
基于EMD-HT-SVM的磨床振动故障监测方法研究
2020-09-23 10:21吴兵
机械设计与制造工程 2020年9期
吴 兵
(陕西工业职业技术学院航空工程学院,陕西 咸阳 712000)
数控磨床作为机械零件磨削加工领域重要的工具之一,其装备的稳定性直接决定着零件的磨削精度和表面粗糙度等。随着数控磨削技术的不断发展,能够快速、高效进行磨削故障监测的方法已开始应用在机床高速磨削故障监测中。高速磨削加工必然会引起磨削振动,且在实际机床磨削生产中,磨床磨削过程中所产生的振动及噪声对机床其他零部件会造成一定疲劳损坏,甚至影响到整个机床的安全性、有效性、可靠性等[1-2]。因此,磨床振动故障监测方法的效果对于大型机床磨削振动故障信号的检测具有重要的意义。
到目前为止,对机床磨削振动故障检测方法的研究较多,例如:邵强等[3]通过EMD-SVM方法对磨床振动信号进行分解和识别,能够有效识别磨床振动; 钱士才等[4]采用小波法对信号进行分解,利用支持向量机(support vector machine,SVM)法进行识别,也能有效地识别磨床振动故障程度;任静波等[5]采用多尺度排列熵(permutation entroy,PE)对磨床加工振动进行了检测,结果表明此方法也能检测故障类型。但是磨床高速磨削系统属于非线性、时变性系统,以上这些识别方法在分析振动信号时,对故障信号识别率太低,容易产生误判,而利用Hilbert变换机理,可以有效地避免并过滤不平稳振动信号。
磨床磨削系统属于非线性系统,具有加工噪声大等特点,因此磨床振动信号容易出现虚拟或者假频信号,但传统的小波变换、奇异值分解、S变换等信号处理方法无法消除这类信号。鉴于Hilbert变换机理可有效地避免并过滤经验模态分解(empirical mode decomposition,EMD)后的不平稳振动信号,笔者将Hilbert变换计算出的主频率带组成特征向量输入SVM与BP神经网络分类识别器进行训练和识别,提出了一种将EMD、Hilbert变换(HT)以及SVM等多种方法相融合的磨床振动故障信号监测方法,即EMD-HT-SVM多融合方法。
1 经验模态分解理论
EMD可对振动时域信号进行分解,计算并剔除无用信号,直到获得满足Hilbert变换条件的固有模态分量函数(IMF)[6-7]。此外,EMD具有过滤分解特性,在EMD过程中,随着分解阶数的增大,固有模态分量函数频率减小,消除了高频振动信号,最终可得到一个有效的残余分量。由此可知,EMD对时变非平稳信号的分析及特征提取是非常有效的。
此外,在Hilbert变换之前,需要对磨床振动信号进行EMD,分解后所得到的固有模态分量函数应具备Hilbert变换条件:1)分解后的信号与时间轴交点数目不能比分解后的信号极值点数目多;2)分解后有效局部信号上下极值点必须与时间轴相互对称。
以下是对磨床振动信号进行EMD的详细流程:
1)将磨床原始振动信号进行分解,并将分解后得到的信号S(t)中极值点(极大和极小)进行三次样条曲线拟合,拟合后的上下极值点信号命名为X(t)和Y(t),两者的平均值f(t)可表示为:
P(t)=(X(t)+Y(t))/2
(1)
2)将磨床原始振动信号进行分解所得到的信号S(t)与极值点(极大和极小)均值P(t)做差,获取差值曲线K(t)。
K(t)=S(t)-P(t)
(2)
3)将上述差值曲线K(t)进行Hilbert变换,并与2个变换条件进行对比判别。同时满足2个条件时,可将差值曲线K(t)作为EMD后S(t)信号的模态函数分量M(t);如果只有一个条件满足或者全部不满足,将差值曲线K(t)重新按照步骤1)、2)进行分解,直至分解后的模态函数M(t)满足Hilbert变换条件时停止。
4)将分解后满足Hilbert变换条件的M(t)分量从磨床原始振动信号S(t)中提取出来,得到残余项C(t),然后对残余项C(t)是否能够分解进行判别,假如残余项C(t)能分解,则反复执行步骤1)~步骤2),直到残余项C(t)不能分解。
最终,满足条件的分解信号S(t)可表示为:
(3)
式中:Mi(t)为模态函数分量IMF;Ci(t)为残余量。
2 Hilbert变换理论
在完成EMD后,对分解后满足Hilbert变换要求的信号进行计算,并求取信号的能量分布和实时方差。
Hilbert变换定义如下:
(4)


