
薄板铝合金的CMT焊工艺研究
2020-10-21 03:51郭文涛
科学与财富 2020年8期
郭文涛

摘 要:为了解决传统焊接方法焊接铝合金时容易造成的生产效率低、焊接变形大以及夹钨、裂纹、气孔、飞溅等缺陷。本次主要研究LY12、LF5铝合金1.0~3.0mm薄板材的CMT焊接工艺,从而制定一套切实可行的CMT焊接加工工艺,从而提高工厂生产加工效率。为后续产品实现CMT自动化焊接打下坚实的基础。
关键词:CMT焊;熔化极;焊接;工艺
1.前言
铝及铝合金在航天航空中应用极为广泛,主要用于型材骨架、飞机蒙皮、整流罩,铝及铝合金在工业加工过程中焊接应用非常普遍。焊接方法主要有:气焊、焊条电弧焊、钨极氩弧焊(TIG)、熔化极惰性气体保护焊(MIG)。在航天航空中铝合金主要焊接方法为钨极氩弧焊(TIG)、熔化极惰性气体保护焊(MIG)。
TIG焊接铝及铝合金时,从“阴极雾化[1]”作用和电流方向考虑,一般采用交流钨极氩弧焊,氩弧焊电弧稳定,热量集中、其焊缝组织致密、成形美观、强度和塑性高,并且工件变形小。但是因受到钨极许用电流限制,电弧的熔透力较小,所以一般用于板厚在6mm以下薄板件的焊接。
MIG焊电弧功率大,热量集中,因为MIG焊在熔滴短路过渡过程中,当液桥收缩变细时,短路电流密度增大,使得液桥迅速汽化而发生爆炸,即焊接飞溅较大。
CMT焊接铝及铝合金时,热影响区小、热输入量低,焊接变形小,生产效率可比TIG焊提高三倍以上,因此特别适用于铝及铝合金1.0~3.0mm薄板结构件的焊接。
2. 铝及铝合金焊接特点
2.1.容易氧化
铝的化学性质活泼,与氧的亲和力很强,在空气中容易与氧结合成致密的Al2O3膜。Al2O3高达2050℃,远超过铝及铝合金的熔点,因此焊接时容易形成未熔合及夹渣等缺陷,使接头的性能降低,还会影响电弧的正常燃烧。
2.2.焊接时耗能量大
由铝及铝合金的物理性能可以看出(表1):铝合金的熔点虽低,但其比热容高(约是钢的2倍),热导率大(约是钢的三倍)。而且铝的线膨胀系数大约是钢的3倍,在焊接过程中容易产生变形,为获得高质量的焊接接头,必须采用能量集中、功率密度大的热源,对于厚件有时还需采用预热等工艺措施。
2.3.焊缝容易产生气孔
气孔是铝及铝合金焊接时的最常见的缺陷。氢是铝在熔焊时产生气孔的主要原因。在焊接高温下,焊接区周围的水,油、空气中的水分等浸入焊接电弧中很容易分解成氢原子或质子,溶入过热熔融金属中。由于氢在液态和固态铝中的溶解度相差很大(近20倍),因此,高温下溶入的大量气体,在焊后冷却凝固过程中来不及析出,而聚集在焊缝中形成气孔。
2.4.焊接熱裂纹倾向大
纯铝与非热处理强化铝合金(LF21、LF6、LF5),一般不容易产生裂纹,而硬铝及大部分热处理强化铝合金,产生裂纹的倾向较大。铝及铝合金焊接时产生的裂纹大部分为结晶裂纹,有时在热影响区[2]也可能出现液化裂纹。
2.5.焊接接头的力学性能下降
对于热处理强化铝合金(LY12),无论焊前是时效状态还是退火状态,焊后接头力学性能都比母材低。即使焊后进行人工时效,往往也达不到焊前母材的水平。热处理强化铝合金焊接接头的组织如(图一)。其中性能变化较大的是焊缝,半熔化区和过时效软化区。一般焊接接头的拉伸断裂位置处于热影响区,其最高拉伸强度约为母材的61%,拉伸断口形貌为塑性断口.
