油茶果壳活性炭的制备及其吸附性能
2020-09-29 01:34王姿轮胡传双涂登云章伟伟关丽涛
林业工程学报 2020年5期
王姿轮,胡传双,涂登云,章伟伟,关丽涛
(华南农业大学材料与能源学院,生物基材料与能源教育部重点实验室,广州 510642)
油茶是我国特有的木本油料树种,与油橄榄、油棕、椰子并称世界四大木本油料。油茶果壳作为油茶的副产物,其质量约占整个油茶果的60%,含氧量达到44%。目前,油茶果壳的利用效率较低,主要用作燃料或肥料,在燃烧过程中还可能导致严重的空气污染,同时也造成极大的资源浪费[1-2]。用油茶果壳制备活性炭可提高其附加值,具有良好的发展前景,是促进油茶果壳综合利用的可行途径之一。
活性炭是由木质、煤质和石油焦等含碳的原料经热解、活化加工制备而成,具有优异的比表面积和良好的化学结构,是特异性吸附能力较强的炭材料的统称[3]。目前一般将农林剩余物进行加工利用,制备成具有良好吸附性能的活性炭[4]以提高其附加值。木材和椰壳均是制备活性炭的良好原材料。油茶果壳与木材和椰壳的主要成分含量相似,是一种廉价的制备活性炭的生物质资源[5]。采用化学活化法制备油茶果壳活性炭也引起了国内外学者的关注。毕晨阳等[6]研究了KOH活化制备的油茶果壳活性炭对燃油中二苯并噻吩的吸附性能。Zhao等[7]利用废弃的油茶果壳制备了—SO3H 官能化芳香碳微球并将其应用在多相酸催化中。Zhai 等[5]以油茶果壳为原料制备了氮掺杂多孔活性炭,结果显示其具有优异的电化学性能。章磊等[8]通过使用硫酸水解及磷酸活化法来制备木糖和低灰分的活性炭,实现了油茶果壳的全值化利用。目前,以强碱为活化剂的化学活化法制备活性炭的研究中,炭化温度一般在500 ℃左右[9-11]。然而,较高的炭化温度对于低沸点化合物丰富的油茶果壳可能并不适用,还造成了能源的浪费及油茶果壳活性炭成品性能的下降。因此,优化以强碱为活化剂的化学活化法制备油茶果壳活性炭工艺,同时探究其对吸附性能的影响尤为重要。
在碱性活化剂中,NaOH化学活化法具有较低的活化剂用量、便宜、环保以及低腐蚀性等优点。NaOH已被用于从椰子壳、杉木和梅子核中制备具有高比表面积的活性炭[12],表明NaOH活化制备活性炭是可行的,而且用NaOH化学活化法制备油茶果壳活性炭的研究至今也鲜有报道。
笔者以NaOH为活化剂制备了油茶果壳活性炭,探究了炭化温度及NaOH用量等因素对活性炭性能的影响,实现在较低的炭化温度下制备具有优异吸附性能的油茶果壳活性炭,以促进了废弃油茶果壳的高值化利用,同时为油茶果壳活性炭进一步的功能化利用奠定了基础。
1 材料与方法
1.1 原材料及试剂
实验所用的油茶果壳由广东省山马农林发展有限公司提供。油茶果壳经去离子水洗涤、烘干、粉碎,取粒径0.15~0.83 mm的油茶果壳粉作为试验原料置于干燥器中备用。氢氧化钠(分析纯)、亚甲基蓝(分析纯)等其他化学试剂均购自广州化学试剂厂。
1.2 活性炭的制备
