
总线型绝对值编码器在机械压力机装模高度调整的应用
2020-09-10 09:54赵学任刘树梓苏旭辉
内燃机与配件 2020年5期
关键词:现场总线
赵学任 刘树梓 苏旭辉
摘要:针对机械压力机装模高度调整费时费力且误差较大的问题,开发了基于高精度总线型绝对值编码器的装模高度调整控制系统,实现了装模高度调整的实时控制,具有较高的控制精度和显示精度,为设备的高效生产提供了可靠的保障。
关键词:总线编码器;装模高度调整;现场总线
0 引言
机械压力机是一种在锻压生产中得到广泛应用的设备,在其使用过程中,经常需要根据冲压工艺和工件形状的不同更换模具,为了适应不同高度的模具,压力机的滑块内部设有装模高度调整机构。通过装模高度调整,使压力机下死点时工作台上表面和滑块下表面的距离发生变化,从而满足使用不同高度的模具以及调整冲压吨位的需要。
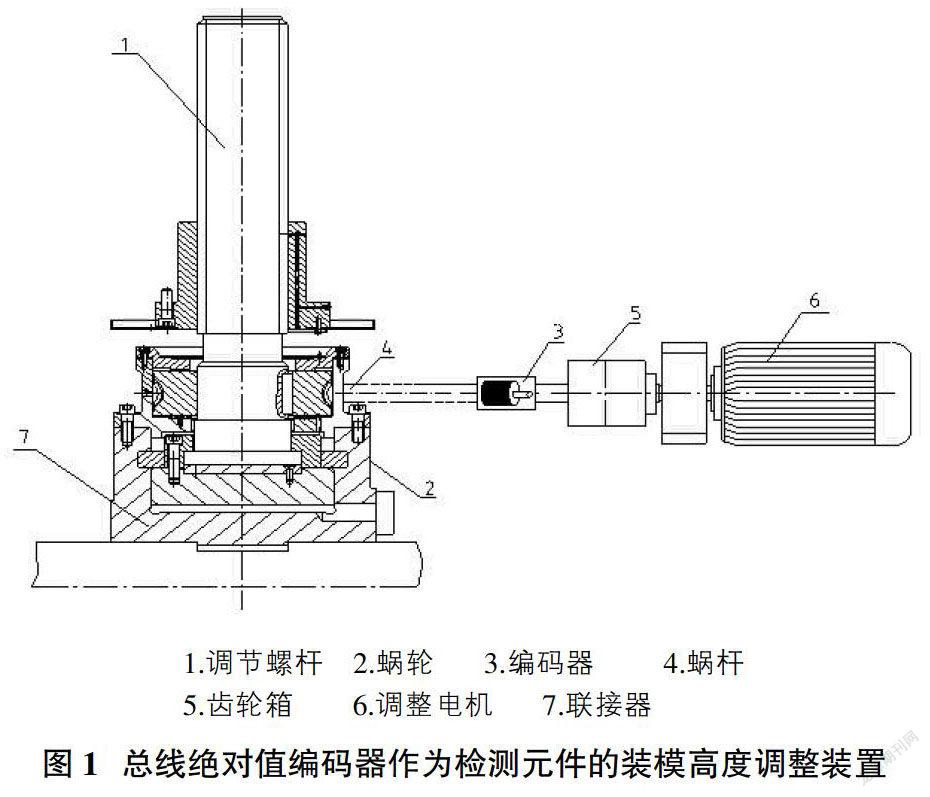
装模高度调整机构主要原理是由安装在滑块内的装模高度调整电机产生的扭矩通過齿轮箱和联轴器传递到联接器的蜗杆上,蜗杆带动蜗轮使调节螺杆转动,从而使滑块同步的向上或向下移动位置,实现装模高度调整。当调整到最大或最小装模高度时,相应限位开关发出信号,调整电机立即断电,停止调整。
过去的装模高度调整显示是通过调整蜗杆端部机械式数字轮来实现的,这种调整方式误差较大,且每次更换模具时需反复手动调整装模高度,生产效率低。而且即便是同一套模具,受平衡器风压波动的影响,每次调整后的装模高度也不尽相同,同一性较差,导致冲压件批次与批次间的质量不同,次品率增加。为此设计了一种基于总线型绝对值编码器的压力机装模高度控制系统,实现装模高度的准确控制、定位,以保证冲压件的质量。
1 控制系统的组成
完成装模高度调整的准确位置控制,首先必须正确地选择检测元件,绝对值旋转编码器可以直接安装在驱动轴上,占用空间小,并在轴上能承受较高的径向和轴向负荷;分辨率高,既能满足精度控制,又能保证重载安全;可直接测量参数的绝对位置,抗干扰能力强,在系统掉电及再上电后,仍可保持输出位置量不变,因此非常适合作为装模高度调整系统的检测和反馈元件。由于编码器安装位置和压力机PLC之间的距离较远,为避免信号衰减和偏差,采用总线输出形式,不但可以减少现场的接线,而且传输速度快,大大提高了系统的可靠性。
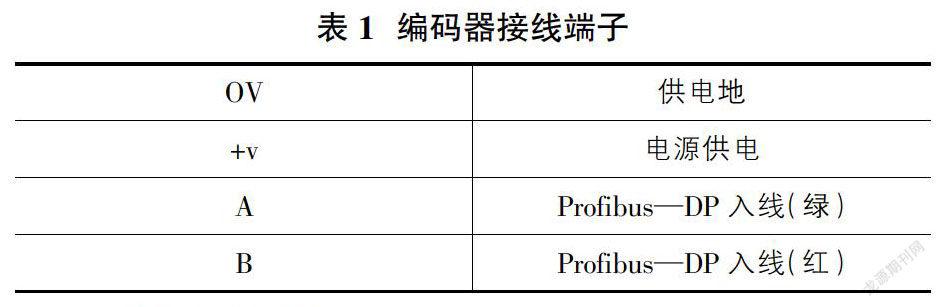
本系统选用西门子S7-300为主控PLC,集成DP接口的S7-300 CPU作为Profibus-DP网络的主站,本身带有Profibus-DP总线接口的绝对值编码器,作为Profibus-DP现场总线控制系统的从站,接入压力机电气控制系统的Profibus网络中,根据物理位置将编码器放在了网络的最后一级,即作为网络的终端,因此终端电阻要拨在“ON”上,传输介质使用满足工业环境要求的屏蔽双绞线。按照表1对编码器进行连接。
2 控制系统的原理
