排包机后置式条烟缓存输送装置的设计与应用
2020-09-24 06:19陈明
设备管理与维修 2020年15期
陈 明
(安徽中烟工业有限责任公司芜湖卷烟厂,安徽芜湖 241002)
0 引言
在一个高速运转的产业链中,有效、集约地运用现有资源成为研究的焦点。物流系统自动化已经成为提高烟草企业自动化水平和管理水平的重要手段[1-2]。为提高生产效率和降低人工成本,条烟自动输送系统(简称CMD)和自动装封箱机(简称封箱机)等设备已经在烟草企业广泛使用。包装机生产的成品烟条经条烟自动输送系统送入封箱机进行成品装箱,由于封箱机在生产过程中会出现设备停机,影响到包装设备的连续生产。设备停机的原因,除设备电器、传动故障导致外,大多数停机是可以短时间处理恢复的,如:箱盒打开故障、条烟堆叠装置夹烟、更换胶带等。为保障包装机组的连续运行,就需要条烟缓存装置来缓解此问题[3-4]。
配备自动条烟缓存装置,可以显著改善生产环境,减轻生产一线人员的劳动强度[5-6]。但受现有排包机、封箱机设备现场空间尺寸限制,生产现场并不具备引进放置在垂直排包机与封箱机之间的储条机的条件,因此研发一套CMD 排包机后置式条烟自动储存输送装置,实现储条机的自动缓存、排放等全部功能,以减少烟条异常损坏,降低质量隐患风险。最终,烟条异常损坏率下降90%以上,意义重大。
1 总体工艺流程设计
垂直排包机后置式条烟缓存输送装置的总体工艺流程设计主要包含以下3 部分:①排包机反向输出条烟收集、整理、存储装置的设计;②条烟正常、应急输出装置的设计;③电控系统的设计。进一步细分为5 个组成部分,分别是:①排包机反向输出条烟收集,②整理部分,③条烟储存部分,④条烟正常输出部分、应急输出部分,⑤电控部分。总体工艺流程如图1 所示。

图1 垂直排包机后置式条烟缓存输送装置工艺流程
2 各工艺流程设计研究
2.1 条烟收集部分设计
在排包机反向输出条烟收集部分的设计中,首先取消原有收集桶,制作新的斜向通道,后接水平输送皮带机。水平输送皮带机由机架、动力装置、尾轮装置、输送带等组成,输送带由电机驱动。当装封箱设备故障、排包机反向运行时,取排包机反向运动的信号,当排包机反向运动时水平输送皮带机工作,排出的条烟经斜向通道进入水平输送皮带机。条烟在输送带的带动下进入条烟储存部分。
2.2 条烟储存部分设计
条烟储存装置的设计中,借鉴常规储条机的设计原理,储条装置立轨上的2 组封闭环型履带在主传动电机的驱动下作间歇运动。当履带运动时,2 组履带上的托烟角铝在同一水平高度上承托条烟,做垂直上下运动;当履带静止时(待机),托烟角铝面停留在皮带输送机下方。
条烟排出方式上采用先进先出的理念,储存装置两侧立轨单向运动,逐层提升,当到达储存装置顶层后,由顶层的横向拨烟皮带机拨送至正常输出通道或应急排烟通道。
2.3 横向输出部分设计
在储存装置顶端设计有1 个横向拨烟皮带机,其作用是将缓存装置顶部的条烟推走,进入条烟正常或应急排烟通道。烟条到达储存装置顶部后,缓存机上横向拨烟皮带机和输送皮带机同时启动,横向拨烟皮带机将缓存机顶部的条烟推走,进入输送皮带机后输送至排烟通道。
