
皮革真空干燥机台板温度场仿真及流道优化
2020-09-15 01:32张亚楠
机械设计与制造 2020年9期
孟 礼 ,张 华 ,张亚楠
(1.南通大学机械工程学院,江苏 南通 226019;2.南通思瑞机器制造有限公司,江苏 南通 226500)
1 引言
皮革真空干燥机是制作皮革工艺最重要的机械装备之一。皮革真空干燥机的工作原理为:将皮革置于台板表面,通过上下台板压合,形成密封腔;用真空泵对密封腔抽真空以降低水的汽化温度,同时向台板下方内部流道不断地通热水以加热台板,从而达到干燥皮革的目的[1-2]。因此,合理的流道对保证皮革充分受热,进而达到皮革所需的干燥效果来说至关重要。
流道中热水加热台板的过程是一个典型的流固换热过程。不少学者均采用流体仿真软件对流固换热的装置进行研究,如文献[3-5]分别对晶闸管水冷散热器、洗衣机烘干流道、汽车缓速器定子散热流道的温度场进行了稳态仿真。但稳态仿真并不能得出系统未到达稳态前的温度场随时间的变化情况。因此,采用Fluent软件对(3×7)m的皮革真空干燥机台板表面温度场进行仿真进行瞬态分析。因为真空干燥机内部的流道是通过焊接焊条的方式将台板内部水域分割开来形成的,所以分别分析了流道的焊条排布方式、焊条数目、单进出口与双进出口对台板表面温度场的影响,并通过综合比较台板表面温度提升的快慢、稳态点温度的高低、到达稳态时间的长短来选出最佳方案。
2 台板流道的几何建模及网格划分
皮革真空干燥机台板的尺寸为(3000×7000×50)mm,其内部流道深度为40mm,为上下板厚度为5mm,台板四周壁厚10mm,进出口均设置在台板宽边一侧且进出口方向与台板长边平行,工作时台板的进口流量为25m3/h。加工台板时,通过台板下表面焊接厚度为15mm焊条的方式将台板内部的水域分割开来构成S型流道。原方案台板内部流道焊条的排布方式,如图1所示。15根焊条平行于台板长边方向等距布置,1根垂直于台板长边方向的焊条布置在出口附近。台板进出口处管接头形状,如图2所示。进口与出口的直径相同,均为54mm。管接头方形盒处的尺寸为(90×90×80)mm,其下方带有 45°斜角。
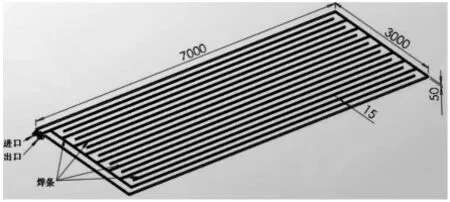
图1 原方案下台板内部焊条排布图Fig.1 The Arrangement of Welding Rods inside the Platen Under the Original Plan
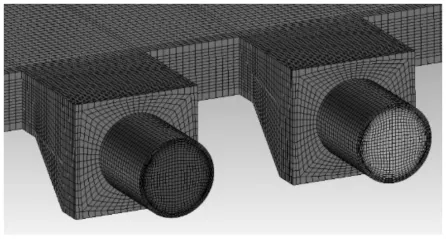
图2 台板进出口处管接头Fig.2 The Pipe Connector at the Inlet and Outlet of the Platen
3 台板表面温度场的瞬态分析
在仿真前做如下假设:(1)空气物性参数为常数;(2)流体在壁面上无滑移;(3)壁面光滑表面;(4)忽略台板与抽真空管道部分的热传导;(5)忽略辐射热效应;(6)流体不可压缩。Fluent中边界条件设置,如表1所示。设置瞬态分析步数为1200步,时间步长为0.25s,即分析热水加热台板5min内的温度场变化情况[6]。