取一定量粉碎干燥好的油茶果壳粉置于石英舟中,并放入管式炉,在流速为150 mL/min的氮气氛围中,以10 ℃/min的升温速率从室温分别升到230 ,260 ,290 ,320 ,350和600 ℃,达到目标温度后保温炭化2 h,得到油茶果壳炭化物。取一定量的氢氧化钠固体与油茶果壳炭化物按碱炭质量比(2~5)∶1混合,再加入适量去离子水混合并磁力搅拌2 h,置于103 ℃烘箱烘干12 h。将烘干后的样品放入管式炉中,在流速为150 mL/min的氮气氛围中,以10 ℃/min的升温速率从室温升到600 ℃并保温活化1 h。待活化结束后,将样品用盐酸和去离子水洗至中性,烘干,粉碎过200目(孔径75 μm)标准筛,即得油茶果壳活性炭成品。
1.3 活性炭得率及亚甲基蓝吸附量的测定
油茶果壳炭化物及油茶果壳活性炭得率按公式(1)和(2)计算:
(1)
(2)
式中:Y1为油茶果壳炭化物得率,%;m0为油茶果壳粉原料质量,g;m1为油茶果壳炭化物质量,g;Y2为油茶果壳活性炭的得率,%;m2为油茶果壳活性炭的质量,g。
亚甲基蓝吸附量的测定参照国家标准GB/T 12496.10—1999《木质活性炭试验方法 亚甲基蓝吸附值的测定》所述的分光光度法进行。具体实验步骤如下:取油茶果壳活性炭25 mg于100 mL锥形瓶中,加入50 mL质量浓度为800 mg/L的亚甲基蓝溶液,放入30 ℃的恒温摇床,在150 r/min的条件下振荡10 h,使其达到吸附平衡;取上清液稀释合适倍数,测定其在波长665 nm的吸光度值,根据已测定好的标准曲线读出其浓度值。油茶果壳活性炭对亚甲基蓝的吸附量及脱除率按公式(3)和(4)进行计算:
(3)
(4)
式中:qe为活性炭对亚甲基蓝的吸附量,mg/g;C0为亚甲基蓝溶液的初始浓度,mg/L;Ce为吸附平衡后亚甲基蓝溶液浓度,mg/L;V为溶液的体积,L;W为油茶果壳活性炭的质量,g;R为脱除率,%。
1.4 原料及活性炭的表征
油茶果壳原料的元素含量通过元素分析仪(Vario EL Cube, Elementar Analysensysteme GmbH)进行测定;原料的灰分、挥发分和固定碳等工业分析数据依据ASTM D3172-3175《煤和焦炭样品的工业分析标准测试方法》进行测定;油茶果壳活性炭的灰分含量根据GB/T 12496.3—1999《木质活性炭试验方法 灰分含量测定》进行测定;活性炭的比表面积和孔径分布采用全自动比表面及孔隙度分析仪(麦克ASAP2460)在77K条件下进行测定;表观特征和微观形貌通过扫描电镜(SEM, SU-70)进行观察;晶体结构由X射线衍射仪(Ultima Ⅳ)进行分析。
2 结果与分析
2.1 油茶果壳的组成
油茶果壳的工业分析及元素分析结果见表1。由表1可见,油茶果壳的碳含量丰富,油茶果壳的碳元素和固定碳含量(质量分数)分别为46.24%和22.29%,可以作为生产活性炭的优质原料。由于炭化后碳含量和固定碳含量进一步增加,其含量将更高,原料更适合生产活性炭。此外,油茶果壳还具有可再生、成本低的特点。根据这些结果,油茶果壳可作为制备活性炭的优良原料。