假设磨床磨削原始振动信号Sm(t)为:
Sm(t)=Asin(2πfmt+ϑ)
(5)
式中:A为原始振动信号幅值;fm为振动频率;ϑ为初相位。
故磨床磨削调制信号Sr(t)为:
Sr(t)=1+mcos(2πfrt)
(6)
式中:m为调制后信号幅值;fr为磨削振动故障特征频率。
设具有故障特征的磨削振动信号为:
S(t)=Am[Sr(t)]sin(2πfmt+ϑ)
(7)

Hilbert变换就是为了能够把幅值调制信号Am[Sr(t)]分离出来,S(t)的Hilbert变换为:

(8)
定义S(t)的解析信号R(t)为:

(9)
3 机床磨削颤振在线检测模型构建
3.1 机床振动故障监测原理和流程
本文提出的磨床振动故障信号监测方法的振动故障识别和监测流程如图1所示。

图1 机床磨削振动在线故障检测流程图
详细步骤如下:
1)利用传感器采集磨床磨削加工过程中所产生的振动信号,并对其进行降噪预处理。
2)对降噪后信号进行EMD[9],然后对分解后的信号进行计算并选出有效的IMF分量,最后对IMF进行校验,校验方法如下:
ifμi≥λthen保留第i个固有模态函数ci
else 删除第i个固有模态函数ci,且rn=rn+ci
其中:μ为IMF与原始信号的相关系数;λ=max(μi)/η,为某固定阈值,通常可取为最大的相关系数的一个比值,其中η为一个大于1.0的比例系数;rn为原始信号分解后的残余项。
3)将符合要求的IMF分量进行Hilbert变换,计算出振动信号能量分布和实时方差特征。
4)将具有能量分布和实时方差的特征值进行重组。
5)将重组后的振动特征向量输入SVM和BP神经网络训练样本中进行振动故障类型判别,实现故障识别和监测。
3.2 磨床振动故障监测试验平台及数据分析
为验证本文提出的EMD-HT-SVM多融合方法作为磨床振动故障信号监测方法的有效性,采用某型号两轴数控磨床作为实验对象,采集数据为主轴X向振动信号。磨削振动实验仪器和条件参数见表1、表2。

表1 磨削振动实验条件参数列表

表2 各位置传感器灵敏度参数
1)振动信号采集。
由于磨床X轴方向颤振信号较为明显,因此实验主要是采集X轴方向的颤振信号,通过改变磨床不同参数(这里指的轮转动速度、进给速度、切削深度量)获取的X轴方向颤振信号如图2所示。

