OSTA认证中较复杂零件的数控铣削加工
2020-09-10 03:23匡清
内燃机与配件 2020年24期
匡清


摘要:數控铣削加工是数控加工中最常用的加工方法之一,以《零件的三轴数控编程与加工》课中所用的高阶自动加工模块要求,结合OSTA技能认证中的复杂零件项目为例,进行了零件工艺分析,通过UG NX中的CAD模块对零件实体建模,调用了UG NX中的CAM模块对零件自动加工编程,最后完成零件的数控加工。整个零件加工过程可以起到一定的借鉴作用,还可以为培养工匠精神的高职数控人才提供一点启示。
关键词:数控铣削;工艺分析;CAD/CAM;工匠精神
中图分类号:TG547 文献标识码:A 文章编号:1674-957X(2020)24-0117-02
0 引言
OSTA认证是中国人力资源和社会保障部组织、管理和监督的职业资格认证考试,也是一种典型的标准参考考试(CRT),具有全国统一性、权威性。《零件的三轴数控编程与加工》是一门理论和实践结合的的专业课程。课程主要围绕加工中心机床开展教学活动,针对数控企业一线生产加工要求,培养掌握数控铣削编程,能吃苦耐劳的,具有工匠精神的高职大学生。通过对该项目典型零件进行工艺分析、CAD建模、CAM自动编程及加工等论述,进一步探索立体式育人及高校数控人才的培养。
1 项目导读
选用国家职业分类目录中的铣工(加工中心操作)认证中的加工项目为典型铣削案例,见图1、图2所示。该零件为一个板类铣削零件,需要正反面加工,毛坯尺寸为120mm×80mm×30mm,主要特征有凸台、内腔、圆弧倒角等,零件结构较复杂。进行图样分析后,可知材料为铝合金6061-T651,其特点是加工性能极及加工后不易变形等,常用于各种工业结构零部件场合。其主要尺寸公差为IT7级,有两处形位公差要求,分别是上表面对于A面的平行度要求0.02mm,主要外形面对于A面的垂直度要求0.02mm。整个零件的主要加工表面粗糙度Ra1.6μm,精度要求比较高。相关的主要加工要求见表1所示。
2 零件的CAD建模
选用UG NX10.0,进入Modeling模块。建模模块提供了Sketch(草图)、Form Feature(实体)等方式建模方式。零件比较复杂,结合零件图样,选择复合建模来完成整个CAD。
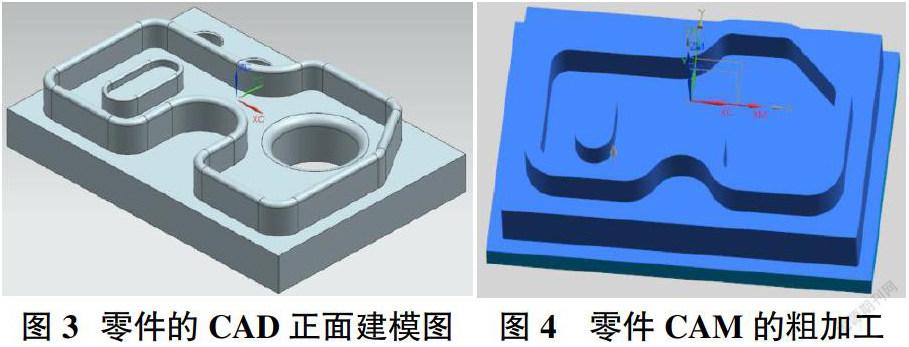
计算机辅助绘制零件图前,先要分析零件图样,盲目的绘图只会手忙脚乱。主要分析内容有:零件的主要特征,确定建模时先后顺序。根据零件图样可知,先进入Sketch(草图)模块,创建草图绘制相关二维CAD图,在运用拉伸指令(Extruded Body)和布尔运算指令(Unite、Subsection、Intersect),拉伸零件主要特征操作,在运用布尔运算中的加减指令来操作,正面建模图如图3所示。
3 零件的CAM加工
3.1 工艺分析及加工工艺路线设计
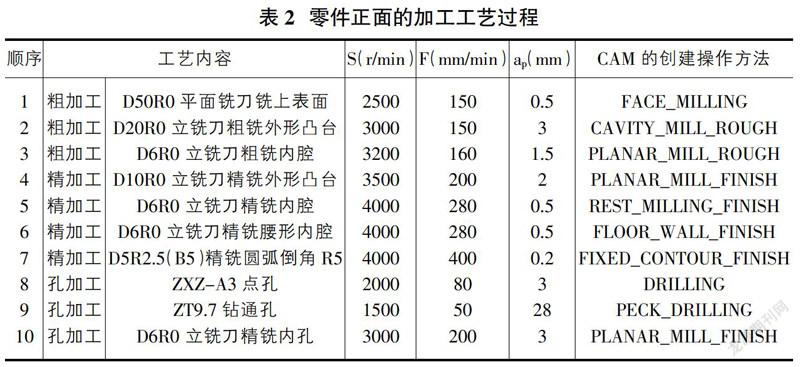
分析零件图样可知,该零件分二次装夹,正反面都需要加工,正面加工内容比较复杂。结合现有加工条件可知,选择125mm钳口规格的机用平口钳来装夹。第一次装夹时,以毛坯作为粗基准定位,加工顶面,底面开夹持槽,零件高度方向伸出量为26.5mm,完成零件的主要特征内容加工。翻身装夹加工底面,采用已经加工完毕外形作为定位基准。为保证零件定位精度,在平口钳侧面添加一个定位块。综上所述,指定零件的加工工艺过程如表2所示。
