力于设计制造具有潜力和竞争力的兼具二者优点的构件或产品[2]。NiTi SMA与Ti6Al4V组合的机械紧固件有望用于涡轮燃气喷嘴[3]。在民用方面,NiTi SMA与Ti6Al4V材料的组合件可较好提升高尔夫球杆的性能,钛合金高的比强度、优异的耐蚀性成为高尔夫球杆材料的不二选择,而采用高阻尼和超弹性的NiTi SMA制备球拍可在相同击球力的情况下,獲得更高更远的击球效果,降低能量损失[4]。
然而,Ti6Al4V和NiTi SMA的物理化学性质不匹配,使得NiTi SMA/Ti6Al4V异种材料焊接成为一种挑战,进而导致NiTi SMA/Ti6Al4V异种材料构件产品难以实现大规模应用,阻碍NiTi SMA/Ti6Al4V异种材料构件产品设计与开发。因此,研究学者致力于解决NiTi SMA与Ti6Al4V异种材料焊接的难题。文中基于已有研究成果,主要从焊接方法、接头微观组织和力学性能、存在的问题等方面进行阐述,并展望了未来可能解决该问题的方法及可能性。
1 存在的问题
焊接加工困难是NiTi SMA/Ti6Al4V异种材料复合构件的生产制造中不可避免且亟待解决的问题[2]。研究人员采用钎焊、扩散焊、激光焊和电子束焊等焊接方法获得了NiTi SMA/Ti6Al4V焊接接头,结果发现NiTi SMA/Ti6Al4V界面的Ti2Ni脆性金属间化合物不仅影响焊缝成形而且接头机械力学性能严重恶化。由此可见,NiTi SMA/Ti6Al4V异种材料焊接目前存在以下问题:
(1)调控NiTi SMA/Ti6Al4V异种材料焊接接头界面金属间化合物。
(2)提升NiTi SMA/Ti6Al4V异种材料焊接接头的机械力学性能。
(3)探索更优的NiTi SMA/Ti6Al4V异种材料的焊接方法与结构。
2 裂纹控制方法
NiTi SMA与Ti6Al4V合金均易被氧化,应在保护氛围中进行焊接。因此,目前NiTi SMA/Ti6Al4V异种材料的焊接方法主要有钎焊、扩散焊、激光焊和电子束焊[2,5-7]。
2.1 钎焊
2005年,Shiue等[5]认为NiTi形状记忆合金与Ti6Al4V合金的焊接具有重要的应用潜力,并采用红外钎焊焊接尺寸10 mm×10 mm×2.5 mm 的Ni50Ti50 SMA/Ti6Al4V异种材料,钎料为厚度50 μm的BAg-8(在780 ℃共晶温度下获得71%~
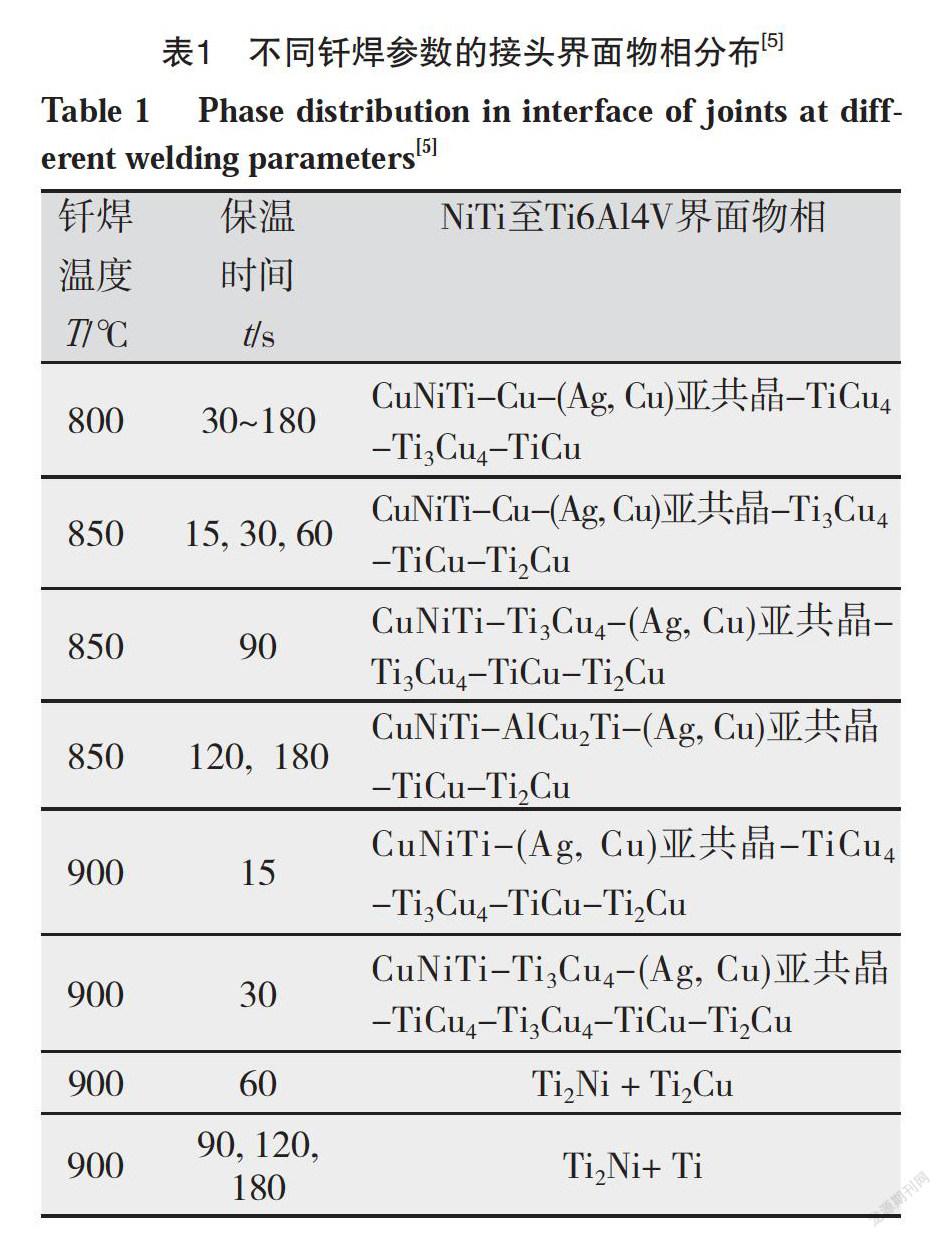
73%Ag/Cu钎料)。结果发现钎料中的Ag不与两侧母材反应,而与Cu形成亚共晶组织聚集于钎焊区中间,如图1a所示。同时,在Ni50Ti50 SMA/BAg-8界面和BAg-8/Ti6Al4V界面发生剧烈冶金反应,且BAg-8/Ti6Al4V界面反应更剧烈,生成大量的金属间化合物。在不同钎焊温度、不同保温时间下的Ni50Ti50 SMA/BAg-8/Ti6Al4V界面形成的物相分布如表1所示。1 000 ℃的液滴实验表明,BAg-8钎料与Ni50Ti50 SMA的润湿性差,而与Ti6Al4V的润湿性好,Ti6Al4V中Ti元素溶解在液态钎料中可激活钎料活性,增强钎料与Ni50Ti50 SMA的润湿效果,进而实现钎焊。