表1 Fluent中边界条件设置Tab.1 The Boundary Condition Settings in Fluent
3.1 焊条排布方式对台板表面温度场的影响
原方案下加热台板两分钟后台板表面的温度场分布情况,如图3所示。由图3可以得知,台板出口附近的温度场分布很不理想,这是因为从台板内部流道流向出口处热水的速度方向与台板出口方向垂直,因而在出口附近产生了回流,降低了该区域的流速,影响了该区域热水与台板内壁的对流换热。为了避免这种情况,对原方案进行改进,将所有的焊条均平行于台板的长边布置,这样不仅避免了出口处的回流现象,而且也可以减少弯道的数量,优化温度场分布,并减小水力损失。此外,焊条应等距布置,因为焊条不等距布置会导致流道截面变化,从而引起流速分布不均,进而破坏温度场分布的均匀性。改进后加热台板两分钟后台板表面的温度场分布,如图4所示。同等时间内,台板上表面的最低温度从37.12℃提升至39.23℃,优化效果明显。所以合理的焊条排布方式应该为所有焊条均等距平行于台板的长边布置。
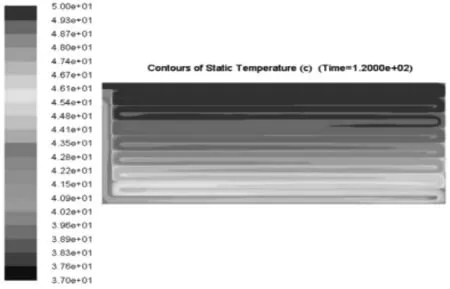
图3 原方案下加热台板两分钟后台板表面温度场Fig.3 The Temperature Field on the Surface of Platen after Heating for Two Minutes Under the Original Plan

图4 改进后方案加热台板两分钟后台板表面温度场Fig.4 The Temperature Field on the Surface of Platen after Heating for Two Minutes Under the Improved Plan
3.2 焊条数对台板表面温度场的影响
依据上述按台板长边方向等距平行布置焊条的方案,则n根焊条将台板内部水域分割成n+1份。增加焊条数,也就等于减小了流道的截面积,在进口流量不变的条件下,增大了流速v,减小了当量直径d,由长直管内对流换热经验公式[7],有:

式中:α1—对流换热系数;K—系数常量;λ—流体热导率;d—当量直径;v—流速;ρ—密度;μ—动力粘度系数;CP—水的比热容。
由上式,在水温一定时,v越大,d越小,可以增大对流换热系数α1,提升换热效果。但由于焊条与上方台板的焊接区域与热水并不接触,增加焊条使水与上层台板间的实际换热面积反而减少,不利于传热。为了分析出焊条数对台板表面温度场的影响,对焊条数为3、7、15、31下的台板进行瞬态分析,这四种情况下台板表面的平均温度曲线,如图5所示。
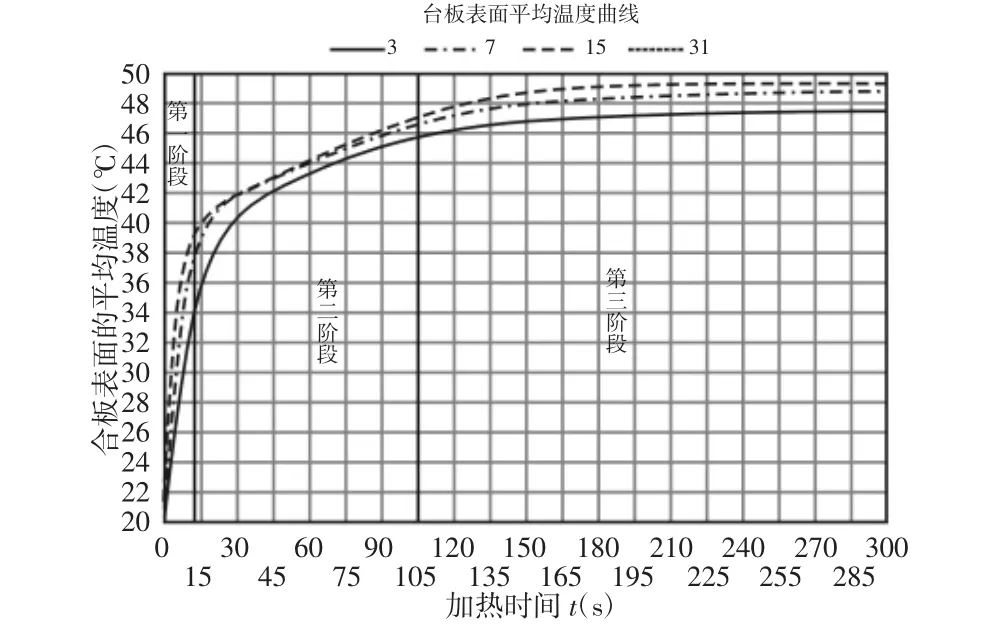
图5 台板表面平均温度曲线图Fig.5 The Curve of Average Temperature on the Surface of Platen