受限于空间尺寸的原因,位于储存装置顶端的横向拨烟皮带机拨送后的条烟只能从排包机上方宽度为270 mm 的空间内跨越排包机与检修平台。由于尺寸不足,所以必须对垂直排包机的尾轮进行改进,将高度缩短200 mm,为横向拨烟皮带机留下安装空间。
在输送皮带机后端设计1 台可双向切换的活动滑道装置,根据封箱机的运行状况来判断,活动滑道装置通过气缸在条烟正常输出通道、应急输出通道间切换对接,烟条最终输送至正常或应急排烟通道中。
2.4 条烟正常输出部分设计
条烟正常输出部分与横向拨烟皮带机正向运动出口对接,该部分可实现当装封箱机故障排除后将条烟逐层排出至封箱机入口输送皮带的功能。由于装封箱设备的生产能力为300 条/min,而实际生产中上游设备输送的烟条约为160~200 条/min。因此,利用排包机不放烟的间隙时间排出储存装置内的条烟,不影响装封箱机的正常运转。
同时,为保证条烟正常输出通道在排放烟条时,避免与垂直排包机输送的烟条发生碰撞,在垂直排包机的斜向滑道与封箱机烟条输入通道交汇处安装有气动夹紧装置,当条烟正常输出通道在排放烟条时,气动夹紧装置动作,将垂直排包机输送的后续烟条挡住。
2.5 条烟应急输出部分设计
条烟应急输出部分可实现当装封箱机故障未排除而储存装置已满时,将条烟逐层排出至应急排烟通道并立式排列推出的功能。通过人工拾取的方式临时处理,可满足生产需求,不影响上游输送系统及包装设备生产。
设计1 台拐弯输送皮带机,将条烟应急输出部分排放出的烟条,排放至本封箱机的附近,便于人工拾取。该拐弯输送皮带机由铝合金龙骨、动力装置、尾轮装置、履带等组成。
条烟应急输出采用新型带缓冲功能的气垫滑道式条烟输送通道。应急排烟通道也是由漏烟斗、矩形气垫腔、气密闸门、夹烟装置、翻板等组成,应急排烟通道的工作原理与S 弯排烟通道一致。当储条装置达到储存容量的最大值时,而装封箱机故障依然没有排除,储条装置上的横向拨烟皮带机反向运转将条烟拨到拐弯应急排烟皮带机上,由拐弯输送机将条烟输送到漏斗口进入应急排烟通道。
当通道的条烟达到一定数量,通过光电检测进行放烟,由底部的气缸推出(立条推出),推到手工捡烟平台,进行人工捡烟,不影响排包机和输送线正常运行。这样当装封箱机出现较长时间停机时,可以最大程度减少对输送系统的影响,保证卷包设备的正常生产。
3 电控系统设计
在满足机械和生产工艺需求的前提下,控制系统应尽量简单、经济、维修方便、安全可靠,电器元件选用合理,保证该装封箱装置能正常工作。将控制部分与动力部分连接,保证传送带电机、立轨提升电机、横向拨烟皮带电机、输送皮带电机可正常工作或停止。
以程序逻辑准确、可靠,具有完备的报警保护功能,且预留一定的备用空间为原则。通过PLC 程序控制,接收各检测单元发出的信号,经程序逻辑处理后,向各电机、伺服器、气缸电磁阀发出控制信号,使其正确动作。
4 调试运行
装置安装完成之后,项目组开展调试运行,对装置的系统运行情况进行跟踪,并对调试过程中存在的问题进行了优化调整,整体调试运行情况稳定。
