
高强钢(HSS)焊接结构件制造技术规范:Ys>355 MPa
2020-09-28 13:32李飞
装备维修技术 2020年36期
李飞

摘 要:该技术文件描述了本文描述了水力发电产品中调质高强钢(HSS)焊接结构件生产的主要规范。主要涉及屈服强度Rp0.2高于355MPa的调质态结构钢。严格控制焊接各个环节,并制定标准化的工艺过程,以形成合格焊接接头。
关键词:高强钢;焊接规范;焊材;预热温度;焊接热输入
1 钢板采购
钢板采购参照相关国际标准。
注意:对于调质钢,材质证书中必须明确标识回火温度,以确保该钢种可进行焊后热处理:回火温度高于热处理保温温度30℃以上。
2 热切割
所有热切割边缘不允许有冷裂纹。因此,钢板热切割有以下三种选择:
选择1:热切割时不预热,铲磨清除所有的热影响区,需铲磨的热影响区深度约为1mm,铲磨露出金属光泽,并确保表面硬度不大于380HV10
选择2:热切割时不预热,铲磨至露出金属光泽并在表面进行NDT检验。在切割表面及边缘25mm区域进行PT或MT检验。
选择3:热切割时预热,铲磨至露出金属光泽。不同厚度及强度级别的高强钢局部最低预热温度如下表所示:
3 压型
3.1总体要求
压型过程中,要求基体材料的性能(耐蚀性、表面处理、力学性能等)保持不变,甚至压型后高于该基体材料的最低性能要求。
若压型前切割坡口与倒角,要求压型前打磨火焰切割产生的硬化区域并进行PT或MT检验。
为防止在剪切及火焰切割边缘形成裂纹,提出如下建议:
铲磨压型区域
压型区域钢板表面的缺口增加裂纹形成的风险,压型前给予清除(不允许缺口深度大于2mm)
为避免脆性断裂,钢板温度低于10℃不允许进行压型。
3.2延展率评估方法:变形率
EN13445-5 §9的公式用来计算变形率。
对于不存在中间热处理的多次压型,变形率为各次压型变形率的总和。
对于存在中间热处理的压型过程,变形率为最后一次热处理并压型后的变形率。
3.3特定要求
相应条款见EN13445-4。
冷成型
冷成型温度应低于去应力最高允许温度至少30℃。 变形率不允许超过5%。
高温成型
若对调质钢进行高温成型,则高温成型后必须对调质钢重新进行一次完整的热处理(包括淬火与回火),并重新测试其力学性能。
火焰矫直
不推荐使用手工火焰矫直。
4 焊接
4.1焊材的管理
尤其需要注意:为降低焊材熔敷金属中扩散氢的含量,要求焊材储存环境干燥,必要时烘干焊材。
4.2焊接评定认证
在进行焊接操作之前,要求操作者按照合适的WPS进行施焊(该WPS按照评定合格的PQR编制),且操作者本身应通过相关认证。焊接工艺及焊工的认证参照ASME ,EN或相关标准进行。
4.3焊前准备
(1)焊接接头的准备
用机加工或者热切割方法制备焊接坡口。若热切割焊接坡口,应严格按照第2章的要求执行,且坡口切割后铲磨去除热影响区。
(2)部件的清理
打磨坡口表面及其附近25mm区域,确保无氧化物、熔渣、油脂等杂质。
4.4焊接过程中的操作
设备
设备状态良好且必须校验合格。采用焊接凸耳或螺栓、或状态良好的地线夹进行接地。
气刨
与其它热工艺一样,气刨前对母材进行预热,否则需将热影响区彻底清除。预热温度取决于钢板的强度级别及厚度。
起弧
在坡口内部起弧,否则,在专用的起弧板上起弧。若在焊缝外偶然起弧,必须打磨清理干净,打磨深度不小于1mm,且PT检测无缺陷。
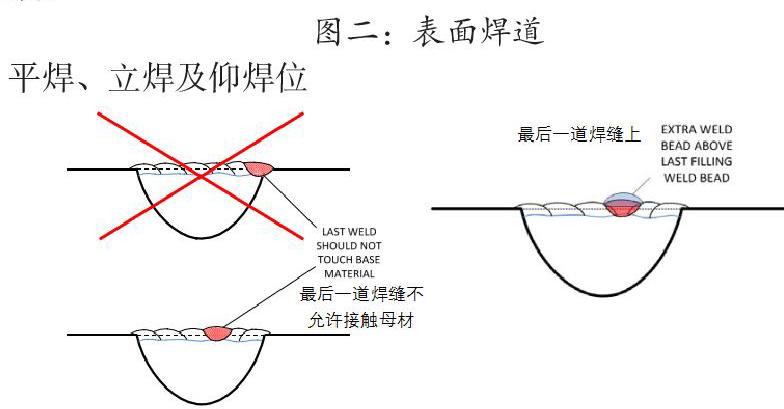
表面焊接回火焊道
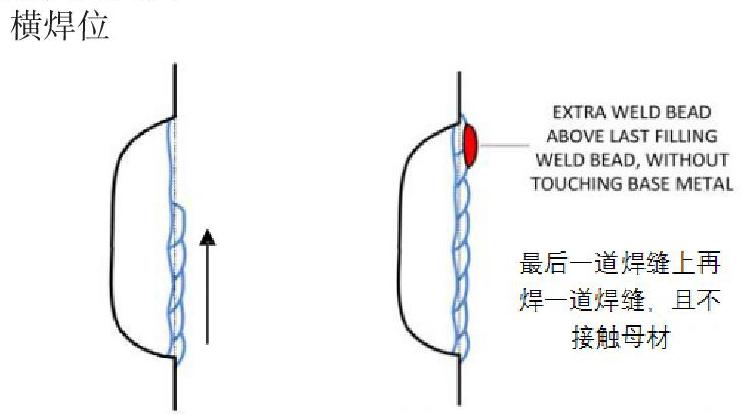
盖面焊缝的焊接,最后一层焊缝由两侧往中间焊接(如下图2所示)。且在盖面焊缝的最后一条焊道上再焊接一道,打磨去除超高区域。
图二:表面焊道
平焊、立焊及仰焊位
横焊位
热参数
采用电加热进行焊接预热及后热,保证温度值及时间良好的可控性,且由记录员对温度进行监控,并按照客户的要求提供记录报告。
异种材质接头焊接的要求更加严格。
高强钢(Ys>355MPa)焊接预热温度,层间温度及后热温度
\\
焊接参数:热输入
注意:焊接热输入计算公式为:E = (60 * U * I) / (1000 * v)。
在整个焊接过程中,应严格遵守以下热参数(根据板厚、碳当量及热输入确定)。
4.5焊后操作
焊后熱处理
原则上不允许进行焊后热处理,包括整体和局部热处理。若要进行焊后热处理,热处理前,提交热处理的技术规范。
修复
VT检测、装配、制造及NDT检测过程中在焊缝及母材上发现的缺陷,通过铲磨或焊接进行修复。
修复区域及标记
修复区域标记以保证其可追溯性,同一区域最多允许进行两次修复。
缺陷的清除
缺陷清除方法有:选用合适的机械方法(如加工或打磨),或者气刨等热工艺。若用气刨清除缺陷,要求气刨后铲磨去除热影响区(表面1mm深的区域),且气刨前要求进行预热。
挖缺
缺陷清除后要求进行MT或者PT检验。
修复后热处理
对于80ksi/90ksi 级别钢,修复后不热处理是不允许的。
NDT检测
NDT检测需在进行焊后热处理或后热后48小时进行。