从图5可以看出温度变化可分为3个阶段:第一阶段,在热水和台板之间温差较大时,α1对台板温度场的影响居于主导地位,所以n越大,v和d越大,α1越大,温度提升越快;第二阶段,随着台板与热水间的温差不断缩小,水与上方的台板间的换热总量亦不断缩小,此时由于焊条与上方的台板焊接区域与热水并不接触,仅靠台板内壁的热传导进行加热,所以此区域温度上升缓慢。焊条数增大,热水对上方台板换热面积减小,焊条与上方的台板焊接区域反而增多,所以平均温度提升反而缓慢;第三阶段,由于焊条数大的流道内热水与台板直接换热区域的温度提升地更快,因而这些区域与低温区域的热传导更强,低温区域温度提升更快,故而焊条数为31对应的台板表面的平均温度值重新变为最高。从上也可以看出,尽管焊条数为(3~31)区间内总体趋势为焊条数越大,最终台板表面平均温度越高,但随着焊条数不断地增加,焊条数对台板表面的平均温度影响越来越小,焊条数为31时台板表面对应的平均温度仅比焊条数为15时高0.03℃。在考虑水力损失和成本的条件下,显然焊条数为15是这四个方案中最优的。
3.3 双进出口对台板表面温度场的影响
对于上述焊条数为15的台板,将其改为拥有双进出口的台板,如图6所示。使得台板内部流道由原来的一个整体流道变为两个独立的流道,每个流道各对应一个进口及一个出口。此时由于双进出口下台板内部两个流道完全对称分布,所以只取一半的台板进行分析。则与单进出口的台板相比,其与外界空气的对流换热面积减少一半,有利于台板温度的提升,但在总流量不变的前提下,其进口流速仅为原来的一半,降低流速又不利于传热。为比较这两种情况下台板表面的温度场分布,对其进行仿真,得到的台板表面平均温度曲线,如图7所示。
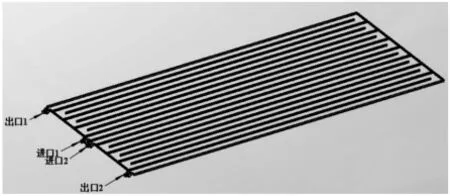
图6 双进出口台板Fig.6 The Platen with Double Inlet and Double Outlet
由图7可知,在初始加热阶段,由于水与台板的温差较大,流速对台板表面的温度场影响占主导地位,所以单进出口情况下的台板表面平均温度升高较快,但随着水和台板温差的减小,台板表面与空气的温差加大,空气对台板的对流换热面积对温度场的影响越来越明显,两种情况下台板表面的平均温度之间的差值逐渐缩小。5min时,单进出口的台板下台板表面的平均温度比双进出口时仅高了0.11℃。总体看来,加热台板5min内热水流速对台板表面温度场的影响比空气对台板的对流换热面积更大,单进出口台板对应的结果更好。
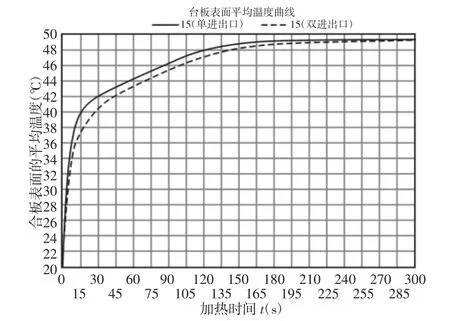
图7 单进出口与双进出口下台板表面平均温度曲线图Fig.7 The Curve of Average Temperature on the Surface of Platen Under Single or Double Inlet and Outlet
3.4 改进方案对台板表面稳态温度的影响
为了得到各种情况下台板表面的稳态温度及其到达稳态所需的时间,增大瞬态分析步数,并认为在瞬态分析中当每秒钟平均温度变化量小于0.001℃时判定其到达稳态,稳态时间取整。为了进一步确定最终方案,对焊条数为13及17的情形也进行了仿真。各种方案下台板表面的稳态温度及到达稳态所需的时间,如表2所示。