钎焊温度800 ℃和850 ℃+保温180 s获得的Ni50Ti50 SMA/BAg-8/Ti6Al4V接头平均剪切强度分别为206 MPa和192 MPa,接头失效断裂于Ni50Ti50 SMA/BAg-8界面CuNiTi层,如图1b所示。因此,分析认为CuNiTi相弱化了Ni50Ti50 SMA/BAg-8/Ti6Al4V钎焊接头。当钎焊温度等于或高于900 ℃,液态钎料会严重侵蚀Ti6Al4V母材,且钎焊温度900 ℃+保温60 s及以上,界面会产生Ti2Ni脆性金属间化合物[5]。
2013年,Quintino等[8]人采用银纳米膏和银箔作钎料焊接1 mm厚的NiTi/Ti6Al4V,搭接尺寸10 mm×3 mm,发现室温无压力和室温压力200 N、持压时间60 min下,钎料均不能与母材结合;外加Nd-YAG 激光热源熔化钎料,钎料与母材的结合很差,并未与母材发生扩散结合。
钎焊NiTi/Ti6Al4V異种材料需要考虑钎料与母材的润湿性,同时钎焊区易产生金属间化合物,不仅影响接头耐腐蚀性能,而且会弱化接头机械力学性能。因此,NiTi/Ti6Al4V钎焊接头适用于对接头力学性能和耐腐蚀性无要求的使用状态。
2.2 激光焊
激光是一种高能量密度热源,用于焊接可获得小熔池尺寸、大熔深比,易于添加保护气氛,在NiTi/Ti6Al4V异种材料的焊接方面受到广泛关注。研究者主要从两方面进行尝试:(1)直接焊接NiTi/Ti6Al4V异种材料;(2)控制熔池金属成分,包括添加中间层和偏置激光束。
首先,直接焊接的接头形式包括对接和搭接两种。Quintino等[9]人采用Nd:YAG脉冲激光尝试对接1mm板厚的冷轧态Ni50.8Ti49.2 SMA/Ti6Al4V异种材料,优化焊接参数后,焊缝横截面Ti6Al4V侧熔合线仍存在裂纹,且熔合区存在大量Ti2Ni金属间化合物。为了改善此现象,激光斑点偏离NiTi/Ti6Al4V界面向Ti6Al4V侧0.2 mm,并调整两板界面间隙为1 mm,获得无缺陷的Ni50.8Ti49.2
SMA/Ti6Al4V接头,但未给出接头力学性能[9]。分析认为Ni50.8Ti49.2 SMA/Ti6Al4V异种材料激光焊接需要考虑到冷却速率对接头界面生成金属间化合物的影响,特别是Ni3Ti和Ti2Ni,且认为Ti6Al4V侧生成的金属间化合物是由于Ni元素迁移扩散到β-Ti中形成的[9]。为了通过控制热输入量实现焊后接头冷却速率的自适应控制,Miranda 等[10]人采用高能量光纤激光,改变激光功率和焊接速度控制热输入量在360~559 J/cm,探索对接1 mm板厚Ni50.8Ti49.2 SMA/Ti6Al4V异种材料,结果发现在冷却过程中,焊缝开裂情况严重。当焊接速度16.7 mm/min、激光功率900 W时,接头未焊透,不开裂;增大激光功率至1 100 W,可消除未焊透,但Ti6Al4V侧热影响区和熔合区之间存在裂纹,如图2a所示;且接头有两种失效形式:沿Ti2Ni脆性区的穿晶断裂和沿凝固枝晶的韧性断裂。为进一步控制熔合区生成脆性金属间化合物以获得无缺陷接头:(1)可添加中间层作为屏障阻碍Ni元素迁移扩散;(2)激光偏置Ti6Al4V侧,以减少Ni熔化而抑制形成脆性金属间化合物[10]。
