
面向制造的汽车后扰流板结构设计方案研究
2020-09-10 07:22陈孝福张鹏程
交通科技与管理 2020年7期
陈孝福 张鹏程

摘 要:本文通过对扰流板设计和制造的有机结合,从材料选型,产品尺寸、涂装布局以及Bonding工艺的制造要求上提供了合理设计方案。实践表明,材料的改变引导制造工艺的改变,扰流板结构的设计也会引导制造工艺的改变,只有将合理的材料选择、制造工艺与设计方案进行结合,才能设计和制造出让人眼前一亮的扰流板产品。
关键词:结构设计;原材料;涂装工艺;装配工艺;扰流板;车身外饰
中图分类号:U466 文献标识码:A
0 引言
汽车扰流板又称汽车尾翼,在车辆后端顶部位置,对汽车行驶过程中的空气动力学、车身稳定性、燃油经济性等具有显著的影响[1-3]。近年来,随着人们对汽车外观的审美需求变化和性能追求,扰流板产品逐渐发展成为集功能和外观于一体的车身零配件,各大主机厂逐渐将高位制动灯、后窗清洗喷嘴、车辆天线等功能性零件集成到扰流板中,这对汽车外饰行业的产品设计提出了更大的挑战。本文从原材料的选型、产品尺寸设计、涂装工艺的开发以及装配工艺的设计四个角度出发,分析了关键工艺要素对扰流板产品质量的影响,为车身外饰行业开发出尺寸稳定、性能优异、价格低廉的汽车后扰流板产品提供一些思考。
1 产品制造工艺的选择和开发评估
1.1 原材料选择
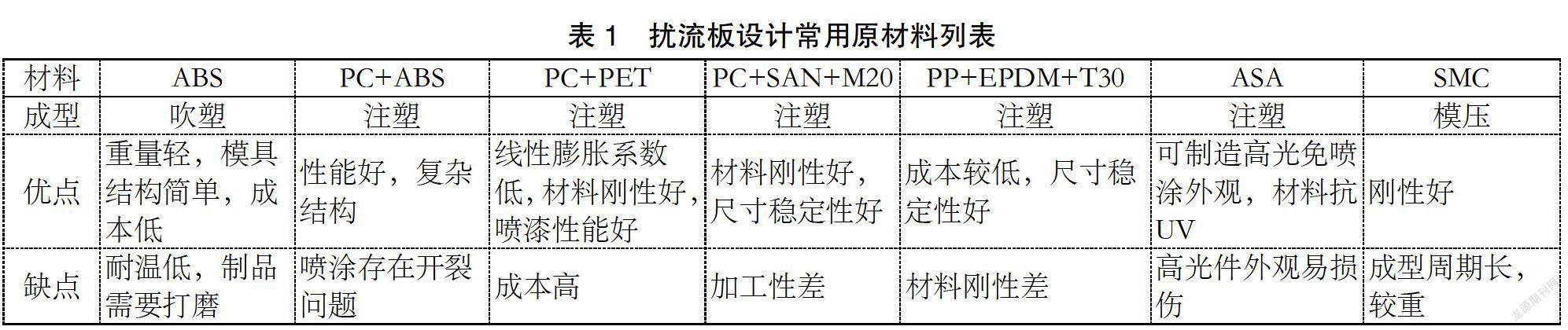
目前市面上的扰流板,普遍要求具有较高的弹性模量、优异的尺寸稳定性以及良好的耐热性能[4-5],因此,扰流板设计时,首先需要考虑注塑原材料的选型是否能符合设计要求。在原材料的选型上,我们需要评估材料成型工艺,企业开发成本,制造工艺周期等因素,特别需要注意的是,还有根据外观的定义来选择相应的原材料,例如喷漆外观,高光免喷涂外观,皮纹外观等等,不同的外观要求制造工艺要求也不同,不同原材料的外观可加工性也不同。目前使用较频繁的原材料主要集中在PC+ABS、PC+PET、PC+SAN+M20这3款原材料上,这三款原材料具有较好的材料刚性,较好的油漆喷漆性能,良好的抗UV性能,我们列举了目前市面上不同注塑原材料的各项特性,具体优缺点对比情况如表1所示。在实际生产中,我们需要结合实际需求进行综合的考虑。
1.2 产品制造工艺
在扰流板开发制造阶段,需要评估的内容主要包含以下内容:
