G73仿形粗车循环指令参数的理解与选择
2020-09-10 07:22鲁欢
内燃机与配件 2020年18期
鲁欢
摘要:针对诸多关于数控指令的教材中,对G73复合循环指令参数确定存在一定的误解或者不确定性,本文运用图示法,形象地分析了该指令轨迹、参数的含义及确定方法,并结合刀路轨迹给出G73指令中参数的计算公式,避免了参数的不正确选择引起的空走刀、过切等实际问题。最后借助于实例及仿真软件验证该结论的正确性。
关键词:G73仿形粗车循环;参数设置;轨迹;分析
0 引言
G73为仿形粗车循环指令,适用于轮廓非单调递增或者单调递减零件的加工。查阅大量相关资料,发现很多教科书中对G73指令中参数的选择不是很明确,这样会直接影响学生对指令的理解及应用。本文通过分析G73走刀路径,并借助于宇龙数控仿真软件,对G73参数进行详细的分析并给出了参数的计算公式。
1 G73指令功能及运动轨迹
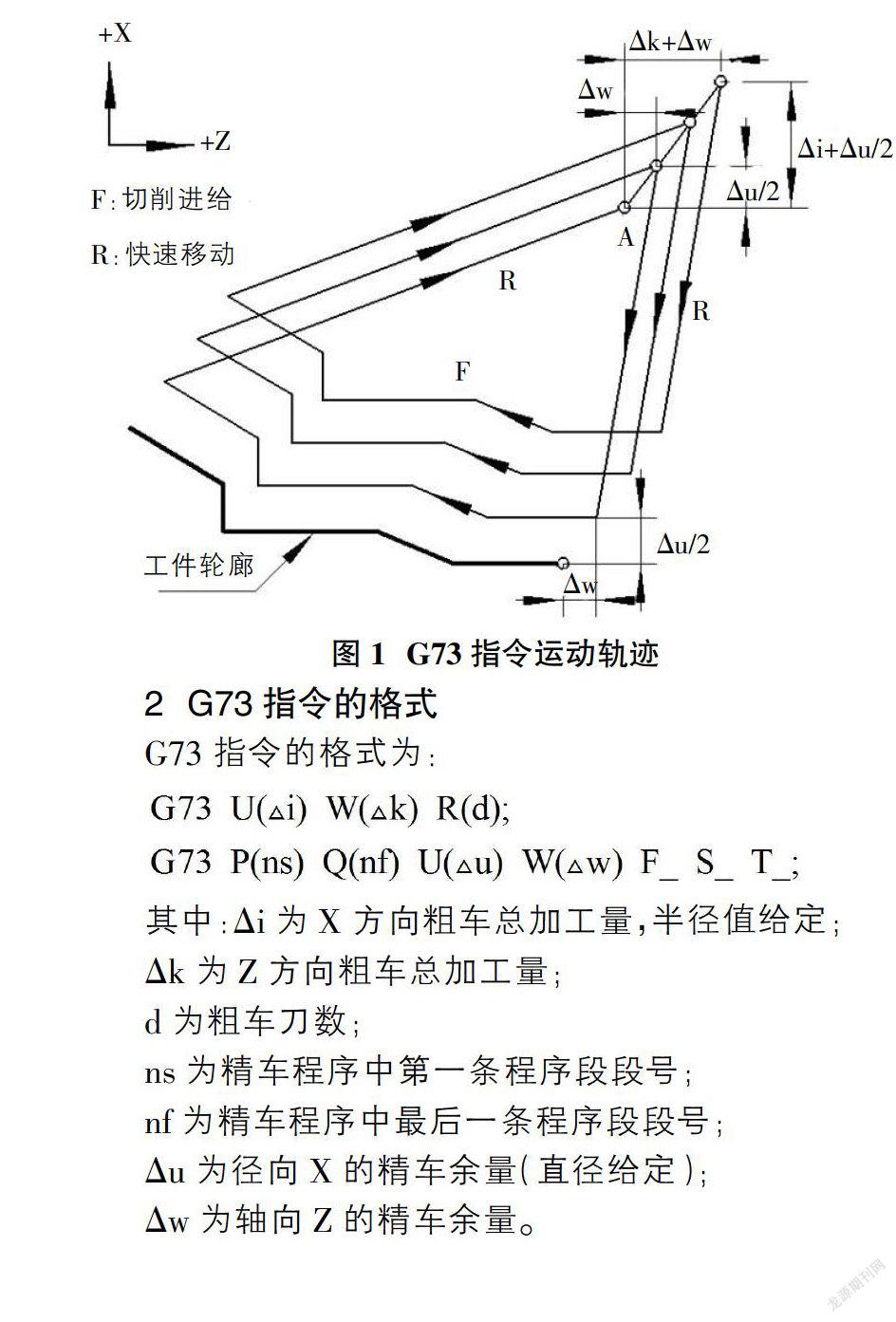