搭接形式是一种常见的焊接接头形式,Song等人[11]采用光纤激光通过Ni51Ti49在上和在下两种形式焊接了1.2 mm板厚Ni51Ti49与1.5 mm板厚Ti6Al4V异种材料,发现接头均产生了裂纹,分析认为是残余应力所致。裂纹类型分为横向裂纹和中心裂纹,焊缝表面如图2b所示,分析认为生成Ti2Ni的吉布斯自由能为-59.23 kJ/mol<0,且小于生成NiTi的吉布斯自由能,因此熔池更易生成Ti2Ni金属间化合物。
其次,当直接焊接NiTi/Ti6Al4V异种材料无法阻止焊缝金属间化合物产生时,调控焊缝熔池成分以实现NiTi/Ti6Al4V异种材料的可靠连接成为另一种解决方案。在焊接参数为电压450 V、离焦量0.5 mm、脉冲间隔2 ms、频率7.7 Hz、焊接速度
1.5 mm/s、光斑直径0.4 mm、平均激光功率100 W,
激光斑点无偏置的情况下,Shojaei Zoeram等[12]人同时采用双面焊接和添加75 μm纯Cu作为中间层的形式进行焊接,对比所获得的Ni49.3Ti50.7 SMA/Cu/Ti6Al4V接头和Ni49.3Ti50.7 SMA/Ti6Al4V接头。结果发现75 μm纯Cu中间层能降低接头熔合区Ti2Ni金属间化合物含量,且界面生成Cu-Ti系列金属间化合物可降低接头界面微观组织硬度,同时能消除Ti6Al4V侧熔合线附近的横向裂纹,Ni49.3Ti50.7 SMA/Cu/Ti6Al4V接头抗拉强度达300 MPa,延伸率达3.3%。为了确定中间层厚度对Ni49.3Ti50.7 SMA/Cu/Ti6Al4V接头微观组织及力学性能的影响,Shojaei Zoeram等[13]人采用50 μm、75 μm和100μm不同厚度的纯Cu箔作为中间层,发现随着Cu箔厚度的增加,因熔化Ni含量降低导致熔合区Ni-Ti系列金属间化合物含量减少。但焊缝引入的Cu元素使得新增Cu-Ti系列金属间化合物;当中间层厚度增大至100 μm时,焊缝富-Cu区在枝晶间易形成不均匀的缩松,弱化接头强度。结果表明,中间层厚度为75 μm能获得较好的力学性能,接头断裂于Ti6Al4V/Cu界面的Ti-Cu金属间化合物区[12-13]。Chatterjee等人[14]采用100μm-Cu箔,将激光斑点60%偏向Ti6Al4V侧,获得无缺陷的Ni52.49Ti47.51 SMA/Cu/Ti6Al4V接头,接头最大抗拉强度可达353 MPa,但出现了气孔。
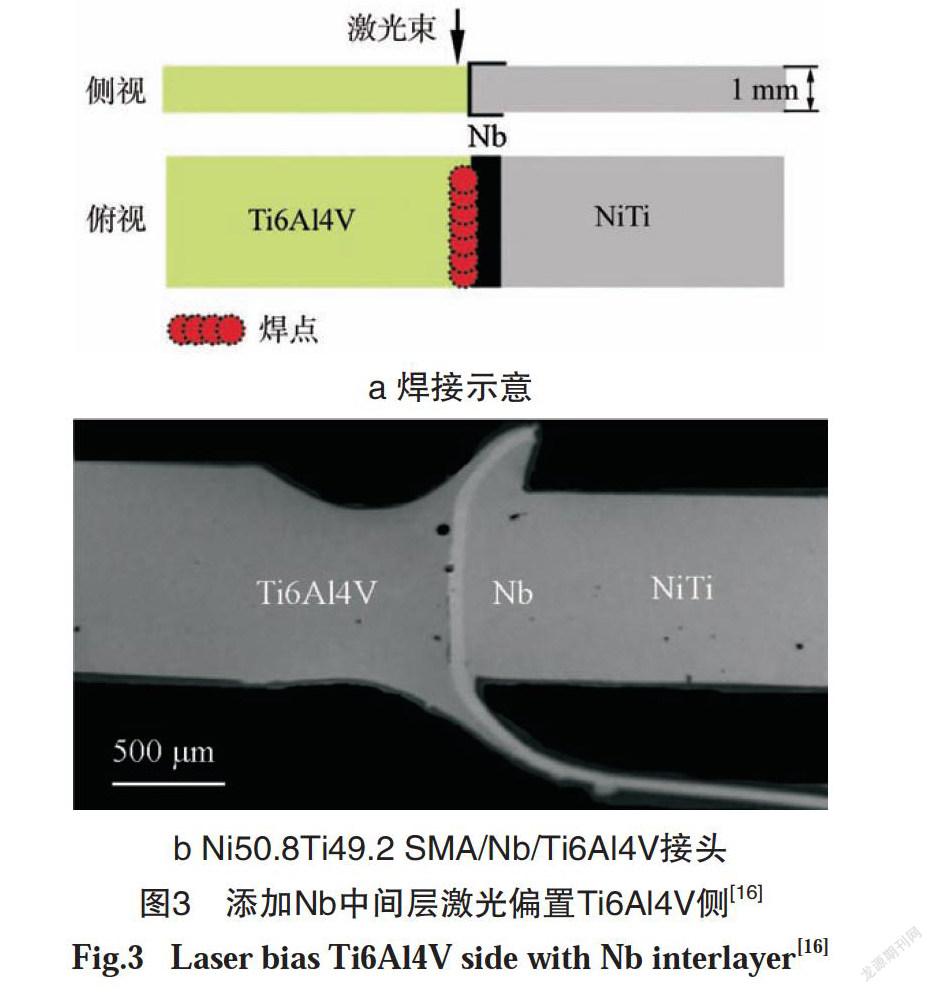