表1 油茶果壳的工业及元素分析Table 1 Proximate and ultimate analyses of C. oleifera shell %
2.2 炭化温度对油茶果壳活性炭性能的影响
为探究炭化温度对油茶果壳炭化物以及油茶果壳活性炭得率的影响,将油茶果壳原料按照1.2节所述步骤,在碱炭质量比3∶1的条件下制备油茶果壳活性炭成品。炭化温度对油茶果壳炭化物和活性炭得率的影响如图1所示。由图1可知,随着炭化温度的升高,炭化物的得率逐渐下降,而活性炭得率不断提高。从230到350 ℃的炭化物得率呈平稳下降的趋势,从73.4%下降到45.3%;从350到600 ℃下降的幅度略大,从45.3%下降到33.9%。从230到260 ℃的活性炭得率略有下降,由11.1%下降到10.6%,下降幅度较小;而260~600 ℃的活性炭得率则呈平稳上升趋势,由10.6%上升到26.4%。这是由于在炭化过程中,随着温度的升高,油茶果壳原料中的大部分低沸点组分被热解成气体带走,因此炭化物的得率不断下降。不同炭化温度下的炭化物其骨架结构稳定性不同,温度越高,炭化物的骨架结构越稳定,因此所受NaOH活化剂的刻蚀程度就越低,物料的损失量变小,导致活性炭的得率不断升高。

图1 炭化温度对油茶果壳炭化物和活性炭得率的影响Fig. 1 Effects of carbonization temperature on the yield of char and activated carbon
不同炭化温度下制备的油茶果壳活性炭对亚甲基蓝吸附性能的效果见图2。随着炭化温度的升高,活性炭的亚甲基蓝吸附量和脱除率整体上呈先上升后下降的趋势,亚甲基蓝吸附量和脱除率在290 ℃时达到最大,分别为1 725.4 mg/g和86.9%;而在600 ℃时,活性炭的吸附量和脱除率出现大幅度的下降,分别为505.4 mg/g和38.3%,相较于290 ℃时的吸附量和脱除率分别下降了70.7%和55.9%。这可能是由于较低的炭化温度可以使炭化物形成稳定程度较低的碳骨架结构,在活化阶段NaOH可以对其有良好的刻蚀及扩孔作用,形成发达的孔结构而提高其吸附性能。但随着炭化温度进一步升高,炭化程度增大,使炭化物结构稳定性提高,不利于NaOH的活化[13],NaOH对油茶果壳炭化物刻蚀作用变差,孔结构不发达从而使其吸附性能降低。这些结果表明,较低的炭化温度有利于NaOH的活化,较低炭化温度所制备的活性炭相对于较高炭化温度下制备的活性炭的吸附性能有所提高,但活性炭得率有所下降。

图2 炭化温度对油茶果壳活性炭的 亚甲基蓝吸附性能的影响Fig. 2 Effects of carbonization temperature on methylene blue adsorption property of activated carbon
2.3 活化剂NaOH用量对油茶果壳活性炭性能的影响

