
在线检测系统在数控车床中的应用
2020-10-21 03:57张军王英英
机电信息 2020年21期
关键词:检测
张军 王英英
摘要:在线检测技术为数控加工质量监控提供了更有效的方法。鉴于此,在FANUC数控车床加工过程中,利用雷尼邵测头对加工工件等进行在线检测,通过测量值分析、计算,实现工件定位、加工尺寸的实时监控和自动补偿,从而大大提高了生产效率,确保了加工质量。
关键词:雷尼邵测头;FANUC;数控车;检测
0 引言
数控机床上使用工件测头进行自动测量,可方便工件的安装调整,简化工装夹具,大大缩短机床辅助时间,提高生产效率,同时使机床既能实现工件加工,又可进行工件测量,显著提高了车间车削加工效率。雷尼邵测头用于在数控卧式车床上自动设定加工零点,测量零件尺寸(直径、深度、宽度、自动根据检测值修改程序或者加工参数),减少加工过程中的人工介入,从而提高效率,降低废品率;同时对零件的加工尺寸建立报告文件,存储在机床或者上传到计算机中。雷尼邵OMP400测头由英国雷尼邵公司生产,广泛用于数控车床、加工中心、数控磨床等数控机床,测量系统稳定可靠地安装在配置FANUC系统的数控车床刀塔上(占用1个刀位),精度保持期长,运行控制稳定可靠,测量操作方式简洁。
1 工件测量系统硬件、软件
1.1 硬件
工件测量系统OMP400技术指标(红外传输测头):红外传输距离为6 m,重复精度为0.25 μm;打开关闭方式:M代码打开/关闭,自动打开/延时关闭,旋转打开/关闭。
1.2 软件
测量宏程序(存储在数控系统中,在需要测量时调用),INSPECTION机内测量循环(宏程序):该软件提供了如点、圆、凸台、凹槽、拐角等的检测程序存储在数控系统中。用户根据检测需要在机床内调用相应的测量循环进行测量。零件加工完成后,可以将检测数据生成测量报告,并将报告存档到服务器。
2 在线测量原理
雷尼邵无线测头由无线接收端和测头组成。利用雷尼邵测头对工件等进行在线检测,通过测量值分析、计算及反馈,可实现加工工件尺寸的实时监控及自动补偿。
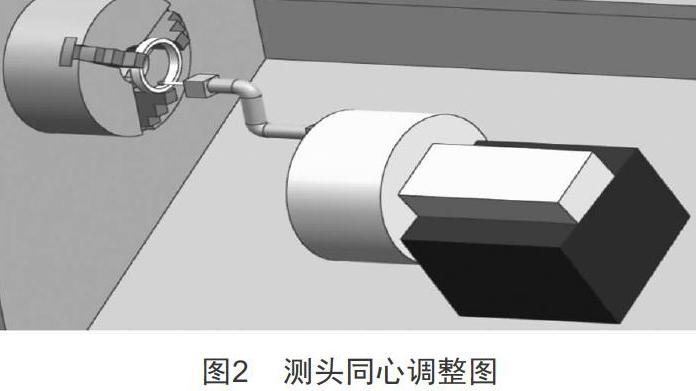
当测头移动碰到工件时,接通测头内部信号,通过无线接收端发送给系统I/O模块,系统接收到信号后,记录下当前的数值,利用FANUC系统宏变量功能,在界面显示相应测量值,用户可以方便地进行检测调整(图1)。
检测零件加工零点在坐标系中的实际位置,并将检测值自动更新到加工坐标系中;检测零件尺寸,如宽度、孔径、孔深等,并根据测量出的实际值进行判断,产生后续处理步骤(调整坐标系、刀具参数、加工程序或者让程序暂停等)。
3 安装及调试步骤
3.1 测头安装调整
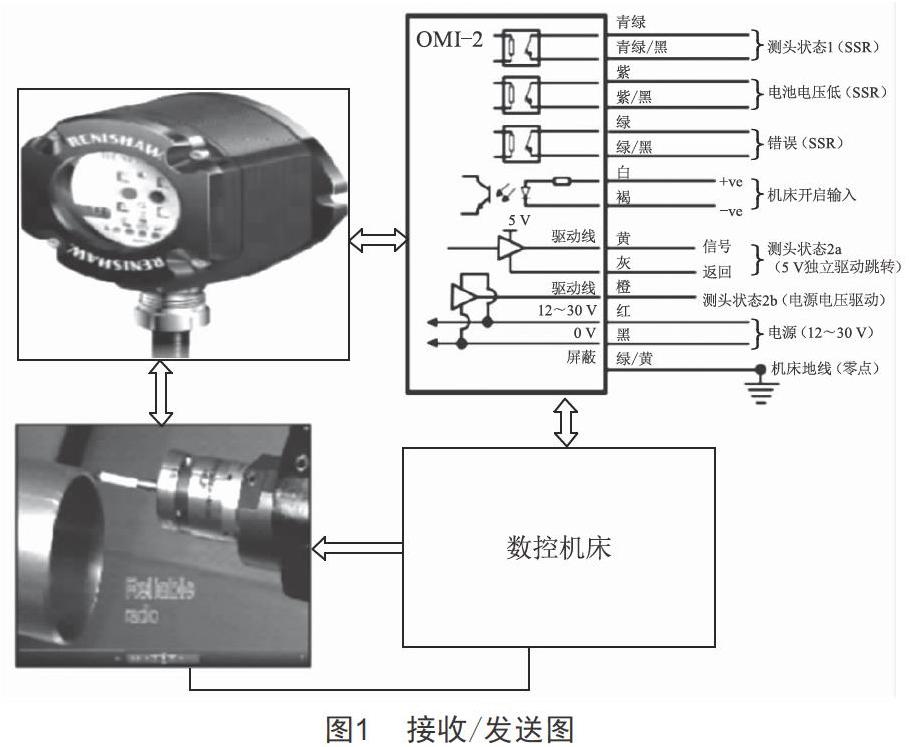
数控卧式车床使用测头时,测头通过圆柱刀柄可与车床刀塔连接,测头安装要与Z轴平行,同时与标准测量环同心,如图2所示。
3.2 测头接线与调试
FANUC系列系统测头信号直接与PMC中的X4.7跳转信号相连接即可,该接口是此类系统的标准配置。但本机床PMC输入点数定义输入信号时,将输入信号地址分配给了X30-X32,而X4.7未定义,如果重新分配I/O地址,则相应梯形图也要改变。为了尽可能方便改造,利用系统参数3012对输入信号进行偏移,这样工件测量时就可以利用M90唤醒测头,当测头触碰工件时,无线接收端接收到信号,X33.7闭合,通过宏程序系统变量#138记录测量值。