图2 机床X轴磨削颤振在线实测信号时域图
2)集合经验模态分解(ensemble empirical mode decomposition,EEMD)。
在采集原始振动信号并进行预处理后对预处理信号进行EMD,然后,对分解后的信号进行计算获取IMF分量图并选出有效的IMF分量进行校验[12]。磨削振动信号EMD的各阶IMF分量如图3所示。
图中IMF1~IMF6为前6阶模态函数,R7为残余分量。从图3可知,分解后的信号振动频率主要分布在IMF1~IMF3分量上,而IMF4~IMF6可能是由外界干扰所导致的低频分量。因此,本文只考虑前3阶分量值。
在获取图3所示前3阶IMF分量后,利用Hilbert变换可计算出振动信号能量分布和实时方差,如图4,5所示(包括正常状态和振动故障)。从图4,5中可以看出,X轴在正常磨削状态下,其振动信号实时方差和瞬时能量在一定的范围内幅值变化较小;与之对应的是在磨削振动故障情况下,振动信号实时方差和瞬时能量变化范围较大,造成这样的结果可能是由外界因素所导致的。由此可见, Hilbert变换方法对状态描述是有效的。
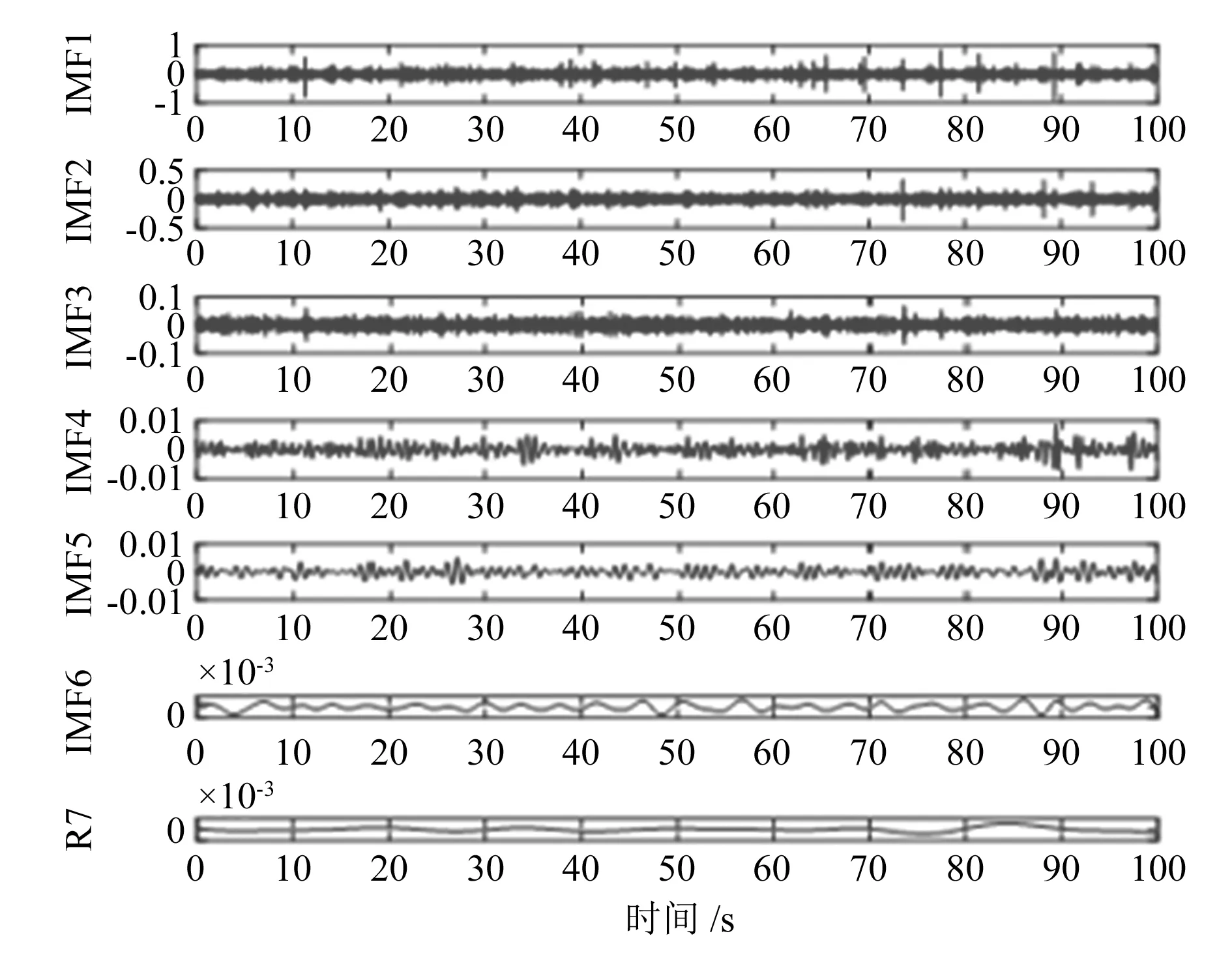
图3 实测磨削振动信号EMD分解的各阶IMF分量
3.3 基于SVM支持向量机的机床振动信号识别
为了精确识别磨床磨削振动信号故障类型,笔者分别设计了3种状态分类器:正常、轻度、严重。图6中:SVM_0分类器表示正常振动特征信号训练完成;SVM_1分类器表示轻度振动损坏特征信号训练完成;SVM_2分类器表示严重振动损坏特征信号训练完成。