图3 活化剂NaOH用量对活性炭吸附性能的影响Fig. 3 Effects of NaOH dosage on the adsorption property of activated carbon
为探究活化剂用量对油茶果壳活性炭性能的影响,选择将油茶果壳原料在最佳炭化温度290 ℃下炭化2 h,然后分别按碱炭质量比(以下简称“碱炭比”)2∶1,3∶1,4∶1,5∶1对炭化物进行活化,制得油茶果壳活性炭,分别标记为活性炭-1、活性炭-2、活性炭-3和活性炭-4。活化剂NaOH用量对油茶果壳活性炭的亚甲基蓝吸附性能的影响见图3。由图3可知,随着碱炭比的增加,油茶果壳活性炭的亚甲基蓝吸附量和脱除率呈先增大后略微下降的趋势。碱炭比为3∶1时亚甲基蓝吸附量和脱除率最大,分别为1 573.6 mg/g和98.3%;碱炭比为2∶1时亚甲基蓝吸附量和脱除率最小,分别为491.5 mg/g和33.5%。碱炭比2∶1~3∶1阶段,活性炭的亚甲基蓝吸附量和脱除率有较大幅度的提升。这是因为随着NaOH用量的增多,活化反应更剧烈,更有利于发达孔结构的产生和构建,增大了其比表面积,提高了吸附性能[12]。而随着NaOH用量的进一步增多,在活化过程中,活化剂的扩孔效应占主导,引起部分孔结构孔壁的塌陷,不利于其吸附性能的提高。
油茶果壳活性炭的N2吸附-脱附等温线见图4。NaOH活化制备的油茶果壳活性炭均表现出Ⅰ型吸附-解吸等温线,表明其具有良好的微孔结构。活性炭的孔径分布曲线见图5。图5表明,油茶果壳活性炭孔径小于10 nm,并且多数孔为微孔和小中孔。活性炭中介孔和微孔的存在增强了它们的吸附能力,特别是对染料分子等大分子吸附物的吸附能力,因此以NaOH为活化剂制备油茶果壳活可用于染料废水的净化。
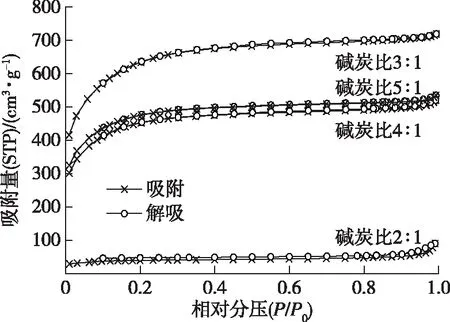
图4 不同碱炭比制备的活性炭吸附-脱附等温线Fig. 4 Adsorption and desorption isotherms at 77 K of activated carbon prepared with different ratios of NaOH to char

图5 不同碱炭比制备的活性炭孔径分布Fig. 5 Pore size distribution of activated carbon prepared with different ratios of NaOH to char
不同碱炭比条件下制备得到的油茶果壳活性炭的微观形貌图见图6。由图6可以看出,油茶果壳活性炭表面具有分层的多孔结构。从图中可知,活性炭-1(图6a)表面较为光滑,并且微小孔不明显;而活性炭-2(图6b)表面孔隙发达,孔直径大小不一,表面较为粗糙;活性炭-3(图6c)和活性炭-4(图6d)微观形貌特征表明,随着NaOH用量增多,活化程度过大,反应剧烈,造成了一定数量孔道的坍塌破坏。这些结果表明,NaOH活化法制备油茶果壳活性炭的工艺中,活化剂NaOH与油茶果壳炭化物最佳配比为3∶1。
