
某型导弹吊架的国产化设计研究
2020-09-21 03:09姜广顺李成龙冯云军蓝科技集团总公司大连长丰实业总公司
航空维修与工程 2020年6期
姜广顺 李成龙 冯云/ 军蓝科技集团总公司 大连长丰实业总公司
0 引言
随装引进的某型吊架与吊车或吊钩状态的装填车配合工作,用于装卸带(或不带)导弹架的导弹,以及在发射装置上进行装(退)弹操作。吊具使用情况显示,该型吊架的一些关键部位(如吊环组件、多孔吊梁、前后弯梁、士字座等)随着使用年限的增长存在安全隐患,主要表现为:
1)由于长时间使用易造成金属疲劳等因素,吊架大梁、士字座扭转部分、前后弯梁等部位产生变形,导致一些关键尺寸变化超差,影响了正常的装(退)弹工作。
2)吊环轴、多孔吊梁的孔位、滑轨、大小弯把插销、吊架止动装置等部位容易磨损,磨损量达到一定程度时,继续使用存在安全隐患。
3)前后弯梁、销轴、联结吊环、吊钩等一些应力集中的部位或焊道,长期频繁使用后产生裂纹,补焊会导致金属内部应力分布不均,腐蚀严重时会产生焊道脱落,发生安全事故。
为保证装备及人员安全,有必要对其进行国产化测仿,研制出满足部队使用要求的国产化产品。
1 国产化吊架的选材及工艺处理
随装引进的吊架是由工字梁、前后弯梁等焊接而成的金属架,如图1 所示。
国产化吊架沿用原吊架的框架梁形式。为保证国产化吊架的安全性能要求,在专业检测中心进行了原吊架的材质检验。根据检测结果,选择国产材料手册中结构强度和焊接性能不低于原吊架的材料作为国产化吊架的制作材料。同时,对选用的主要材料进行了材质化验,以确保使用的材料符合设计要求。主要部件的选材及工艺处理要求如 下。
1)工字梁
工字梁由2根一字梁和方锥台组成,形成一个3440mm×1695mm 的大“工”字,是吊架的主体结构。采用Q345A钢加工制作,以保证足够的强度和刚度。一字梁内有7 根加强筋预焊其中,方锥台中纵向有6 根加强筋、横向有3×2 根加强筋(对称)预焊其中。一字梁与方锥台相互插配后再焊接,使一字梁形成10 根加强筋。
2)吊环及吊环组
吊环及吊环组是连接起重设备和吊架的关键件,要求有足够的强度和刚度。吊环组件和门字件选用38CrNi 钢、轴选用40Cr钢机械加工而成,经热处理后,获得较高强度、硬度,有较好的韧性。
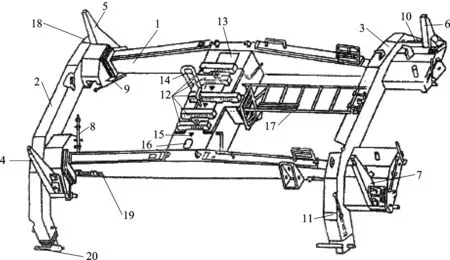
图1 某型吊架的组成结构
3)多孔吊梁
多孔吊梁共5 根,根据长度可分为两种,根据孔的数量可分为三种,且保持对称分布。用20 号钢进行锻制再机械加工,合格后纵向焊于方锥台中部。5 根吊梁多孔可选,有多种起吊组合方式。
4)爪钩
爪钩是吊架工作时抓起导弹的主要部件,选用40CrNi 钢,经锻造加工、热处理、机械加工而成。
5)折叠臂
选用5mm 低合金高强度Q390E 钢板,与预先加工成型的套筒、臂头等焊接而成。
6)士字座
前后弯梁下方的士字座由5mm 低合金高强度Q390E 钢板与预先加工成型的套、把手、梅花套筒等零件焊接而成。装于前后弯梁的下方,形成“腿”,装卸导弹时起定位支撑作用。
7)丝杠、连杆
丝杠、连杆用40Cr 钢,经热处理、机械加工而成。
8)轴、连杆
连接爪钩、滑轨的轴与连杆,选用40Cr 钢,经热处理、机械加工而成。
原材料需进行入厂复验无损探伤,以便及时发现原材料的内部缺陷;在工艺文件中明确规定原材料入厂复验环节,粗加工工序后进行超声探伤[1]。锻件、焊接件、热处理件及关重件,应按图样和相关标准进行磁粉探伤检查;所有结构件应进行发蓝处理;对零(部)件金属镀覆、梁体喷底漆和面漆进行表面防护。