从注塑工艺角度上,需要着重考虑扰流板产品尺寸大小和产品结构设计。如产品尺寸设计在注塑填充方向上尺寸500 mm,壁厚3.2 mm,设计选材PC+ABS,但材料流长比在100~150,加上注塑流道长度80 mm,实际需要填充的长度在580 mm,通过初步分析产品注塑填充存在问题,存在注塑缺料问题,设计方案上的变更主要有增加产品壁厚至4.0 mm或者减少产品尺寸至小于400 mm。
同样在产品结构设计上需要避免设计较高的筋位,在注塑填充过程中薄且高的筋位会出现注塑填充缺料或者导致较大注塑压力的情况发生,注塑工艺窗口会受到较大的限制,同样对产品外观如分型线位置外观造成较大影响。
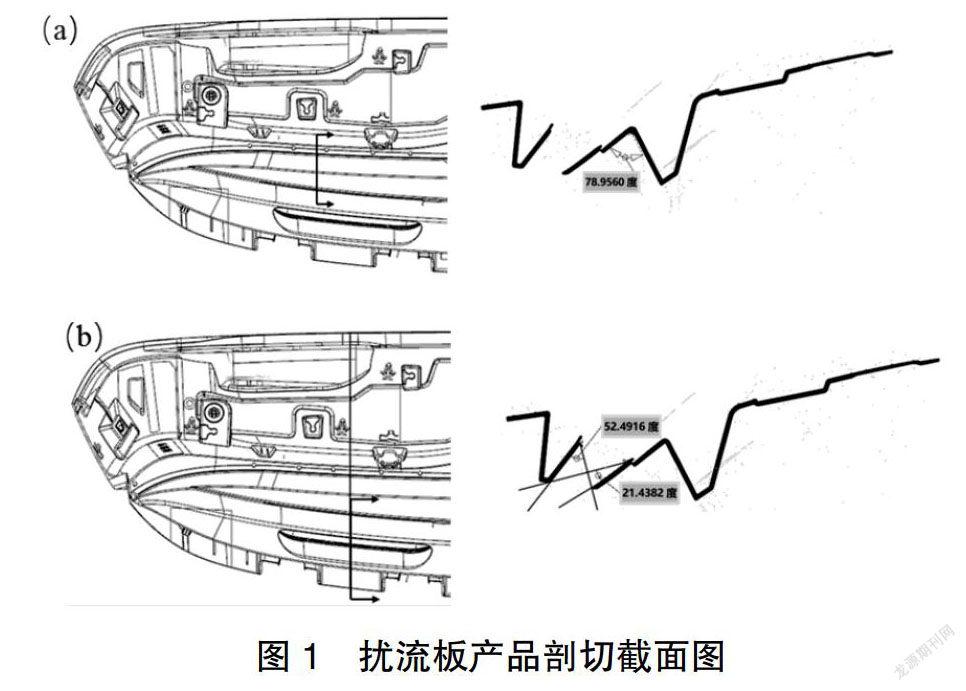
从涂装工艺产品需要适应自动喷涂线要求,喷涂位置的定义需要适应机器人喷涂时姿态要求,喷涂喷漆和喷涂旋杯的喷涂角度要求。零件需要设计有效的挂点使其能够固定在工装夹具上实现喷涂。如图1(a)所示两个面的夹角仅79°,而制造要求喷涂夹角大于95°,否则喷涂质量无法达到标准的要求。如图1(b),喷涂面的喷涂角仅52°和21°,而制造要求深孔位喷涂角大于60°,否则喷涂质量无法达到标准的要求。
目前,主流的扰流板装配工艺包括焊接工艺和Bonding工艺,此处对较为复杂Bonding工艺进行介绍。从扰流板结构胶粘接工艺出发,通常设计者角度需要结合产品要求或标准进行产品结构设计,结构胶选择,并有效结合结构胶粘接工艺要求,做结构上的针对性设计。如需要基于零件间连接强度,外观要求,失效模式要求来进行结构胶型号选择,涂胶轨迹定义,胶宽胶厚定义,失效模式比例定义,防水性要求定义,材料和胶水适配性评估,Bonding压合方向设计。在胶水的选型上可以参照表2的适配性检验表。
在Bonding工艺中我们通常采用的机器人自动涂胶工艺,自动压合,加热固化,常温静置的工艺。
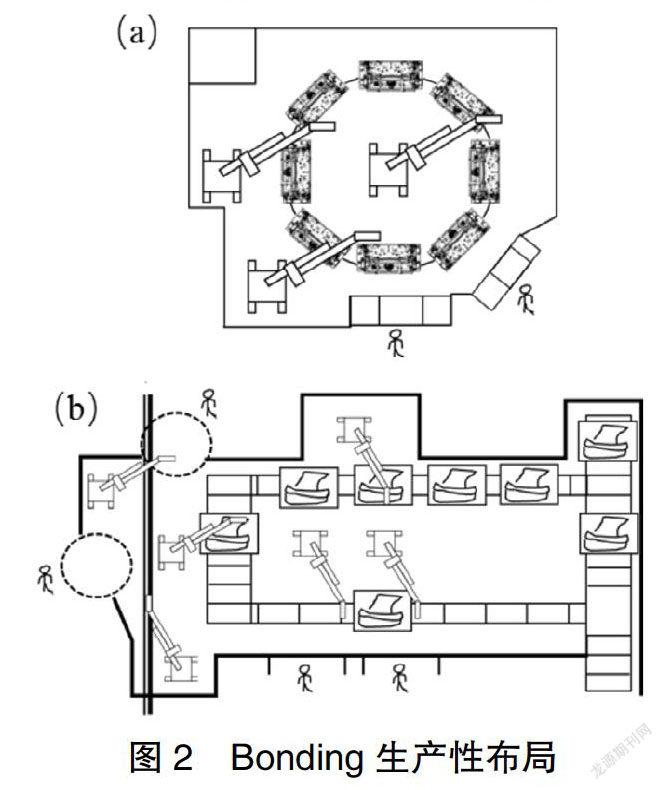
在结构设计上需要适应Bonding生产的需要,产品结构设计上需要满足工装设备的定义要求,能将产品固定在工装设备上并且达到定位的精度,通常我们需要控制产品在工装夹具上XYZ三个方向的定位,需要设计合理的结构用于工装设备对产品的定位,常见的定位方式有机械结构定位,胎膜块定位配合吸盘定位,在产品设计的同时需要评估空间是否满足要求,结构是否可靠,需要设计可靠的结构用于产品的定位。目前扰流板Bonding設备方案包括固定式工作站和柔性生产线,在不同的自动化程度下对产品的设计要求也有差异,主要集中在产品在胎膜上的定位间的差异。如图2(a)是Bonding工作站,图2(b)是柔性Bonding生产线。