G73是数控车削固定循环指令之一,其走刀路径如图1所示。图1中,A点为G73指令循环起点,A点在选取时离开毛坯外圆及端面3~5mm,粗车完成后刀具回到循环起点A,D点为粗车循环第一层切削时起点位置,既是粗车循环时第一刀后退的位置,后退距离的径向X为,轴向Z为。
2 G73指令的格式
G73指令的格式为:
3 G73指令参数的确定
为了方便理解和计算G73指令参数,引入以下几个参数:毛坯直径——X毛坯;工件最小直径——X工件min;粗车的切削深度——ap。
3.1 ?驻k的确定
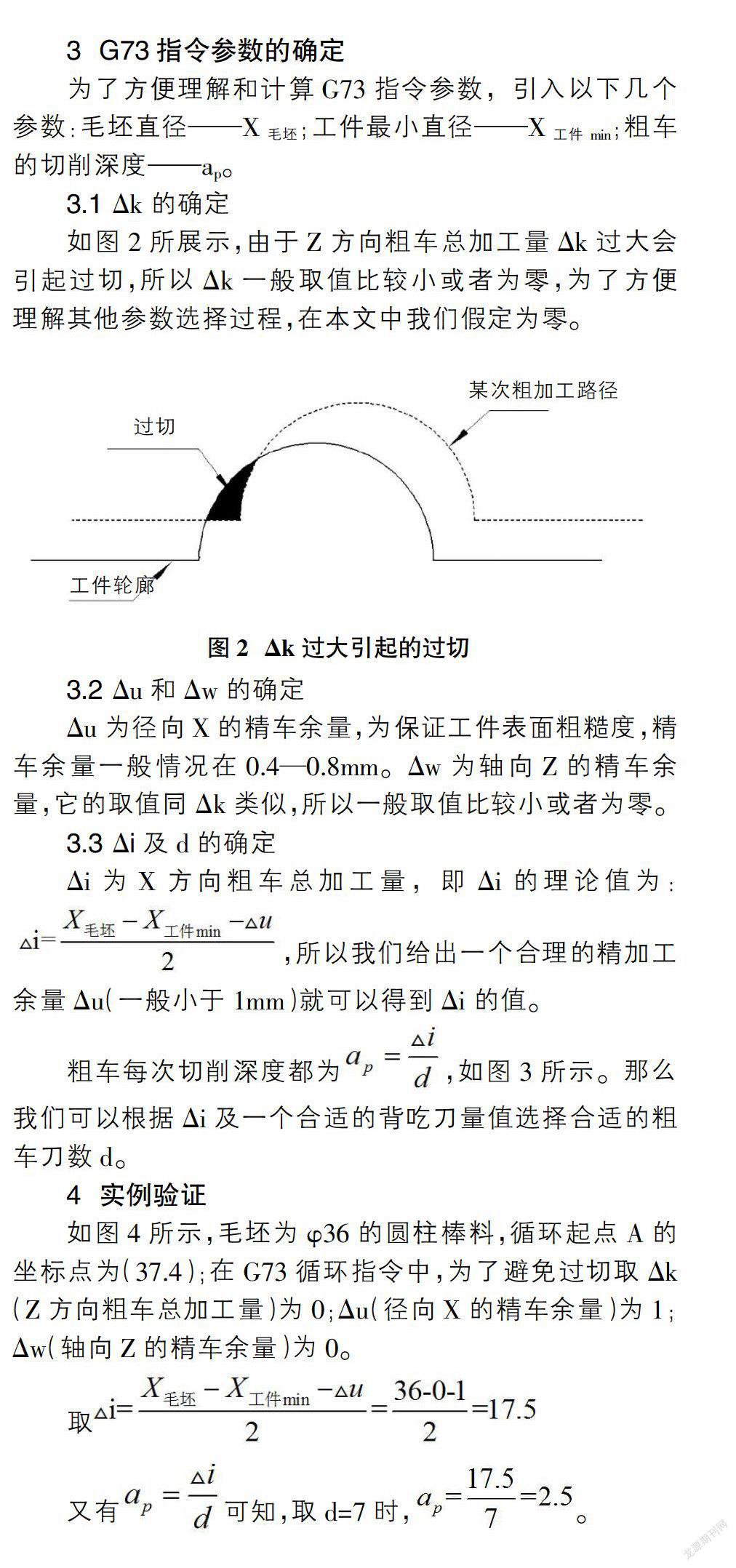
如图2所展示,由于Z方向粗车总加工量?驻k过大会引起过切,所以?驻k一般取值比较小或者为零,为了方便理解其他参数选择过程,在本文中我们假定为零。
3.2 ?驻u和?驻w的确定
?驻u为径向X的精车余量,为保证工件表面粗糙度,精车余量一般情况在0.4—0.8mm。?驻w为轴向Z的精车余量,它的取值同?驻k类似,所以一般取值比较小或者为零。
