YB99 透条机主传动系统改进
2020-09-24 06:19俞一名
设备管理与维修 2020年15期
余 林,俞一名
(江西中烟工业有限公司广丰卷烟厂,江西上饶 334600)
1 传动原理
YB99 透条机主传动系统由一台制动交流电机经带式无级变速装置,安全离合器,二级齿轮减速后拖动主传动轴(图1)。当调节主电机机座位置,使无级变速带轮与另一固定带轮的中心距离增大时,无级变速带拉紧。在无级变速带轮锥盘的圆锥面上产生一个轴向分力,使锥盘克服弹簧推力而向外侧挤开,无级变速带在锥盘上的位置向轴心方向靠拢,即接触半径变小。但此时锥盘转速不变,故无级变速带的线速度降低,从而使设备运转速度降低;反之调节主电机机座位置,使无级变速带轮与固定轮中心距减少,无级变速带的线速度加快,设备加速运转。
2 存在问题
由于该设备处于机组最末端,运转速度必然大于上游设备,是间歇性运转。再次停止、启动都会使无级变速带轮受到一个很大冲击力。装置存在以下问题。
(1)由于无级变速带轮是靠弹簧弹力保证一定传动直径,故启动后瞬间运转速度不是恒定,造成设备转速不稳定,影响产品质量。
(2)当设备停顿再启动时,由于无级变速带轮一端锥盘活动,往往造成无级变速带在带轮内扭曲,容易磨坏变速带及变速带轮。
(3)当设备由运转进入停顿状态时,电机由电磁离合器吸合,对电机进行制动,设备因惯性对电机有—冲击力,时常造成电机烧坏。
改进前变速带轮结构示意如图2 所示。上述问题造成YB99 透条机有效作业率较低,配件更换频繁,维修成本较大。

图1 YB99 透条机主传动系统
3 原因分析
3.1 设备运转速度不稳定
(1)锥盘1 由于靠弹簧作用力在轮芯上可作轴向左右移动,故锥盘1 与锥盘2 之间的间距是变化的,也只有当设备处在连续运行时,两锥盘间距才能保证恒定。
(2)因此设备在停止后再作初运转时的运转速度是不稳定的,对产品的包装质量有着较大影响。
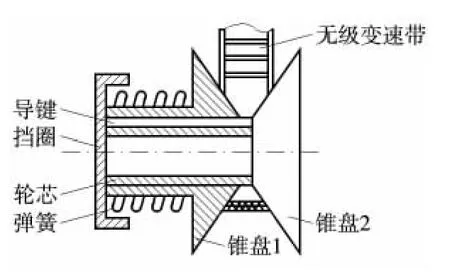
图2 改进前变速带轮结构
3.2 带轮易磨损、变形
(1)当透条机传送带上无烟条时,电机由电磁离合器控制停止运转,设备因惯性对无级变速带轮有一向前推力。
(2)无级变速带轮由于电机突然停转而停止,长此以往,极易使变速带轮上活动锥盘1 磨损,甚至断裂,弹簧折断。
3.3 变速带易卡住及磨坏折断
(1)设备需要调速,调整带轮之间距离后,由于只有锥盘1向轴向方向移动,运转瞬间变速带往往不在两锥盘中心位置。
(2)时常造成无级变速带扭曲或被卡死在变速带轮内,导致变速带磨损、变形、断裂等,甚至烧坏电机。
4 改进措施
通过上述分析,可以得出造成电机烧坏,无级变速带轮,变速带磨损的主要原因是带轮结构造成。为此,决定改进无级变速带轮。
4.1 改进原理
(1)将原有依靠弹簧作用力改变带轮直径,改为使用螺钉直接对带轮进行固定。
(2)去除锥盘上的弹簧、挡圈,将锥盘1 直接用两螺钉固定在轮心上。这样每次设备启动、停止,锥盘1 保持固定位置,变速带轮与变速带之间接触均匀,有效减少相互磨损,但提速或减速运转时,操作较困难。必须停机,调节锥盘1 与锥盘3 的间距,若间距调节不当,会使设备运转速度过慢或过快。
无级变速带轮改进前后对比如图3 所示。
4.2 加装变频器控制设备速度
设备原由一台带制动的交流电机(0.73 kW、925 r/min)传动。改进后,取消原电机电磁制动部分,在电控柜内加装一变频装置,串入电机控制线路。这样提速或减速时,只需在变频器输入相应数据,即可实现加速或减速目的,操作方便。
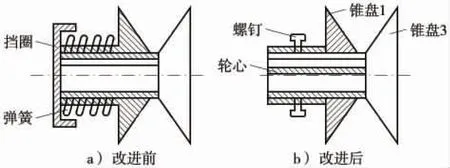
图3 无级变速带轮改进前后对比
5 改进后YB99 透条机主传动系统特点
(1)通过对无级变速带轮的改进,设备无论处在正常运转还是停顿后再运行,都能保证匀速运行,大大提高了透条机外包纸的包装质量。
(2)由于将活动的变速带轮改为用螺钉固紧,变为固定带轮。设备每次初速运转时,带轮与变速带之间接触均匀,带轮和变速带未再出现磨损。
(3)取消电机电磁制动部分,加装变频器进行透条机调速,改变运转速度时,只需在变频器设置一定数据便可完成。
(4)简化了原先需要手动调节电机机座位置的繁琐过程。由于取消电磁制动部件,电机使用周期明显提高。改进前后设备零部件使用周期对比见表1。
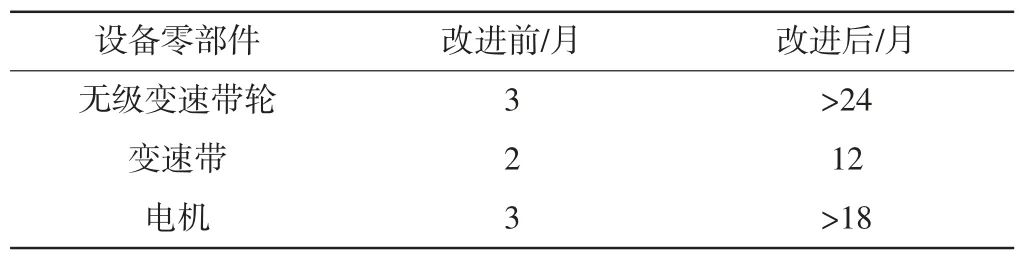
表1 改进前后设备零部件使用周期对比
猜你喜欢
铁道建筑技术(2021年3期)2021-07-21
防爆电机(2020年3期)2020-11-06
铁道通信信号(2019年8期)2019-10-10
小资CHIC!ELEGANCE(2019年28期)2019-09-12
海峡姐妹(2019年1期)2019-03-23
通信产业报(2018年15期)2018-06-23
小猕猴智力画刊(2017年12期)2017-12-27
环球时报(2017-08-14)2017-08-14
电子制作(2017年7期)2017-06-05
自动化博览(2014年12期)2014-02-28