在压力机滑块里面的蜗杆轴的一端用弹性联轴器连接一总线型绝对值编码器(见图1),作为装模高度调整位移量的检测元件。当进行装模高度调整时,调整电机带动蜗杆转动,编码器随着蜗杆的转动发出连续的脉冲信号,通过总线配置和I/O映射将编码器信号采集到PLC中,经过程序处理,将脉冲信号转变为可编程的反映装模高度调整位移的数据,通过触摸屏与PLC之间的通讯实现装模高度调整设定值与实际值的显示和设定。
3 PLC与总线编码器之间的数据交换机制及网络参数设置
3.1 数据交换机制
由于现在使用的总线绝对值编码器是作为Profibus-DP系统的从站存在的,获取的有关旋转编码器的信息都是通过Profibus-DP 网络传送的。集成DP口的S7-300 CPU可以像访问自己的I/O模块一样来访问DP从站.数据交换是很方便的。虽然智能从站提供给主站的输入输出区域不是实际的I/O模块使用的I/0区域。但简单组态后,主站、从站之间的数据交换也是自动进行的。不需要专门编程。
3.2 网络参数设置
通过Profibus-DP总线完成对旋转编码器参数的设置,主要有:
3.2.1 设定编码器的计数方向
该参数用于定义当编码器的轴顺时针旋转时脉冲数增大还是减小,编码器的计数方向默认为顺时针旋转,脉冲数增大,如果编码器的计数方向和装模高度整的移动方向不一致,就要对这一参数进行修改,最终目的是实现装模高度整向上移动时,脉冲数增加,装模高度整向下移动时,脉冲数减小。
3.2.2 设定编码器的分辨率
根据系统对位置的控制精度及数据的可靠性要求,在编码器的网络参数中选择合适的分辨率,使滑块装模高度整个调整量所对应的总脉冲数包含在编码器允许的总脉冲数之内,但设定的分辨率不应超过编码器的最大总分辩率,否则会造成数据的溢出。
4 实际应用中需要处理的几个问题
4.1 通过程序控制保证装模高度调整的重复精度及显示精度
为避免模具吨位变化及平衡器风压的波动影响装模高度调整的重复精度,调整电机停止时自动记忆刹车距离,作为下一次停止的提前量,如一次停不到位,电机可重新启动,多次调整,保证装模高度的停止的重复精度,但注意要在程序上设定电机重新启动的次数,原则上不能超过3次,以免造成死循环,如重复启动3次,仍达不到所要求的精度,则终止调整,检查装模高度调整电机的刹车片是否磨损过度。
由于装模高度调整向上和向下齿轮传动的间隙不一样,为保证装模高度调整的显示精度,从电气控制上进行齿轮反向间隙补偿,即无论装模高度向上调整还是向下调整始终在向下的位置上停止,从而在一定程度上消除齿轮传动的反向间隙。
4.2 PLC工程量转换和PLC逻辑
由PLC采集的编码器脉冲数在程序中不能直接使用,必须转化为实际工程量,以便于编程控制和观察校对。在具体应用中以丝(即0.01mm)作为工程变量的单位,通过用实际测量的装模高度调整量的距离差与所对应的脉冲数之差相除,可以得到每丝的分辨率,即编码器输出一个脉冲,装模高度实际运动的距离,并以此为系数与编码器的运行脉冲数相乘得到实际PLC工程量。
PLC中的逻辑即根据上述原理编制,所有位置的判断和动作逻辑只在装模高度的极限值设定方面有所不同。
4.3 编码器初始值的设定
在现场调试的过程中,首先要完成的工作就是根据装模高度的实际值设定编码器的初始值。在初始值的设定之前,滑块装模高度的实际值与旋转编码器的初始值一般是不相同的,初始值设定的目的就是通过程序处理将旋转编码器的初始值修正为装模高度的实际值,在进行装模高度调整时,实现编码器的实际值与机械位置的一一对应。