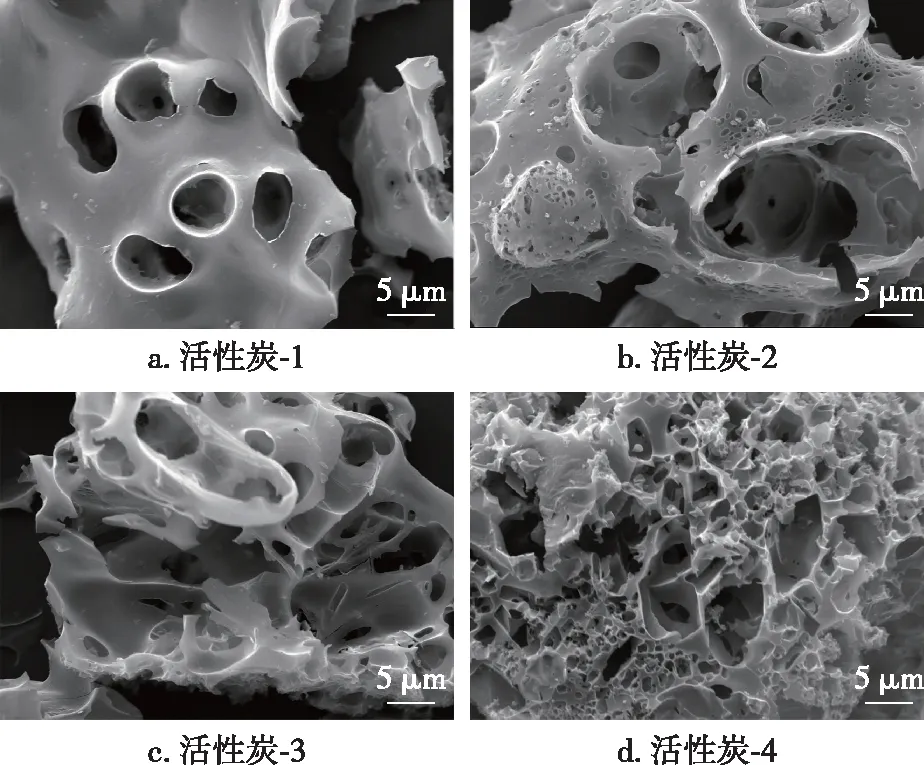
图6 不同碱炭比制备的活性炭SEM图Fig. 6 SEM images of activated carbon prepared with different ratios of NaOH to char
NaOH活化法制备的油茶果壳活性炭的结构特征如表2所示。随着碱炭比的增加,活性炭的比表面积呈现先增加后略微减小的趋势。活性炭-1的比表面积最小为152.1 m2/g,活性炭-2的比表面积最大为2 329.1 m2/g,活性炭-3和活性炭-4也具有良好的比表面积,但相较于活性炭-2略有减小。油茶果壳炭化物与NaOH可能发生的活化反应如下[14-15]:
6NaOH+2C→2Na+3H2↑+2Na2CO3
Na2CO3→Na2O+CO2↑
2Na+CO2→Na2O+CO↑
活性炭的活化程度随着碱炭比的增加而增加[16]。随着反应过程中气体产物的释放,NaOH用量的增多使其对油茶果壳炭化物框架的刻蚀增多,产生大量的微孔,导致粗糙的表面和发达的孔结构,从而形成了发达的分层多孔结构,增大了油茶果壳活性炭的比表面积。
随着碱炭比的增加,油茶果壳活性炭的孔体积扩大,孔径增加。一般具有较大比表面积的活性炭拥有更多的活性位,这有利于通过表面相互作用增加其对染料分子的吸附[17];并且发达的多孔结构还有利于通过微孔的毛细作用吸附染料分子,其中大量的大孔作为传输通道,而微孔作为吸附活性位点[14]。疏松的结构赋予油茶果壳基活性炭优异的吸附性能,有望成为染料废水净化的有希望的备选原料。
由表2还可以看出,随着碱炭比的增加,活性炭的产率降低,由活性炭-1的29.2%下降到活性炭-4的10%。活化剂(NaOH)的作用证明了活性炭产率的降低是合理的,活化剂剂与油茶果壳炭化物之间进行的脱水反应,打破了原料的C—O—C和C—C键[18]。

表2 油茶果壳活性炭的结构特征Table 2 Textural characteristics of the activated carbons
此外,测定了优化条件下,即预炭化温度为290 ℃、碱炭比为3∶1,制得的活性炭的灰分含量为3.30%,表明在较优条件下制备的油茶果壳活性炭具有较低的灰分含量。
2.4 不同亚甲基蓝初始浓度对吸附量的影响
油茶果壳原料在290 ℃温度下炭化2 h,然后按碱炭比3∶1混合、600 ℃温度下活化1 h,制备得到油茶果壳活性炭。取活性炭25 mg于100 mL锥形瓶中,加入50 mL 200~1 800 mg/L不同质量浓度的亚甲基蓝溶液进行吸附实验,测定活性炭在不同浓度下的吸附量。亚甲基蓝溶液初始浓度对油茶果壳活性炭吸附性能的影响见图7。由图7可以看出,随着浓度的增加,活性炭的吸附量随之增大。这是因为随着浓度增加,吸附质的驱动力增加,亚甲基蓝和油茶果壳活性炭之间的相互作用得到加强,从而导致更高的吸附容量[14]。亚甲基蓝质量浓度在800 mg/L以下时,吸附量随着浓度的增加呈线性增长;当质量浓度大于800 mg/L后,活性炭的吸附量增长缓慢;在质量浓度达到1 400 mg/L后,活性炭吸附量几乎不再增加,吸附达到饱和,吸附量最大达到2 025 mg/g。质量浓度小于800 mg/L时,吸附完成后,溶液基本变得澄清透明,表明亚甲基蓝已被完全脱除。以上结果表明,以油茶果壳废弃物作为原料制备的活性炭,具备良好的吸附性能,可以用于染料废水的净化等方面。