图4 实测磨削不同振动状态下实时方差图

图5 实测磨削不同振动状态下瞬时能量变化图

图6 SVM分类器识别过程
此外,将未知状态的刀具信号特征按顺序分别输入编号为0,1,2的3组SVM分类识别器中进行故障类型识别和判别(分类过程如图6所示),并对SVM、BP神经网络识别故障类型进行对比研究,其判别结果如图7和表3所示。识别过程中,定义+1表示正确识别该故障,0表示正常状态,-表示无法确认,-1表示其他类型状态。

图7 SVM和BP方法部分训练及识别图

表3 SVM和BP神经网络对磨床磨削振动信号处理结果
为了体现实验的有效性,共采集1 000个样本点并分为120组,将重组好的向量输入SVM分类识别器进行识别。与此同时,为了进一步验证本文中SVM算法的优越性,将SVM算法与BP[10-12]神经网络识别算法进行识别对比,实验识别结果如图7和表4所示。
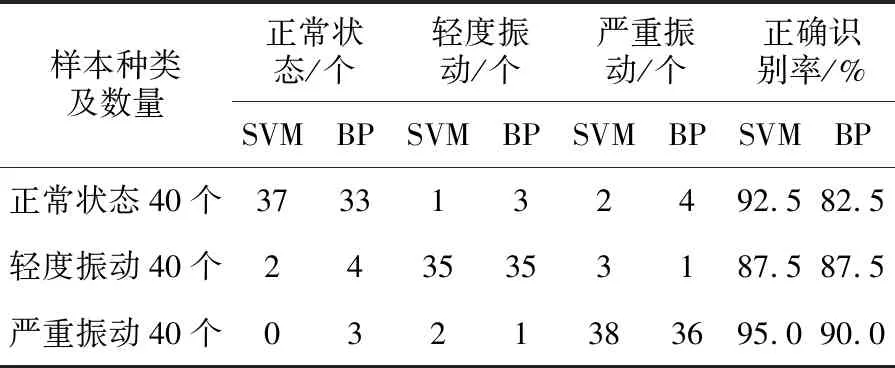
表4 3种状态下SVM和BP磨床磨削振动信号处理结果
由表4可知,本文研究的SVM算法的识别准确率在87.5%以上,最高准确识别率为95.0%,其平均正确识别率为90.83%;相比之下BP神经网络算法识别准确率在82.5%以上,最高准确识别率为90.0%,平均正确识别率为86.67%。两者平均识别率相差4.16%,从而证明SVM算法比BP神经网络算法更加准确,说明本文提出的EMD-HT-SVM多融合方法用于磨床振动故障监测是可行的。
4 结束语
鉴于磨床振动信号容易出现虚拟或者假频信号,传统的小波变换、奇异值分解、S变换等信号处理方法无法消除这类信号,本文提出了一种将经验模态分解(EMD)、Hilbert变换(HT)以及SVM等多方法融合的磨床振动故障信号监测方法。该方法利用Hilbert变换机理可有效地避免并过滤EMD分解后的不平稳振动信号,将Hilbert变换计算出的主频率带组成特征向量输入SVM与BP神经网络分类识别器进行训练和识别。试验结果表明,本文提出的EMD-HT-SVM多融合方法对磨床振动故障监测具有很好的判别效果。
猜你喜欢
中国设备工程(2022年12期)2022-07-11
哈尔滨轴承(2020年3期)2021-01-26
装备制造技术(2019年12期)2019-12-25
当代陕西(2019年19期)2019-11-23
智族GQ(2019年9期)2019-10-28
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年2期)2019-03-06
英美文学研究论丛(2018年1期)2018-08-16
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