对添加较高熔点金属如纯Ni和纯Nb丝用于中间层进行研究。通过手动添加纯Ni丝,陈玉华等人[15]在脉冲激光功率百分比P=18%、脉冲频率F=3 Hz、脉冲宽度T=3 ms时,激光斑点无偏置,可以得到无缺陷、成形良好的焊缝,Ni50.6Ti49.4/Ni/Ti6Al4V接头强度达332 MPa,失效断裂于NiTi侧熔合线附近,呈脆性断裂。Oliveira等人[16]采用较高熔点的Nb箔作为中间层,脉冲激光焊接过程中激光斑点偏向Ti6Al4V侧,如图3a所示,Nb箔不熔化,在Ni50.8Ti49.2 SMA/Ti6Al4V之间形成屏障阻碍Ni元素向Ti6Al4V侧迁移扩散,形成没有缺陷且界面熔合区无脆性金属间化合物的Ni50.8Ti49.2 SMA/Nb/Ti6Al4V接头,如图3b所示。Ti6Al4V/Nb界面形成(Ti,Nb)固溶体,Nb/Ni50.8Ti49.2界面发生共晶转变,接头强度达300 MPa,达到Nb箔(250~300 MPa)的理论强度,接头延伸率2%。接头脆性断裂于Ti6Al4V侧熔合区,是因为液态熔池吸收了氧或氢导致接头脆化[15-16]。
陈玉華团队致力于NiTi SMA/Ti6Al4V异种材料焊接的研究,除涉及到二元NiTi SMA外,还包括宽相变滞后的三元NiTiNb SMA[7, 15, 17-22]。与二元NiTi SMA/Ti6Al4V 异种材料焊接一样,Ni47Ti44Nb9
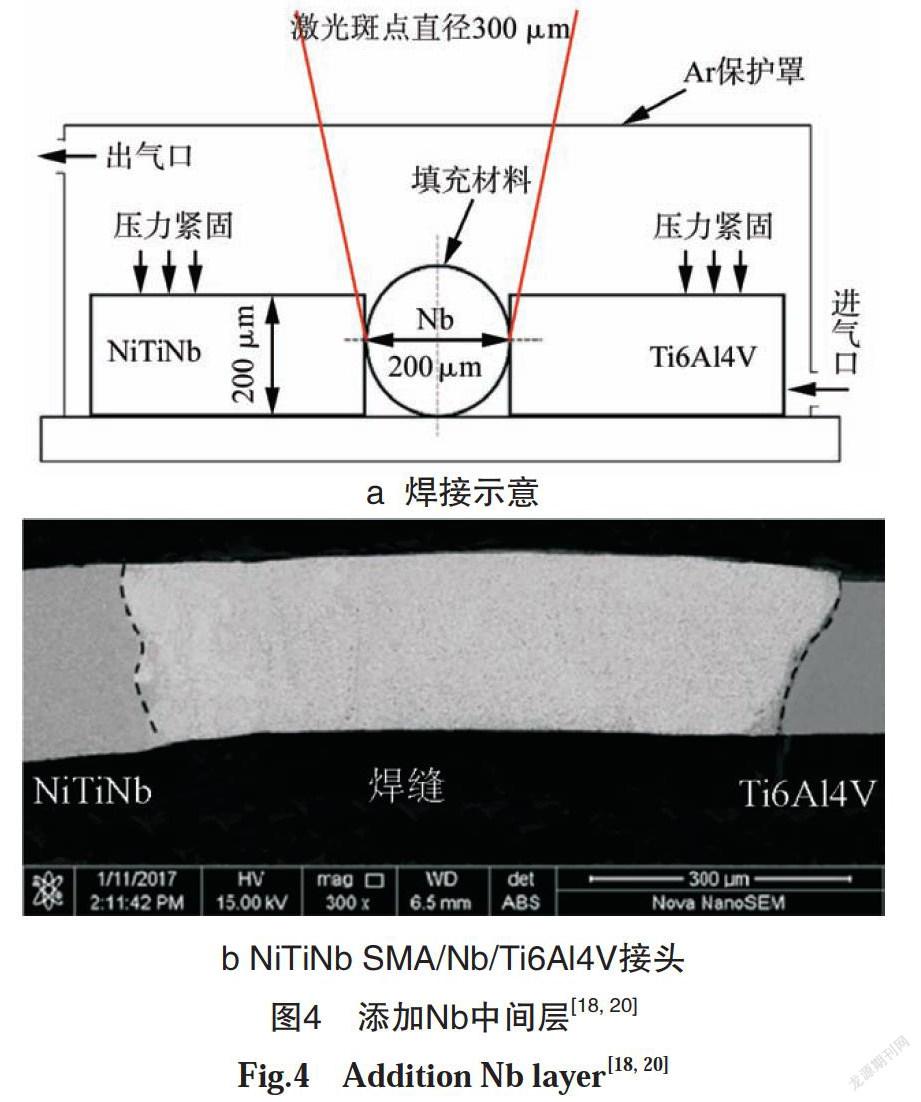
SMA/Ti6Al4V异种材料的焊接也面临同样的脆性金属间化合物及焊接裂纹控制问题[17-21]。陈和陆等[17, 21]人详细分析了Ni47Ti44Nb9 SMA/Ti6Al4V激光接头焊缝的裂纹形式,认为凝固裂纹沿焊缝中心贯穿整条焊缝,冷却区形成液化裂纹,受熔池温度再热区易产生热裂纹,且熔池区产生弧坑裂纹。并认为裂纹是由脆性金属间化合物Ti2Ni在冷却过程中受到母材对焊缝的拉应力形成的。为此,控制焊缝脆性金属间化合物成为关键,陈玉华团队[15, 18, 20]尝试通过采用添加Ti、Ni或Nb丝的方法(见图4a),在200μm厚Ni47Ti44Nb9 SMA/Ti6Al4V板之间添加直径300 μm的Ti或Nb丝作为中间层,结果发现添加Ni、Ti丝获得的接头抗拉强度都不太理想,难以满足工程应用需要。而添加Nb丝可获得无缺陷的Ni47Ti44Nb9 SMA/Nb/Ti6Al4V接头,最高强度达740 MPa,为Ti6Al4V母材强度的82%。分析认为熔化的Nb稀释焊缝Ni含量,使熔合区Ti2Ni含量降低,有效提升接头力学性能。
2.3 电子束焊
电子束作为另一种高能量密度的热源,且配备真空室,在焊接易氧化等活泼金属方面具有特殊优势。
占字林[7]尝试采用电子束焊接方法解决Ni49.6Ti50.4 SMA/Ti6Al4V异种材料焊接的难题。主要内容包含三部分:(1)直接对焊;(2)添加中间层Nb;(3)在添加中间层Nb的基础上偏置电子束并改变电子束扫描形式。当直接对焊时,通过改变焊接参数控制热输入获得的焊缝表面均产生大量裂纹并直接开裂,焊缝熔合区组织硬度高达610 HV;当电子束偏向NiTi或Ti6Al4V侧0.2~0.6 mm,焊缝裂纹倾向降低,且随着偏移量的增大,裂纹尺寸及数量均减小。分析认为,偏移电子束可改变熔池Ni49.6Ti50.4 SMA/Ti6Al4V熔化比例,改善熔合区成分,减少脆性金属间化合物含量,同时熔合区组织硬度降低至259 HV,但Ni49.6Ti50.4 SMA/Ti6Al4V熔合线界面硬度高达550~624 HV[7, 22]。