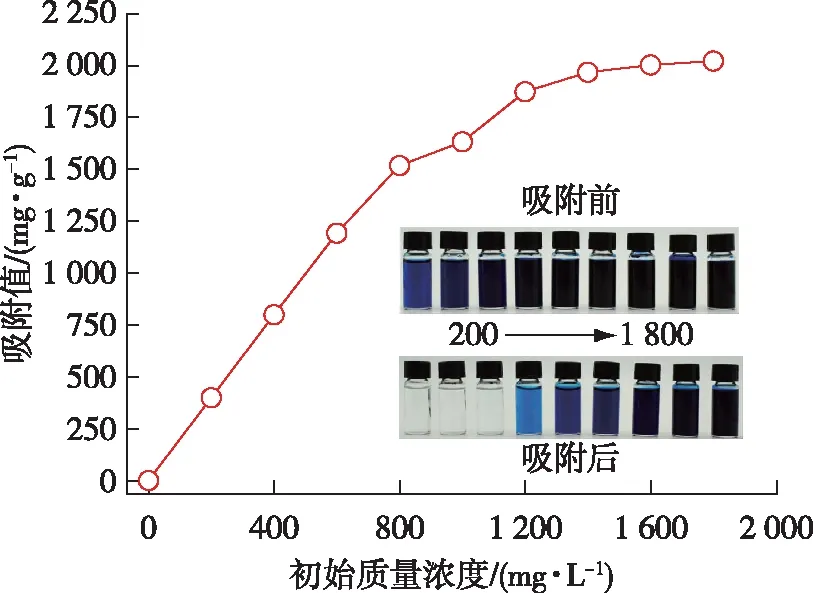
图7 亚甲基蓝初始浓度对活性炭吸附性能的影响Fig. 7 Effects of initial concentration of methylene blue on adsorption property of activated carbon
2.5 XRD图谱分析

图8 油茶果壳原料及碱炭比3∶1 制备的活性炭的XRD图谱Fig. 8 XRD patterns of raw material and activated carbon prepared with 3∶1 ratio of NaOH to carbon
油茶果壳原料及碱炭比3∶1制备的活性炭的XRD图谱见图8。可以清楚地看到,在原料(图8a)和活性炭(图8b)的图谱中,在2θ为22°~25°附近都有一个明显的衍射峰,对应于(002)的晶面,表明油茶果壳和活性炭中碳和SiO2的晶面有重叠峰。由于在NaOH的催化作用下,油茶果壳中的有机物在活化过程中分解,活性炭的无序程度增加,因而活性炭的峰变宽。而活性炭在2θ=43°附近出现一个衍射峰,对应于(100)的晶面,表明在炭化物在活化过程中形成了石墨[19]。油茶果壳活性炭在23°和43°处分别表现出两个低强度和宽衍射峰,进一步证实了活性炭的低石墨化度[20]。
3 结 论
1)油茶果壳是一种比较理想的制备活性炭的原材料,制备的活性炭具有优异的比表面积,对亚甲基蓝染料具有良好的吸附效果。
2)随着预炭化温度的升高,油茶果壳炭化物的得率不断下降,NaOH对炭化物的刻蚀程度降低,活性炭的得率不断提高。
3)随着预炭化温度的升高和NaOH用量的增多,油茶果壳活性炭的吸附性能先上升后有所下降。在优化条件下,预炭化温度为290 ℃,碱炭比为3∶1时活性炭比表面积达到2 329.1 m2/g,亚甲基蓝最大吸附量为1 573.6 mg/g,脱除率为98.3%。
猜你喜欢
石油学报(石油加工)(2022年6期)2022-11-16
新农业(2022年17期)2022-09-15
环境卫生工程(2021年4期)2021-10-13
山东冶金(2019年2期)2019-05-11
安徽建筑(2018年4期)2019-01-29
中国海上油气(2018年4期)2018-09-11
天然产物研究与开发(2018年5期)2018-06-13
意林(2018年2期)2018-02-01
中国糖料(2016年1期)2016-12-01
山东青年(2016年2期)2016-02-28