3 CMT焊技术特点和应用
冷金属过渡(CMT)焊是奥地利福尼斯公司在MIG/MAG焊的基础上开发出的一种新型焊接技术,当发生熔滴短路过渡时,CMT焊技术的控制系统在采集到短路电流信号时,将会马上切断焊接电流,同时焊枪处的前送丝机构将会回抽焊丝,从而帮助熔滴过渡[3]到熔池,实现无电流下的熔滴过渡(图二),从而避免了焊接飞溅,且可获得较小的热输入量,因而非常适用于薄板的焊接。
当熔滴过渡瞬间,焊机会让电流降至几乎为零,当熔滴通过焊丝回抽拉断后,又回到正常的电压和电流,整个焊接过程实现“热-冷-热”交替转换。
3.1 CMT焊接的优点:热输入量低,焊接变形小;焊接过程无飞溅;焊缝机械性能高,裂纹倾向小;间隙熔忍性好,对装配要求低;焊接质量可靠性高,质量再现性好;焊丝回抽引弧,引弧无飞溅,引弧速度快,电弧稳定,精确控制的电流输入,使得焊缝成形均匀一致,特别适用于薄板甚至0.3mm超薄版的焊接。
3.2 CMT技术的优点及应用范围
(1) 铝及铝合金、不锈钢等材料薄板,或超薄板的焊接,解决了焊接变形和烧穿的问题。
(2) 电镀锌板和热镀锌板的无飞溅焊接,减小了渡层的烧损。
(3) 钢与铝等异种金属焊接。CMT 技术正是为解决钢和铝的异种金属焊接问题而创新研发的。过去钢和铝的焊接采用激光或电子束焊,成本高昂。现在采用CMT焊,质量优良,成本大幅降低。
4 试验材料与设备
4.1 试验材料
试验下料为LF5、LY12-M的铝合金,厚度分别为1mm、1.5mm、2mm。铝合金试板尺寸为100mm×80mm,焊丝分别选用S15356、φ1.2铝硅焊丝;S14043、φ1.2铝铜焊丝。
4.2 试验设备
试验设备主要由TPS4000型CMT焊机、ABB IRB 1410型机器人系统等组成,保护气体采用99.999%高纯氩气,流量为10~15L/min,弧长修正系数为0%,焊缝为无坡口形式Ⅰ型。
5.结果与分析
5.1焊缝宏观形貌
当焊接速度为10mm/s、弧长修正系数为0%、焊接电流变化范围为30~90A时,分别对LF5、LY12-M厚度分别为1mm、1.5mm、2mm试板上进行CMT焊试验.不同厚度板材焊缝宏观外形、熔宽、深宽比和焊缝背面形貌如(图三)所示:
试件焊缝正反面成形美观,焊缝无飞溅,热影响区较小,热输入量低,焊接变形小,焊缝质量高,焊后可以直接用手接触试件。
5.2 X光射线检测
MG320型X光机分别对LF5、LY12-M六种试件(各三件)焊缝按HB5375-87,Ⅲ级进行X射线检测,均符合Ⅲ级焊缝要求。
5.3拉伸试验
利用Ag-1250千牛电子拉力试验机对六种铝合金试件(各三件)进行拉伸试验,加载位移速度为3mm/min,拉伸试验结果如(图四)所示,抗拉强度LY12-M范围为161~216MPa;LF5范围为169~190MPa。
对1~18号试件拉伸,试件均从母材或焊缝热影响区拉伸断裂,断裂部位多数发生在热影响区的软化区,断裂后拉伸试样的实物照片如(图五)所示:
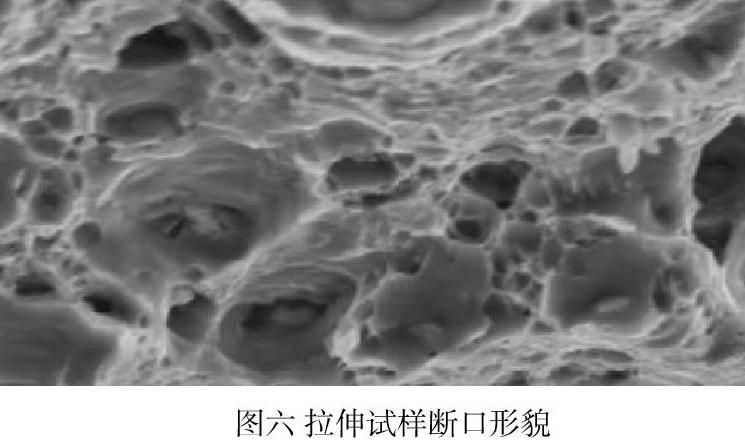
为了研究LF5、LY12铝合金CMT焊焊接接头拉伸试验的断裂机制,对拉伸后的试样断口进行微观组织观察,结果如(图六)所示,由图六可见,拉伸断口存在很多大小不一的韧口,且韧口有深有浅,拉伸断口形貌表现为塑性断口。
