HAUNI切片机切刀装置的研制
2020-10-20 14:31许国楷
锦绣·中旬刊 2020年4期
摘 要:切片机是将打叶复烤后的烟包分切成烟块,以满足后道工序的加工工艺要求。生产中片烟分切时烟块的尺寸、重量、烟块与烟块之间是否粘连,都直接影响片烟松散回潮的效果和设备运行状态,而切刀装置是该生产系统稳定性的关键装置。
关键词:切刀;薄片
HAUNI公司TSV-AM型立式切片机可以将拆除外包装的烟包(不包括再造烟叶)分切成厚度大致相等的若干烟块,并有序地铺设到出口输送带上,为后续松散回潮做准备,能够满足8000kg/h的流水线的要求。
一、存在的问题及原因分析
(一)人工拆分薄片费时费力且拆分过程中存在安全隐患,拆分过程中,人需要攀爬到输送带上,存在摔伤的安全隐患。人工在线上拆分薄片,身上等物品容易掉落到物料中,如果没有及时发现将会造成杂物污染。
(二)切薄片时电机频繁跳闸,烟草薄片又称重组烟叶、均质烟叶。主要由碎梗、碎签、碎片和一些下脚料,甚至相当数量的烟灰成分,通过加人一定比例的纤维按造纸原理加工而成的。
通过分析该设备无法有效裁切薄片的原因有:①设备老旧,裁切能力有限,目前车间采用的是HAUNI公司生产的TSV-AM型切片机,制造年份为2002年。②薄片的耐机械加工性比烟叶更强,在被切割时的阻力更大,当前切片机的裁切能力无法满足100%切薄片的需求,该设备可以裁切切非薄片烟包,而裁切薄片時却容易产生切刀电机跳闸。
针对现有设备存在的不足,对能否设计一种新的切刀装置既能裁切烟叶烟包又能裁切薄片展开探讨。新的切刀装置主要可从两方面进行研制,一是拥有更大的冲裁力,二是裁切相同物料时所需的冲裁力更小。
二、改进方案
查阅相关资料,在《波浪形刃口在中厚板冲裁中的应用》[1]中提到该模具采用了波浪形刃口,其冲裁力可节省了60%。针对上述问题设计一把波浪形刃口的切刀进行改进。
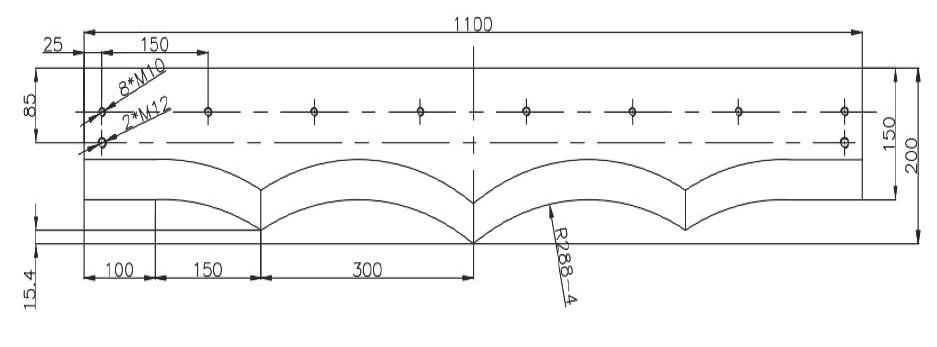
下面进行1、切刀刃口半径的尺寸确定,根据理论分析,弧度越大越省力,为使刀具不易变形,根据《刀具设计手册》刃口最大位移控制在0~3.5e-001mm,根据SolidWorks软件仿真(刃口受力分析位移图)当刃口半径R=260时最大位移量为:0.4534mm,当刃口半径R=288时最大位移量为:0.3023mm,当刃口半径R=316时最大位移量为:0.2116mm,故确定刃口半径R=288。