表2 台板表面的稳态温度及到达稳态所需时间Tab.2 The Steady-State Temperature and the Time to Reach Steady-State on the Surface of the Platen
从表2可知,双进出口下台板表面稳态温度仍然较单进出口时低,所以选择单进出口方案。焊条数为13和15下台板表面温差较大,而焊条数为15和17下台板表面温差较小,其平均温度相差不到0.01℃。综上所述,选择单进出口、在台板内部流道平行于长边方向等距布置15根焊条为最终方案。最终方案实物,如图8所示。
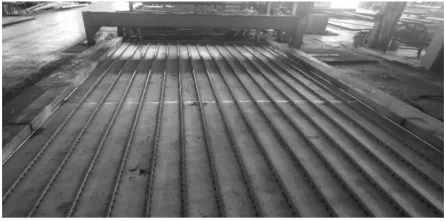
图8 台板内部流道实物图Fig.8 The Real Channel inside the Platen
4 台板表面稳态温度场的验证
现用实验来验证稳态时台板表面的温度场分布。为了获取台板中央位置的温度,在室温为20℃的条件下往最终方案下台板内部通入50℃热水,取靠近进口一侧台板长边的中点为起始测点,远离进口一侧台板长边的中点为最终测点,每隔15mm取一测点,测量起始测点与最终测点连线上的温度。实验及仿真中测得的温度分布曲线,如图9所示。由图9可知,实验值与仿真值的温度分布趋势相近,焊条与台板焊接处对应的区域温度较低,台板内壁与水直接对流换热的区域温度较高。此外,对于与水直接对流换热的区域,因为在远离流道内部直角弯的一侧流速较快,有利于传热,所以温度比靠近流道内部直角弯一侧的温度要高。仿真值的温度变化范围为(48.52~49.70)℃,实验值的温度变化范围为(48.50~49.63)℃。测得得实验值略低于仿真值,其原因有仿真时未考虑台板与抽真空管道的热传导,使得计算值偏高。总的来说,实验与仿真达到了较好的吻合,实验中各测点间的最大温差仅为1.13℃,有利于皮革的高效干燥。
5 结语
采用Fluent对工厂(3×7)m的皮革真空干燥机台板表面进行瞬态温度场仿真,分析了台板内部流道焊条的排布方式、焊条的数量、单进出口与双进出口对温度场的影响,得出了以下结论:
(1)在流量一定的情况下,使焊条均匀等距平行于台板的长边方向布置改善了流场的分布,进而改善了流道的传热性能,是最有利于台板表面温度场分布的选择。
(2)在保证焊条均匀等距平行于台板的长边方向布置情况下,适当的增加焊条可以提高台板表面的温度,采用15根焊条是最佳的选择。
(3)在进口总流量一定的情况下,由于流速比空气对台板对流换热面积对温度场的影响更为显著,单进出口的台板其表面温度场分布比双进出口时要好。
猜你喜欢
石油库与加油站(2022年3期)2022-08-30
导航定位学报(2022年1期)2022-02-17
农业工程技术(2021年25期)2021-12-06
山西电力(2021年2期)2021-05-20
海洋通报(2020年2期)2020-09-04
湖南有色金属(2020年2期)2020-05-12
橡塑技术与装备(2018年9期)2018-05-04
福建轻纺(2016年8期)2016-10-16
导航定位学报(2015年2期)2015-06-05
科技与创新(2015年4期)2015-03-31