为了进一步探索电子束焊接Ni49.6Ti50.4 SMA/Ti6Al4V异种材料的可行性,添加Nb作中间层,厚度分别为0.25 mm、0.4 mm、0.55 mm,结果发现Nb层厚度为0.55 mm时可获得无缺陷的焊接接头,接头横截面熔合线附近硬度达497 HV,接头抗拉强度为328 MPa,断裂于Ti6Al4V侧熔合线处,呈脆性断裂。改变电子束扫描方式为圆形扫描波,偏置电子束向Ti6Al4V侧,如图5a所示,当Nb层厚度为0.45 mm时,能获得无缺陷且抗拉强度达520 MPa的Ni49.6Ti50.4 SMA/Nb/Ti6Al4V接头,如图5b所示,接头呈韧-脆混合断裂[7, 22]。
2.4 扩散焊
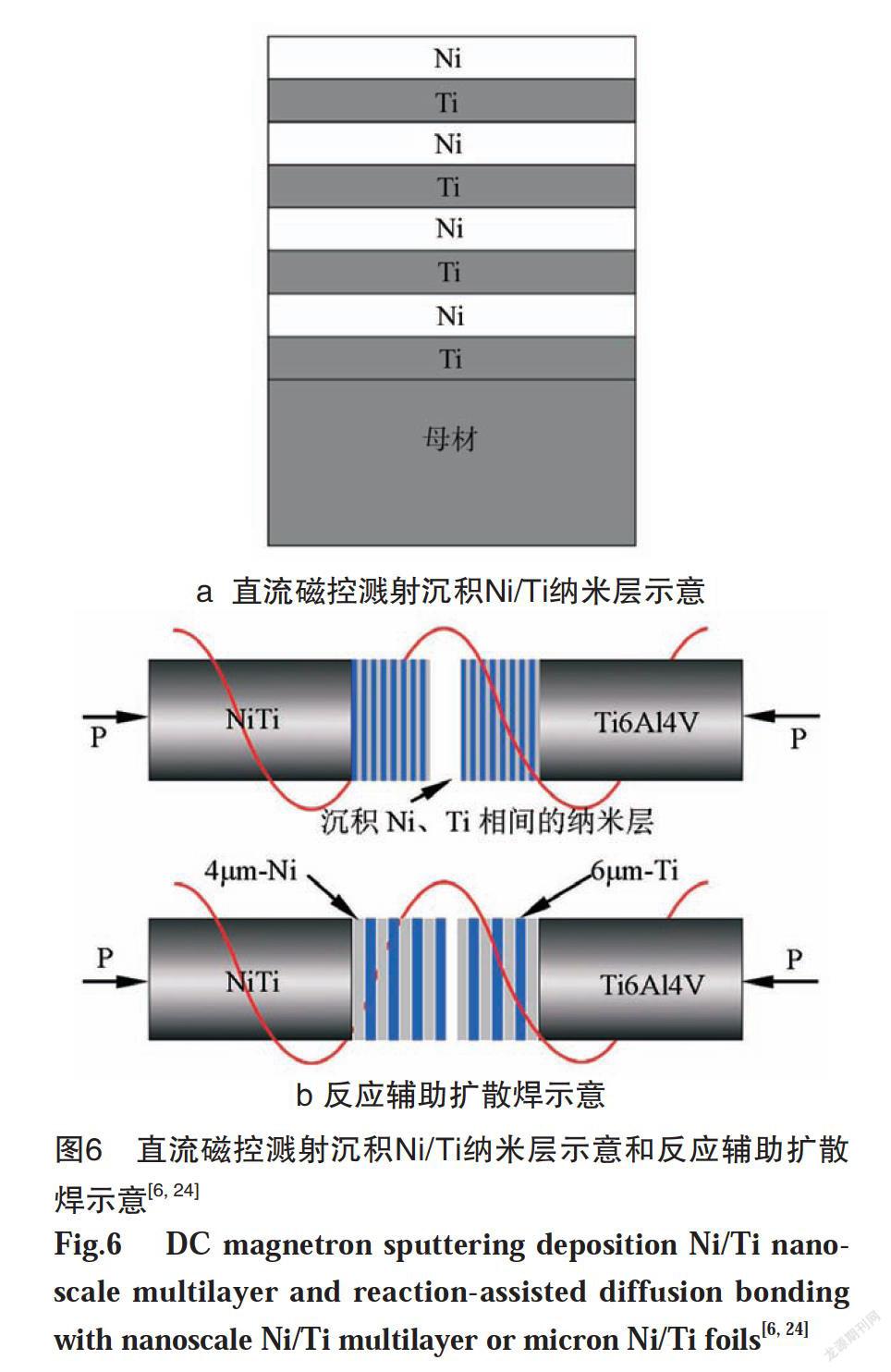
因固相焊接过程中母材不熔化的优势,Simes等[6]人采用反应辅助扩散焊方法探索NiTi SMA/Ti6Al4V异种材料的焊接性。与常规扩散焊不同,反应辅助扩散焊是通过直流磁控溅射法在母材对接面沉积Ni/Ti等原子比且相间交替的Ni/Ti纳米层,以增加扩散焊时界面的扩散系数,调制周期11 nm(一层Ni/Ti为一周期),总厚度为2.5 μm,如图6a所示。结果发现,750 ℃的接头界面分为8层,800 ℃的接头界面分为6层,从靠近Ti6Al4V侧第一层为Ti2Ni和AlNi2Ti,呈粗大柱状晶;第二、四层为Ti2Ni,第三、五层为Ti2Ni和TiNi,四层呈细小等轴晶;第六层仅150 nm,呈纳米晶,且TiNi区包含了TiNi奥氏体(B2)相,马氏体(B19')相和TiNi3。
为了进一步理解NiTi/Ti6Al4V反应辅助扩散焊接过程,Cavaleiro等[23]人采用原位XRD观测界面扩散过程中的物相变化,结果发现调制周期为12 nm和25 nm的Ni/Ti纳米层在350 ℃、400 ℃、450 ℃并无明显相变,当温度升至750 ℃时,界面出现Ti2Ni的衍射峰,持续保温发现Ti2Ni衍射峰强度增大,证明Ti2Ni相在750 ℃时生长长大,同时β-Ti含量也在升高。分析认为,Ti2Ni是反应区Ni/Ti扩散到β-Ti或者β-Ti扩散到Ni/Ti反应区产生的。为了获得更优的扩散温度和Ni/Ti辅助反应层的厚度等参数,在Ni/Ti层调制周期12 nm和25 nm的基础上,增加周期10 μm的4 μm-Ni和6 μm-Ti箔作为中间层对比组,见图6b,细分扩散温度为600 ℃、650 ℃、750 ℃。结果表明600 ℃时,调制周期12 nm和25 nm的Ni/Ti纳米中间层能发生扩散实现连接而调制周期10 μm的Ni/Ti箔中间层无法实现连接,温度升高至650 ℃时,可实现扩散连接,结果如图7b所示[24]。