如果在使用过程中编码器联轴器发生了松动或维修工作中更换了编码器,那么必需重新标定编码器的初始值。
由于旋转编码器初始值设定的正确与否直接关系着设备是否能够安全运行,因此只允许经过培训的具有操作资格的工程技术人员操作,而且最好在程序中对初始值的设定进行密码保护,防止误操作。
应当注意,编码器初始值的设定和编码器实际值的读取是两个互锁的过程,它们是不可能被同时执行的,在PLC程序内要用不同的地址对其定义。
4.4 软限位和硬限位
软限位:通过程序参数设定的限位;硬限位:即行程开关限位。由于采用了总线编码器作为装模高度调整系统的检测元件,因此可以在程序内设置软限位,当装模高度调整超过由程序设定的软限位时,就会发生超行程报警。软限位虽然设置灵活,动作灵敏精确,但不能因为有了软限位就把硬限位取消,设置硬限位就是为了防止软限位万一失灵,还能够让装模高度调整安全地停止。
为保证控制精度同时考虑到滑块调整向上超调的原因,软限位的上限要大于装模高度上限1.5mm,软限位的下限等于装模高度下限。软限位的设定值要完全在硬限位之内,并留有一定裕量。
总之,合理的使用“软限位”和“硬限位”,既能确保控制的安全可靠又能提高运行精度。
4.5 由于绝对值编码器安装在压力机滑块内,环境比较恶劣,灰尘及油污较多,因此放置的地方一定要采取必要的防尘、防油措施,编码器的防护等级建议不要低于IP67。
4.6 压力机进行冲压作业特别是进行落料或拉伸操作时,滑块的震动比较大,尽管选用具有优秀的抗震、抗冲击性能的旋转编码器,但设计时编码器的安装位置仍应选择在震动较小的地方,并采取减震措施,确保控制的可靠性。
5 结束语
经过现场实测和生产检验,压力机装模高度调整采用总线型绝对值编码器控制,定位精度明显提高,有效地解决了压力机模具更换中因装模高度调整不准确而反复调整带来的低效率等问题;同时,采用软限位结合硬限位实现对装模高度调整终端位置的双重保护,增加压力机的安全性,为设备的高效生产提供可靠的保障,在实际应用中取得了良好的经济效益。
参考文献:
[1]韦文静.网络控制技术在冲压生产线上的应用[J].锻压装备与制造技术,2003(3).
[2]傅闯.Profibus 现场总线在水电厂闸门控制系统中的应用[J].自动化仪表,2002,23(4).
[3]許应康.基于PICl6F877的冲床装模高度监测控制器设计[J].机床与液压,2008,36(11).
猜你喜欢
科技视界(2016年27期)2017-03-14
中小企业管理与科技·中旬刊(2016年6期)2016-06-20
电脑知识与技术(2016年7期)2016-05-19
纺织导报(2015年8期)2015-12-31
科技资讯(2015年7期)2015-07-02
科技与创新(2015年7期)2015-05-05
科技与创新(2015年6期)2015-05-04
科技与创新(2015年5期)2015-04-20
中国高新技术企业(2014年6期)2014-03-31
