
大型锻件缺陷磨削工业机器人的运动轨迹自动规划算法研究
2020-10-26 06:51郭欣施芸于振军
机电信息 2020年26期
关键词:工业机器人
郭欣 施芸 于振军

摘要:大型锻件是大型机械的关键部位,消除大型锻件缺陷是提高锻件质量的关键。现根据工业机器人的缺陷消除原理,以碗状结构路径规划为例,分析了其路径规划算法,并通过碗状结构路径的规划,大型锻件缺陷磨削工业机器人实现了对大型锻件缺陷的消除工作。
关键词:大型锻件;缺陷面;磨削;工业机器人;运动轨迹自动规划
0 引言
大型锻件一般应用在大型机械的关键部位,其所处工作环境恶劣,受力复杂多变,因此,在生产过程中对大型锻件的质量要求很高。生产大型锻件时,即使采用最先进的冶金技术,钢锭内部也不可避免地存在微裂纹、疏松、缩孔、偏析等缺陷,严重影响锻件的质量,及时消除这些缺陷,是提高锻件质量的关键。
目前,在大型锻件表面缺陷消除作业过程中,基本采用人工方式完成缺陷查找、确认和磨削处理等工作,磨削处理时,会产生大量粉尘,人员工作环境恶劣,且存在缺陷漏检率较高、生产效率低下、工人劳动强度大、企业生产成本高等问题。
为了解决上述问题,本项目研究基于工业机器人,以机器视觉和无示教自动编程技术为核心,研制大型锻件表面缺陷机器人自动消除系统,重点解决基于机器视觉的大型锻件表面缺陷识别和定位、工业机器人多点作业轨迹自动规划和运行控制等关键技术应用问题。
1 工业机器人缺陷磨削原理
不同于工业机器人的其他磨削场合,大型锻件表面缺陷机器人在进行磨削作业时,只针对缺陷部分,当某一缺陷部分磨削完成,机器人快速移动至下一缺陷部分继续磨削。
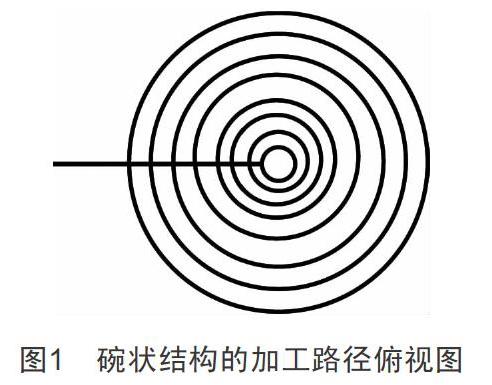
由于缺陷形状不规则,大型锻件表面缺陷机器人在磨削前,需规划以怎样的形状去除缺陷。本项目研究过程中,分别使用了回字形状及碗状结构去除缺陷,碗状结构的加工路径俯视图如图1所示。
由于回字形状结构的加工路径转角过多,降低了机器人的运行节拍,从而降低了机器人的运行速度。而碗状结构的加工路径由多个同心圆弧构成,圆弧曲线平滑,不会影响机器人的运行速度。