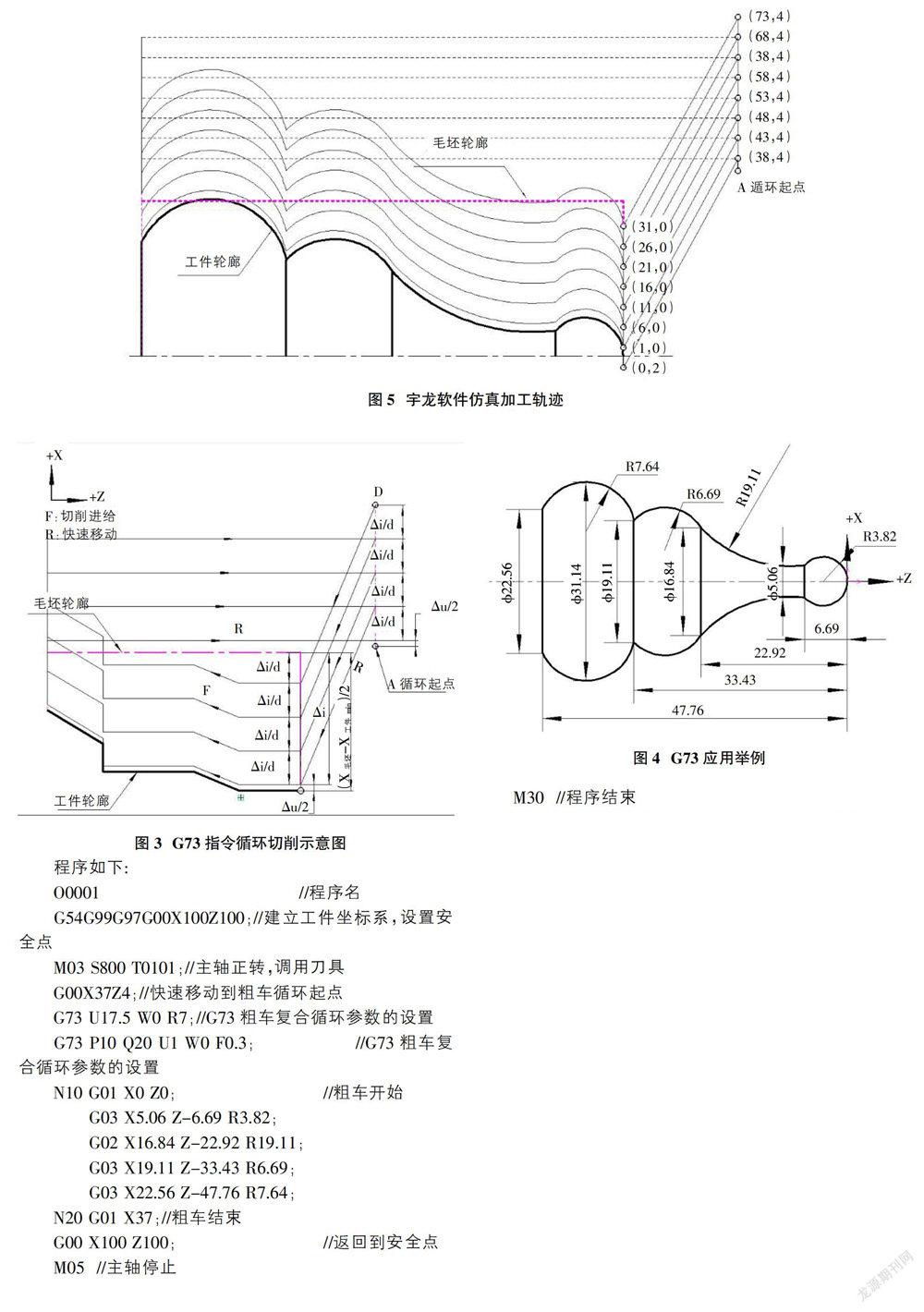
3.3 ?驻i及d的确定
4 实例验证
如图4所示,毛坯为φ36的圆柱棒料,循环起点A的坐标点为(37.4);在G73循环指令中,为了避免过切取?驻k(Z方向粗车总加工量)为0;?驻u(径向X的精车余量)为1;?驻w(轴向Z的精车余量)为0。
通過宇龙仿真软件我们得到如图5所示的数据,每次的背吃刀量ap都为2.5,与我们理论计算相符合。
5 结论
数控车指令G73仿形粗车循环指令在数控编程中有着非常重要的作用,可以提高编程效率,进而提高加工效率。但在使用G73中的时候,要特别注意参数的选择,合理的设置参数可以避免过切及空走刀的发生。在文中已经明确的给出了各个参数该如何选择,解决了对G73指令参数的设置问题。
参考文献:
[1]王彦宏.数控加工技术及应用[M].西安:西安电子科技大学出版社,2016.
[2]李东君.关于数控教材中G73封闭粗车循环指令分析与应用[J].机床与液压,2011,39(22):30-32,36.
[3]车世明,樊安新.数控车封闭切削循环过切原因分析及防止措施研究[J].机械研究与应用,2010(03):122-123.
[4]王身海.巧用G71和G73指令编程的方法与技巧[J].机床与液压,2012,40(14):126-129.
[5]刘晓超,王绪科.浅议确定粗车循环指令G73主要参数的两种方法[J].科技信息,2012(27):113.
猜你喜欢
福建中学数学(2021年1期)2021-02-28
小资CHIC!ELEGANCE(2021年44期)2021-01-11
孩子(2020年12期)2020-01-06
智能建筑与工程机械(2019年1期)2019-09-10
作文评点报·低幼版(2018年17期)2018-07-12
课堂内外(小学版)(2017年3期)2017-04-15
科技与创新(2017年3期)2017-03-17
电脑知识与技术(2016年22期)2016-10-31
科技与创新(2015年23期)2015-12-08
中学英语之友·高二版(2008年2期)2008-04-08