图2 爪吊最大应力在爪处

图3 腿吊的最大应力和爪吊的次大应力在背面的中部

表1 有限元计算的数据
2 吊架承载能力的有限元分析
吊架在起吊过程中需承受起吊物的重力、自身重力和过载载荷,为确保吊架具有足够的强度和刚度,在满足起吊过程安全有效承载要求的同时减轻吊具自身重量,需对吊架开展结构强度计算分析。有限元分析法对解决机械结构的静力和动力问题非常有效[2]。
吊架有两种起吊方式:一种是爪吊,使用爪钩抓住重物起吊;一种是腿吊,使用折叠杆通过支架承载重物起吊。爪处固定,在13/3 孔处加力,建立爪吊的有限元计算模型;腿处固定,在11/3 孔处加力,建立腿吊的有限元计算模型。由计算结果可见,爪吊最大应力在爪处,见图2。腿吊的最大应力和爪吊的次大应力发生在背面的中部,见图3。整理的吊架关键点应力值见表1。
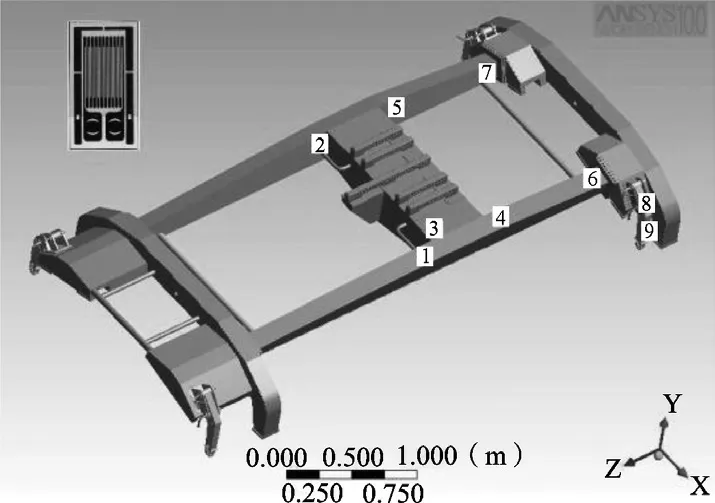
图4 测点的布置图
根据位置1 处吊架的材料Q345A,可以用公式S=σs/σ 计算安全系数。这里σs为材料Q345A 的屈服点,取值为455MPa,σ 为根据工作载荷计算或测量的危险点的应力。按计算数据计算的安全系数见表2。
由计算结果得出,吊架的安全系数为4.84,符合QJ 2472.1-93《吊具通用技术条件 梁式吊具》中对Ⅰ级吊具(吊具安全系数不小于3)的要求。

表2 位置1的有限元分析数据与测量数据的比较
3 技术难点的解决途径
1)承载强度的计算和试验
按照设计指标和功能要求,首先对设计图进行三维设计转化,在三维模型的基础上进行装配仿真,分析验证设计数据和工艺性;对三维模型进行转换,建立有限元分析模型,开展静刚度和静应力分析,并三维显示随载荷增加的吊架变形情况和应力分布。根据分析计算的结果,计算安全系数,分析安全程度。在此基础上,确定关键部位,并测试关键部位的应力与变形,进而核算实际吊架的安全系数。
2)合理的加工工艺保证加工精度
吊架外形尺寸大、结构复杂,在加工设备受限的情况下,为了保证吊架的加工精度,采取了保单件精度即以局部保整体的加工方法。例如,工字梁两端的法兰盘暂不焊在工字梁上,而是在对接前后弯梁时焊接。先用螺钉对接好,固定在弯梁上,将两弯梁装在综合胎模上,待2 个对边尺寸和对角线尺寸调整好后再焊上工字梁,这样既省去了大件尺寸的精细加工,又保证了精度要求。
3)解决焊接变形问题
吊架主体结构仅工字梁长度就为3340mm,全部由钢板焊接而成,如何解决焊接变形成为问题的关键。为此,设计了一套对称且可翻转的组合夹具。先将大梁零件固定在夹具上,再将夹具平放在支座上,调整零件的位置尺寸并紧固,从大梁中部向两端均匀点焊,然后翻转夹具,均匀点焊对称部位,使其连成一体,最后焊接成部件。每次焊接后自然冷却,再进行下一轮焊接,待焊接完成后轻轻、反复锤击焊缝两侧,以消除焊接应力。
4 加载试验
为进一步验证吊架强度,吊架生产完成后在5 种工况下进行加载试验,载荷为对应的加载状态。
1)静载试验:将载荷提升至离地约200mm 高,持续15min,卸载检查,各零部件无永久变形,用十倍放大镜检查无裂纹。
2)动载试验:以上升不大于 3m/min、下降不大于2m/min 的升降速度将载荷提升至距地面约2.5 ~3m 高度,然后降至地面。下降过程中制动3 次。上述试验过程重复3 次。试验时在吊架正下方放置木块保护。经试验,吊架各组成部分无永久变形,用十倍放大镜检查无裂纹产生,满足使用强度要求[3]。
5 结束语
导弹吊架的结构合理性、安全可靠性及操作方便性直接影响产品的起吊、转运效率及安全,是导弹辅助装备的关键设备之一[4]。吊架研制过程中,对关键部件进行了有限元分析,为设计及图纸优化提供了理论依据[5];对原材料、部件和吊架开展了无损探伤,并通过加载试验进行强度验证。结果表明,研制的吊架能够满足对不同工况的起吊要求,可为同类吊具的设计提供参考。
猜你喜欢
起重运输机械(2021年21期)2021-11-24
客车技术与研究(2021年2期)2021-04-23
装备维修技术(2020年3期)2020-11-20
集装箱化(2020年5期)2020-07-26
专用汽车(2018年10期)2018-11-02
船海工程(2018年5期)2018-11-01
当代体育科技(2018年13期)2018-06-11
汽车实用技术(2017年22期)2017-12-11
环球时报(2017-08-14)2017-08-14
山东体育学院学报(2016年3期)2016-06-27