5 新装置应用情况
CMD 排包机后置式条烟缓存输送装置应用后,取消了原有烟条收集桶,垂直排包机反向输送的烟条可通过横向输送带输送至条烟储存装置内,彻底解决了烟条收集产生的烟条损伤问题。经统计,项目实施前的2017 年5—6 月份条烟收集桶中的条烟损伤率约为0.626‰(表1),项目实施后的2018 年3—4 月份缓存装置导致的条烟损伤数为0,下降幅度达100%,超过了目标设计值90%。
研发的CMD 排包机后置式条烟缓存输送装置储存容量为506 条,能满足4 台卷包设备在封箱机故障停机时正常运行3 min 以上。当封箱机长时间故障时可通过应急烟条输出通道采取人工拾取方式,时间还可进一步延长,有效解决了因封箱机故障而导致的卷包设备停机现象。经统计,新装置使用前的2017 年5—6 月份因封箱机导致的包装设备停机时间约每月2.53 h,使用后的2018 年3—4 月份因封箱机导致的包装设备停机时间为0 h。
在现有生产空间条件下,项目研发了一套CMD 排包机后置式条烟缓存输送装置,该装置可有效实现常规储条机的烟条自动缓存、排放等全部功能,并新增了条烟应急排放通道。
经CMD 排包机后置式条烟缓存输送装置输出的烟条,可通过条烟外观检测装置进行检测,在不改变现有工艺、质量管控流程的前提下,保证在线成品质量的受控。
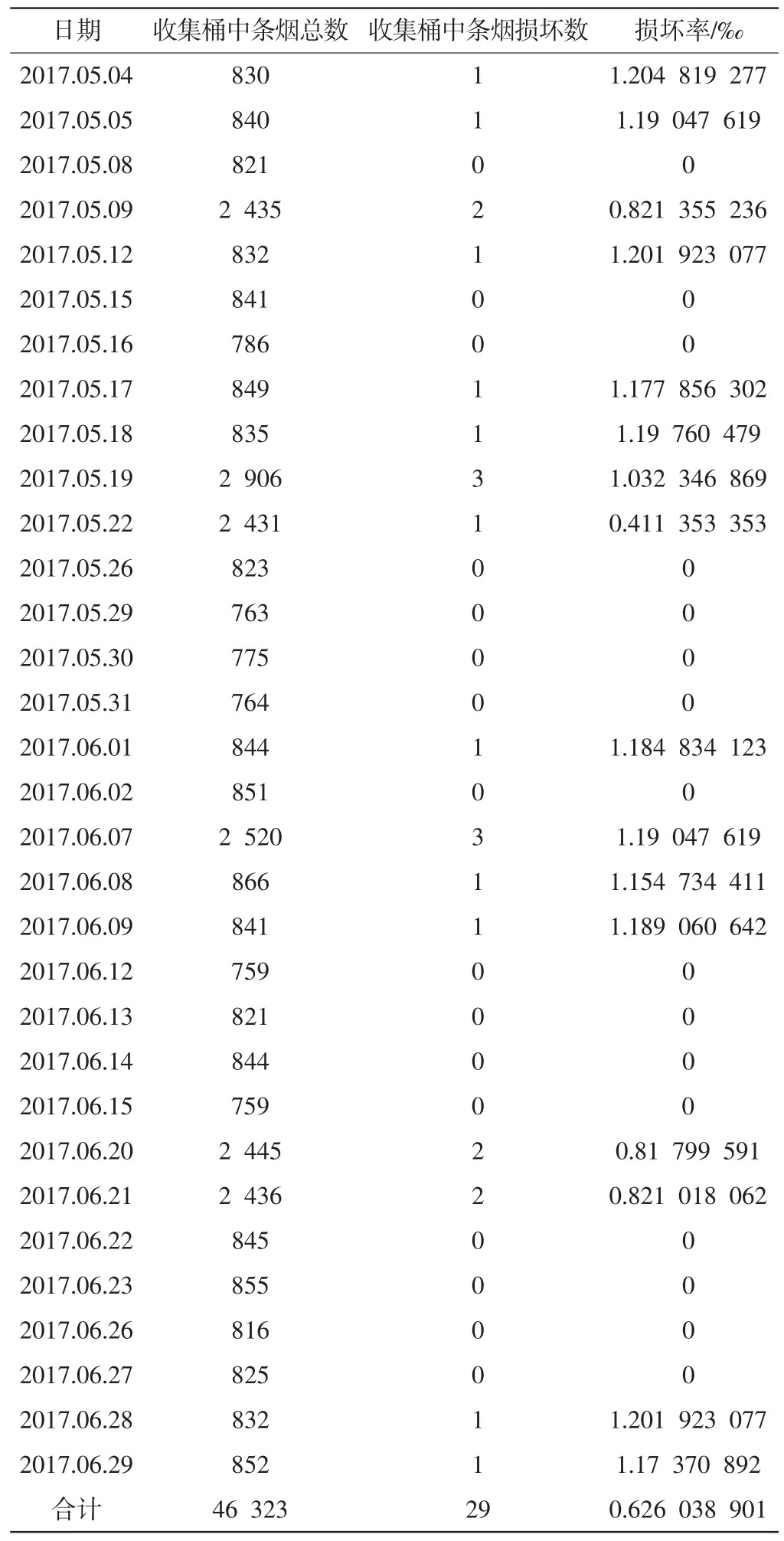
表1 项目实施前收集桶导致条烟损坏情况统计
6 小结
通过排包机后置式条烟缓存输送装置的研发,既能满足封箱机组条烟自动储存输送的需求,同时降低了操作人员的劳动强度,且产品质量受控。该装置的设计充分利用现有垂直排包机的多出口特点,彻底解决封箱机前无法安装储条装置的问题,此设计方案为国内首创。装置排烟通道采用新型带缓冲功能的气垫滑道式条烟输送通道,以满足生产过程中条烟自动储存输送,且避免了机械传送可能产生的烟条损伤。同时通过S 形结构设计圆满解决安装空间不足的问题。
新装置烟条采用先进先出方式进行存储、输出,避免了常规储条机存在的先进后出问题。可双向切换的活动滑道装置设计,可根据封箱机的运行状况来判断,活动滑道装置通过气缸在条烟正常输出通道、应急输出通道间切换对接,通过人工拾取烟条,可保证在封箱机较长故障时卷包设备可正常运行。这种排包机后置式条烟缓存输送装置对于提高同类装备技术水平具有一定的实际意义和推广价值。
猜你喜欢
江苏钢铁(2022年9期)2022-07-02
锦州医科大学报(2022年2期)2022-05-07
防爆电机(2021年6期)2022-01-17
山东煤炭科技(2020年8期)2020-09-02
大众投资指南(2020年10期)2020-07-24
检察风云(2020年5期)2020-04-02
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年4期)2019-04-04
药学与临床研究(2015年4期)2015-06-05
同煤科技(2015年2期)2015-02-28