证明纳米级的Ti/Ni中间层相比微米级的Ni/Ti中间层更能降低扩散温度和焊接时间。扩散温度升高更有利于Ni元素向基体材料扩散形成Ti2Ni金属间化合物,并且调制周期12 nm和25 nm的中间层在Ti6Al4V侧形成的Ti2Ni带分别增厚至1.2 μm和1.8 μm,导致接头界面硬化。接头界面纳米压痕硬度测试表明,多层Ni/Ti纳米级中间层,扩散温度600 ℃比扩散温度650 ℃更能获得较好的扩散焊接接头,扩散温度600 ℃时的接头界面无明显硬化现象,见图7c和7d[24]。因此,对于微小构件,反应辅助扩散焊是一种较好的NiTi/Ti6Al4V异种材料焊接方法。
2.5 超声波焊
超声波焊广泛应用于高分子材料及金属箔等焊接领域。因其在夹头压力辅助下,能够间接将超声频率的机械振动的动能转换为待焊工件之间的摩擦热能,使待焊件表面塑化实现连接,而不需要外加热源熔化工件局部。因此,对于薄片金属或高分子聚合物等材料的连接,超声波焊是一种较理想的焊接方法。
薄片状NiTi/Ti6Al4V异种材料的搭接问题,王理涛[25]认为超声波焊是一种潜在解决方案。厚度0.2 mm的薄片状NiTi/Ti6Al4V异种材料直接搭接超声波焊接,发现接头焊点未发生冶金结合,而是单纯的机械嵌合,接头拉剪力150 N,并且通过调控工艺参数很难获得力学性能更高的焊接接头。为此,提出添加纯Ni和纯Al作为中间层,结果发现添加Ni或Al后,接头出现明显的扩散连接,NiTi/Ni/Ti6Al4V界面扩散层厚度为2.5 μm,接头最大拉剪力达373 N,接头呈脆性断裂,而Ti6Al4V母材表面渗纯Al层后获得的NiTi/Al/Ti6Al4V界面擴散层厚度达4~5 μm,接头最大拉剪力达930.8 N,呈韧-脆混合断裂[25]。
3 结论与展望
对近年来NiTi二元和NiTiNb三元形状记忆合金与Ti6Al4V钛合金的焊接研究进展总结评述,主要以控制NiTi SMA/Ti6Al4V接头裂纹为目的研究不同焊接方法对NiTi SMA/Ti6Al4V接头组织及力学性能的影响,得到以下结论:
(1)研究人员采用钎焊、激光焊、电子束焊、扩散焊和超声波焊,探索NiTi系形状记忆合金与Ti6Al4V钛合金的焊接性。
(2)NiTi SMA/Ti6Al4V接头裂纹敏感性强,熔化焊接方法直接焊接时焊缝易开裂,合适的焊接工艺窗口窄,接头力学性能差;钎焊或扩散焊能获得较低强度的焊接接头。
(3)添加Cu、Ni、Ti、Nb纯金属作中间层,可提升焊接接头强度;其中,添加中间层Nb箔能提高三元Ni47Ti44Nb9 SMA/Nb/Ti6Al4V接头抗拉强度达740 MPa,为Ti6Al4V母材强度的82%。
二元NiTi SMA/Ti6Al4V异种材料焊接接头的力学性能有待进一步提升,对于二元NiTi SMA/Ti6Al4V异种材料的焊接研究仍有许多工作要开展。期望固相焊,如搅拌摩擦焊、旋转摩擦焊等焊接方法因热输入低、焊缝金属不熔化,能通过调控界面生成金属间化合物厚度(含量)实现控制接头成形及力学性能。