通常采用结构胶粘接方式的扰流板需要加热固化,增加固化效率,快速达到下线粘接强度,而加热方式通常使用热风加热、红外灯管加热和电阻丝加热不同的加热方式也具有不同的特点,如加热效率,加热温度的均匀性,加热设施布置。
2 结束语
本文通过对扰流板设计和制造的有机结合,剖析材料选型,外观要求以及最为复杂的Bonding工艺上提供了设计方案,也正是有了这些有机结合才能让我们扰流板设计更加自由,也让制造方案更加容易实现。
从目前市场来看,SUV和MPV仍是扰流板的主要市场,但是在未来的汽车变革中,扰流板在轿车上也将得到新的发展。同样静态扰流板也可能无法满足消费者日益增长的需求了,主动式扰流板也许会打开更多的市场,而扰流板设计永远离不开制造,只有通过设计和制造的有机结合才能打造出我们需要的产品。
参考文献:
[1]张崴.汽车后盖扰流板可制造性分析[J].汽车实用技术,2020,45(16):239-242+245.
[2]何浩然,孙庆友,陆飞龙.后扰流板对整车气动阻力的影响[J].农业装备与车辆工程,2018,56(02):33-36.
[3]吕立坤.扰流板对轿车气动特性改善的数值仿真[D].吉林大学,2006.
[4]刘廷福.浅谈分体式后保险杠总成的结构设计[J].装备制造技术,2015,43(05):80-82.
[5]曾凯,熊佳俊.汽车后扰流板浅谈[C].江西省汽车工程学会2009年学术年会,2009.
猜你喜欢
交通科技与管理(2022年8期)2022-05-07
科学与财富(2021年36期)2021-05-10
环球时报(2020-04-10)2020-04-10
意林(2019年16期)2019-09-04
青年时代(2019年13期)2019-06-20
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
神州·上旬刊(2017年9期)2017-10-15
山东工业技术(2016年24期)2017-01-12
现代装饰·理论(2016年10期)2016-12-13