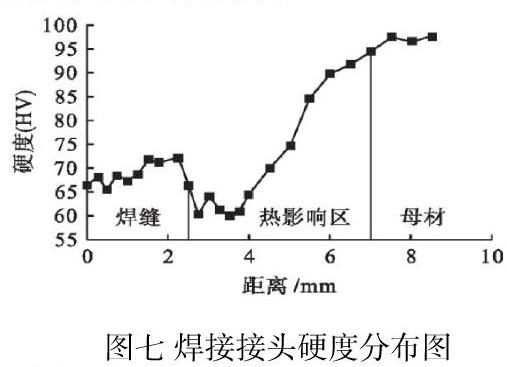
5.4 焊缝硬度试验
利用HV-1000型维氏显微硬度计对完成拉伸试验的LF5、LY12铝合金的焊接接头焊缝区、热影响区、母材区的显微硬度进行测量,结果如(图七)所示,由图九可见,LF5、LY12铝合金母材区的硬度约为91~94HV,热影响区硬度约为58~91HV,而焊缝区硬度约为62~71HV。可见,热影响区硬度低于母材,这是因为热影响区受到焊接热输入的影响,使得该区发生了“时效”组织转变,导致其硬度降。
5.5 焊接工艺参数
因CMT焊采用熔滴短路过渡,可以焊接所有铝合金和不锈钢,即工艺参数对焊缝成形与强度的影响,所以焊接时必须采用合理的焊接参数,只有参数选择合格,才能使CMT焊接能顺利施焊,达到理想的焊缝要求,体现薄板焊接的优越性。经过试件的施焊,工艺参数对焊缝成形具有较大影响,随着焊接电流的增加,焊缝熔宽、熔深隨之增大,随着焊接速度的增加,焊缝熔宽、熔深随之减小。
6 结论
通过以上试验分析可以得到如下结论:
1) 确定了板厚1mm、1.5mm、2mm(LY12/LF5)铝合金的最佳CMT焊接工艺参数可以避免传统焊接方法生产效率低、夹钨、裂纹、气孔、焊接变形大等缺陷,且可以获得较高的焊接接头抗拉强度。
2) 焊接工艺参数对焊缝成形具有较大影响随着焊接电流的增加,焊缝熔宽、熔深随之增大,随着焊接速度的增加,焊缝熔宽、熔深随之减少。
3) LF5、LY12铝合金母材区的硬度约为91~94HV,热影响区硬度约为58~91HV,而焊缝区硬度约为62~71HV。
4) 焊接接头最高抗拉强度为190MPa,约为母材抗拉强度的61%,拉伸断裂位置处于热影响区,拉伸断口形貌表现为塑性断口。
CMT焊的工艺研究,充分说明了CMT焊对铝及铝合金(LY12/LF5)薄板材焊接的适应范围,CMT焊与TIG、MIG焊的区别和优缺点,CMT焊特别使用于铝及铝合金薄板的焊接,采用熔滴短路过渡既能保证焊接质量,又能大大提高工厂生产加工效率,减小工人劳动强度。达到设计要求目的,为后续产品实现CMT自动化焊接打下坚实的基础。
参考文献:
[1]中国机械学会焊接学会编·焊接手册(第二卷)·材料的焊接·第 1版·北京:机械工业出版社,1992.
[2]何月秋·焊工技师 手册·北京:机械工业出版社1998.
[3]杨修荣·超薄板的MIG/MAG 焊——CMT 冷金属过渡技术[J].电焊机,2006,36(6):5-7.
猜你喜欢
山东冶金(2019年6期)2020-01-06
世界农药(2019年2期)2019-07-13
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
企业导报(2016年12期)2016-06-17
企业导报(2016年8期)2016-05-31
铜业工程(2015年4期)2015-12-29
新疆钢铁(2015年3期)2015-11-08
石油化工应用(2014年8期)2014-03-11
机械制造文摘(焊接分册)(2013年6期)2013-03-20