3.3 测量方法
测量时,先对测头进行校准,Z轴方向利用测头触碰标准环端面,利用程序(不含宏程序):
O0001
G54;
T0909;
M90;
G65 P9810 Z5. F1000;
G65 P9801 Z0. T1;
G65 P9810 Z100. F1000;
M91;
M30;
再校准X方向,即标定中心位置,移动测头使测头触碰标准环两内侧运行程序:
O0002
T0101;
M90;
G65 P9810 X0. Z-5. F1000;
G65 P9802 X100.T01;
G65 P9810 Z100. F1000;
M91;
M30;
最后测量测头直径:
O0003
T0101;
M90;
G65 P9810 X0. Z-5. F1000;
G65 P9803 X标准环直径 T01;
G65 P9810 Z100. F1000;
M91;
M30;
以上校准完成后,后续可以对加工工件进行测量:
O0004
G54;
T0101;
M90;
G65 P9810 X0.Z10. F1000;
G65 P9810 Z-5. F1000;
G65 P9812 X待测;
M00;
G65 P9810 Z100 F1000;
M91;
M30
測量尺寸可直接在宏变量中查到,用户可以根据工艺尺寸相应调整加工尺寸。
4 结语
通过对卧式数控车床工件测头的调试,并与三坐标比较,重复测量精度≤3 μm,完全符合生产要求,这就大大缩短了其自身检测辅助的时间,提高了生产效率,同时也进一步提高了生产的自动化程度。测量尺寸可直接在宏变量中查到,用户可以根据工艺尺寸相应调整加工尺寸。
[参考文献]
[1] 史文彬.关于使用数控机床实现在线测量——系统连接的探索与研究[D].太原:中北大学,2007.
[2] 胡向东.传感器与检测技术[M].3版.北京:机械工业出版社,2018.
[3] 张庚申.面向数控车床的在线检测系统研究与开发[D].广州:广东工业大学,2011.
[4] 北京发那科机电有限公司.发那科用户手册[Z],2012.
[5] 龚仲华.FANUC-0iC数控系统完全应用手册[M].北京:人民邮电出版社,2009.
[6] 北京发那科机电有限公司.发那科参数手册[Z],2012.
收稿日期:2020-05-18
作者简介:张军(1987—),男,河北衡水人,工程师,主要从事数控机床维修装调、改造、研发,机电设备改造,维修智能制造自动产线应用与研究等工作。
猜你喜欢
环球时报(2022-01-13)2022-01-13
作文周刊·小学二年级版(2021年20期)2021-08-10
中学生数理化·七年级数学人教版(2017年2期)2017-03-25
中学生数理化·七年级数学人教版(2017年2期)2017-03-25
中学生数理化·七年级数学人教版(2017年1期)2017-03-25
时代英语·高一(2016年6期)2017-02-27
时代英语·高一(2016年6期)2017-02-27
中学生数理化·七年级数学人教版(2016年10期)2016-12-22
中学生数理化·七年级数学人教版(2016年10期)2016-12-22
中学生数理化·七年级数学人教版(2016年10期)2016-12-22