2、切刀材料选择,依据1、硬度>HRC62,2、耐磨性好3、屈服强度>500MPa4、经济成本<50元/kg,选择Crl2MoV合金钢:淬火后硬度为HRC 61~65,具有良好的耐磨性,屈服强度600MPa,经济成本40元/kg。
3、切刀尺寸确定,由于切刀的长度及宽度对裁切力影响不大,故采用原切刀长度和宽度,即长度为1100mm,宽度为200mm;刀片的厚度应在保障切刀有足够刚度的情况下,尽量小,减小下切时对烟包的挤压,节省裁切力。根据《刀具设计手册》可知刀具的最小厚度计算如下:
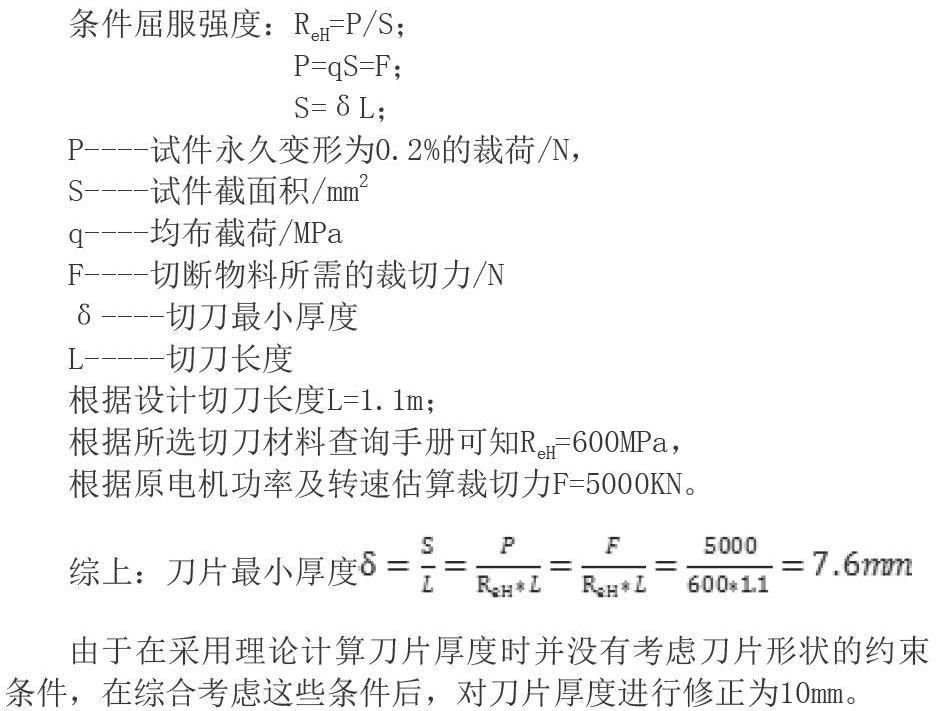
条件屈服强度:ReH=P/S;
P=qS=F;
S=δL;
P----试件永久变形为0.2%的裁荷/N,
S----试件截面积/mm2
q----均布截荷/MPa
F----切断物料所需的裁切力/N
δ----切刀最小厚度
L-----切刀长度
根据设计切刀长度L=1.1m;
根据所选切刀材料查询手册可知ReH=600MPa,
根据原电机功率及转速估算裁切力F=5000KN。
综上:刀片最小厚度
由于在采用理论计算刀片厚度时并没有考虑刀片形状的约束条件,在综合考虑这些条件后,对刀片厚度进行修正为10mm。
综上分析绘制切刀图纸并制造安装使用。
三、改进效果
新切刀应用后,降低了切片时所需的冲裁力,提升了切片效率,降低了操作人员劳动强度,降低了操作人员安全风险,降低了杂物污染风险;切片机电机跳闸现象未在发生。
参考文献
[1]钟永纪,韩世洪.波浪形刃口在中厚板冲裁中的应用[J].模具制造,2014,(9).
作者简介:
许国楷(1986-),男,汉,福建省厦门市,助理工程师,本科,研究方向:机械自动化、机械设备维修与保养。
猜你喜欢
疯狂英语·初中版(2022年3期)2022-03-31
科普童话·学霸日记(2021年4期)2021-09-05
名城绘(2020年2期)2020-10-21
价值工程(2019年29期)2019-11-11
科技视界(2019年3期)2019-04-20
学生天地·小学低年级版(2017年10期)2017-12-11
阅读与作文(小学低年级版)(2017年10期)2017-10-27
科技视界(2017年5期)2017-06-30