本项目经过反复多次实验,用回字形状结构和碗状结构分别去覆盖缺陷部分,发现碗状结构与缺陷部分更加贴合,对无缺陷部分锻面的影响也最小。
2 工业机器人磨削缺陷面外接圆绘制
磨削系统采用机器视觉技术,当机器视觉系统采集回大型锻件的表面轮廓后,将其显示在人机界面上,在显示过程中,对缺陷部分进行特别标注,机器人在对缺陷部分进行磨削前,需要构建一个最小外接圆,将缺陷部分的所有加工点包围在其中。大型锻件某处缺陷面如图2所示。
要在缺陷面外部找一个最小外接圆,其步骤为:
(1)在缺陷面突起部分找坐标点,如图3所示。
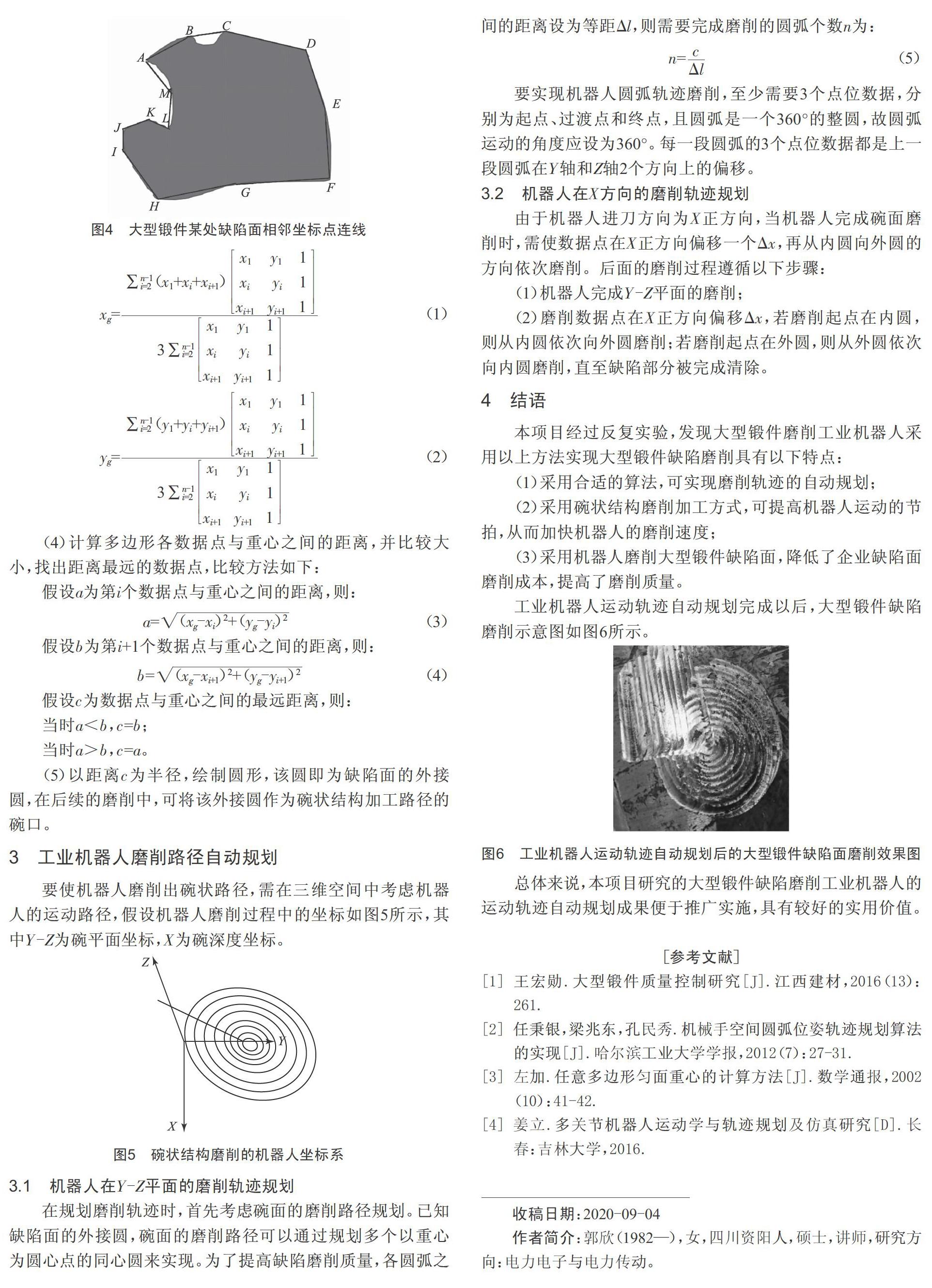
(2)用直线将相邻坐标点连接起来,形成一个不规则的多边形,如图4所示。
(3)求解不规则多边形的重心作为外接圆的圆心。设以上不规则多边形数据点的坐标为(xi,yi)(其中i=1,2…,n,n为多边形数据点的个数),而多边形的重心G的坐标为(xg,yg),则多边形的重心为:
(5)以距离c为半径,绘制圆形,该圆即为缺陷面的外接圆,在后续的磨削中,可将该外接圆作为碗状结构加工路径的碗口。
3 工业机器人磨削路径自动规划
要使机器人磨削出碗状路径,需在三维空间中考虑机器人的运动路径,假设机器人磨削过程中的坐标如图5所示,其中Y-Z为碗平面坐标,X为碗深度坐标。
3.1 机器人在Y-Z平面的磨削轨迹规划
在规划磨削轨迹时,首先考虑碗面的磨削路径规划。已知缺陷面的外接圆,碗面的磨削路径可以通过规划多个以重心为圆心点的同心圆来实现。为了提高缺陷磨削质量,各圆弧之间的距离设为等距Δl,则需要完成磨削的圆弧个数n为:
要实现机器人圆弧轨迹磨削,至少需要3个点位数据,分别为起点、过渡点和终点,且圆弧是一个360°的整圆,故圆弧运动的角度应设为360°。每一段圆弧的3个点位数据都是上一段圆弧在Y轴和Z轴2个方向上的偏移。
3.2 机器人在X方向的磨削轨迹规划
由于机器人进刀方向为X正方向,当机器人完成碗面磨削时,需使数据点在X正方向偏移一个Δx,再从内圆向外圆的方向依次磨削。后面的磨削过程遵循以下步骤:
(1)机器人完成Y-Z平面的磨削;
(2)磨削数据点在X正方向偏移Δx,若磨削起点在内圆,则从内圆依次向外圆磨削;若磨削起点在外圆,则从外圆依次向内圆磨削,直至缺陷部分被完成清除。
4 结语
本项目经过反复实验,发现大型锻件磨削工业机器人采用以上方法实现大型锻件缺陷磨削具有以下特点:
(1)采用合适的算法,可实现磨削轨迹的自动规划;
(2)采用碗状结构磨削加工方式,可提高機器人运动的节拍,从而加快机器人的磨削速度;
(3)采用机器人磨削大型锻件缺陷面,降低了企业缺陷面磨削成本,提高了磨削质量。
工业机器人运动轨迹自动规划完成以后,大型锻件缺陷磨削示意图如图6所示。
总体来说,本项目研究的大型锻件缺陷磨削工业机器人的运动轨迹自动规划成果便于推广实施,具有较好的实用价值。
[参考文献]
[1] 王宏勋.大型锻件质量控制研究[J].江西建材,2016(13):261.
[2] 任秉银,梁兆东,孔民秀.机械手空间圆弧位姿轨迹规划算法的实现[J].哈尔滨工业大学学报,2012(7):27-31.
[3] 左加.任意多边形匀面重心的计算方法[J].数学通报,2002(10):41-42.
[4] 姜立.多关节机器人运动学与轨迹规划及仿真研究[D].长春:吉林大学,2016.
收稿日期:2020-09-04
作者简介:郭欣(1982—),女,四川资阳人,硕士,讲师,研究方向:电力电子与电力传动。
猜你喜欢
中国科技纵横(2016年20期)2016-12-28
科技创新与应用(2016年34期)2016-12-23
青春岁月(2016年22期)2016-12-23
汽车科技(2016年6期)2016-12-19
科技创新导报(2016年21期)2016-12-17
中小企业管理与科技·下旬刊(2016年10期)2016-11-18
科技视界(2016年18期)2016-11-03
企业导报(2016年13期)2016-07-19
科技视界(2016年15期)2016-06-30
成才之路(2016年4期)2016-03-23