3.2 零件的粗加工
在“CAM会话配置”对话框中选“mill_planar”并初始化加工环境,然后依次创建程序组、接着创建刀具、创建几何体及创建操作,其余系统默认设置。在GENERIC_MACHINE中创建加工所有刀具,在“WORKPIECE”中毛坯设置为120mm×80mm×30mm。
进行零件的粗加工。铣削上表面,调用“FACE_MILLING”,设置如下:刀具选择“D50R0”,补偿号“1”,方法选择“MILL_ROUGH”,切削模式选择“单向”,平面百分比选择“75%”,进给速度选择“2500r/min”,其余设置采用默认值。铣削零件外形,调用“CAVITY_MILL”,设置如下:刀具选择“D20R0”,补偿号“2”;方法选择“MILL_ROUGH”;平面百分比选择“75%”,进给速度选择“3000r/min”,其余设置采用默认值。最后,调用“PLANAR_MILL”粗铣零件内腔。完成后,生成刀轨,整个粗加工后效果如图4所示。
3.3 零件的精加工
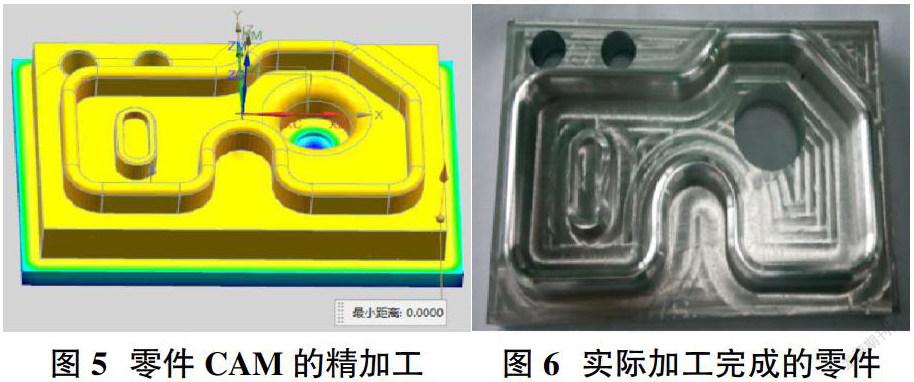
创建工序“PLANAR_MILL_FINISH”,设置如下:刀具选择“D20R0”,补偿号“2”,方法“MILL_FINISH”;切削模式选择“轮廓”;平面百分比选择“40%”,切削层中选择“恒定”每刀深度选择“3mm”;进给速度选择“3500r/min”,进给量选择“200mm/min”,切削方向“顺铣”,切削顺序“层优先”,其余设置采用默认值。其它工序的创建,按照表2所示依次创建,零件的最终的精加工效果如图5所示。
完成所有的加工工序后,经过POST后处理导出程序到加工中心机床,小心操机,安装毛坯,自动加工完成零件,如图6所示。
4 结语
实际加工情况比较复杂,编制加工工艺的时候,既要结合自身的加工条件情况,又要考虑操机员的知识技能水平来。UG NX软件模块很多且功能强,创建工序选择多样,要发挥软件所有功能,提高数控加工效率,需要我们勤学苦练才能真正的运用自如。在专业课程教学中,始终贯彻课程思政理念,担负起“立德树人”教育使命,通过典型零件项目的数控加工训练,通过多方位多层次的全员育人来培养具有工匠精神的综合型数控人才来满足国家社会的需要。
参考文献:
[1]王卫兵.UG NX10数控编程学习教程[M].三版.北京:清华大学出版社,2019.
[2]石皋莲,吴少华.UG NX CAD应用案例教程[M].二版.北京:机械工业出版社,2017.
[3]马俊,成立.数控加工中心编程与操作项目教程[M].北京:清华大学出版社,2016.
[4]金霞,杨晓京.基于UG/CAM模块固定轴曲面轮廓数控铣的研究[J].机床与液压,2007.
[5]禹诚.“工匠精神”在数控专业教学中的渗透[J].职业技术,2018.
[6]吴宣宣,童锋,胡新根,等.“工匠精神”融入高职技能人才培养的实践思考[J].科研课题,2017.
猜你喜欢
亚太教育(2016年31期)2016-12-12
环球时报(2016-03-10)2016-03-10
环球时报(2016-03-10)2016-03-10
企业文化·中旬刊(2015年5期)2015-06-27