参考文献:
[1] Rao A, Srinivasa A R, Reddy J N. Design of ShapeMemory Alloy (SMA) Actuators[M]. Germany: Springer-Verlag, 2015.
[2] Oliveira J P, Miranda R M, Braz Fernandes F M. Weld-ing and Joining of NiTi Shape Memory Alloys: A Review[J]. Progress in Materials Science, 2017(88): 412-466.
[3] Mabe J. Variable area jet nozzle for noise reduction using shape memory alloy actuators[J]. Journal of the Acoustical Society of America, 2008, 123(5): 3871.
[4] Van Humbeeck J, Kustov S. Active and passive damp-ing of noise and vibrations through shape memory alloys: applications and mechanisms[J]. Smart Mate-rials & Structures, 2005, 14(5): S171-S185.
[5] Shiue R H, Wu S K. Infrared Brazing Ti50Ni50 andTi-6Al-4V Using the BAg-8 Braze Alloy[J]. Mater-ials Transactions, 2005, 46(9): 2057-2066.
[6] Simes S, Viana F, Sofia Ramos A, et al. Reaction zoneformed during diffusion bonding of TiNi to Ti6Al4V using Ni/Ti nanolayers[J]. Journal of Materials ence, 2013, 48(21): 7718-7727.
[7] 占字林. TiNi合金/TC4钛合金电子束焊接接头裂纹敏感性及其控制[D]. 江西: 南昌航空大学, 2018.
[8] Quintino L, Liu L, Hu A, et al. Fracture analysis ofAg nanobrazing of NiTi to Ti alloy[J]. Soldagem & Inspecao, 2013, 18(3): 281-286.
[9] Quintino L, Miranda R M. Welding shape memoryalloys with NdYAG lasers[J]. Soldagem & Inspecao, 2012, 17(3): 210-217.
[10] Miranda R M, Assuncao E, Silva R J C, et al. Fiberlaser welding of NiTi to Ti-6Al-4V[J]. The Inter-national Journal of Advanced Manufacturing Tech-nology, 2015, 81(9): 1533-1538.
[11] Song P, Zhu Y, Guo W, et al. Mechanism of CrackFormation in the Laser Welded Joint between NiTiShape Memory Alloy and TC4[J]. Rare Metal Materi-als and Engineering, 2013, 42(S2): 006-009.
[12] Shojaei Zoeram A, Akbari Mousavi S A A. Laser weld-ing of Ti-6Al-4V to Nitinol[J]. Materials & Design, 2014(61): 185-190.
[13] Shojaei Zoeram A, Akbari Mousavi S A A. Effect ofinterlayer thickness on microstructure and mech-anical properties of as welded Ti6Al4V/Cu/NiTi joints[J]. Materials Letters, 2014(133): 5-8.
[14] Chatterjee S, Pandey A K, Mahapatra S S, et al.Microstructural Variation at Interface during FiberLaser Joining of NiTi/Ti6Al4V and effect of Mechanical Strength[J]. Journal of Materials Processing Technology, 2020(282): 116661.
[15] 陳玉华, 戈军委, 刘奋成, 等. TiNi形状记忆合金/钛合金异种材料激光焊[J]. 光学精密工程, 2014, 22(08): 2075-2080.
[16] Oliveira J P, Panton B, Zeng Z, et al. Laser joiningof NiTi to Ti6Al4V using a Niobium interlayer[J]. Acta Materialia, 2016(105): 9-15.
[17] Chen Y, Mao Y, Lu W, et al. Investigation of welding crack in micro laser welded NiTiNb shape memory alloy and Ti6Al4V alloy dissimilar metals joints[J]. Optics and Laser Technology, 2017(91): 197-202.
[18] Zhou X, Chen Y, Huang Y, et al. Effects of niobiumaddition on the microstructure and mechanical properties of laser-welded joints of NiTiNb and Ti6Al4V alloys[J]. Journal of Alloys and Compounds, 2018(7): 2616-2624.
[19] Chen Y, Zhan Z, Mao Y, et al. Study on the Cracks of NiTiNb/TC4 Lap Joints Welded by Micro Laser Welding[J]. Germany: Springer, 2018(1): 79-89.
[20] 陈玉华, 李树寒, 陆巍巍. NiTiNb/TC4异种材料激光微焊接头裂纹研究[J]. 航空科学技术, 2017, 28(04): 75-78.
[21] 陆巍巍. NiTiNb/TC4激光微焊接裂纹形成机理与控制方法研究[D]. 江西: 南昌航空大学, 2015.
[22] 占字林, 陈玉华, 孙国栋, 等. TiNi/Nb/TC4真空电子束焊接接头裂纹[J]. 中国有色金属学报, 2018, 28(11): 2242-2248.
[23] Cavaleiro A J, Ramos A S, Braz Fernandes F M, et al. In Situ Characterization of NiTi/Ti6Al4V Joints During Reaction-Assisted Diffusion Bonding Using Ni/Ti Multilayers[J]. Journal of Materials Engineering and Performance, 2014, 23(5): 1625-1629.
[24] Cavaleiro A J, Ramos A S, Braz Fernandes F M, et al. Follow-up structural evolution of Ni/Ti reactive nano and microlayers during diffusion bonding of NiTi to Ti6Al4V in a synchrotron beamline[J]. Journal of Materials Processing Technology, 2019(275): 116354.
[25] 王理涛. TiNi合金/TC4钛合金超声波焊焊接接头性能与界面组织研究[D]. 江西: 南昌航空大学, 2018.
Research progress in dissimilar welding of Nitinol shape memory alloy
to Titanium alloy
CHEN Yuhua, DENG Huaibo, XU Mingfang, JI Di
(School of Aeronautical Manufacturing Engineering, Nanchang Hangkong University, Jiangxi Key Laboratory of Forming and Joining Technology for Aviation Components, Nanchang 330063, China)
Abstract: With excellent shape memory effect (SME) and super-elastic (SE), nitinol shape memory alloy (NiTi SMA) was widely used in the fields of aerospace, artificial intelligence and biomedicine, etc. To control costs, and obtain multi-functional components or exploit novel products, as an essential method, dissimilar welding of NiTi SMA/Ti6Al4V alloys was concerned. The key problems in welding of NiTi SMA/Ti6Al4V were reviewed. The research progress in fusion welding, diffusion welding and brazing methods was summarized, and the effects of different welding methods on welding results were compared. Diminishing the brittle intermetallic compounds in NiTi SMA/Ti6Al4V interface was the key factor to affect the mechanical properties of joints. One useful way to inhibit intermetallic compounds in interface of NiTi SMA/Ti6Al4V joints was addition middle layer as a barrier.
Keyword: shape memory alloy; Titanium alloy; welding; microstructure; mechanical properties
猜你喜欢
科技研究·理论版(2022年11期)2022-07-07
交通科技与管理(2022年8期)2022-05-07
有色金属材料与工程(2019年2期)2019-07-25
有色金属材料与工程(2018年4期)2018-11-25
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
有色金属材料与工程(2017年3期)2017-07-15
有色金属材料与工程(2017年2期)2017-05-31
有色金属材料与工程(2016年6期)2017-05-31
农机使用与维修(2016年10期)2016-11-10
