
灰铁机床导轨的激光强化研究
2020-10-27 05:45梁鹏游娜郭计山
科学与财富 2020年24期
梁鹏 游娜 郭计山
摘 要: 灰铁机床导轨硬度低、耐磨性差,长期服役需要大修,强化表面硬度。采用传统强化方法,都存在很大弊端。使用激光强化技术,强化灰铁机床导轨,强化后硬度和耐磨性显著提高,变形量极小,能够有效降低机床维修成本,延长机床使用寿命。且该工艺绿色环保,对环境无任何污染,是灰铁机床导轨强化的最佳选择。
关键词:灰铁;机床导轨;激光强化
Abstract: Gray iron machine tool guide rail hardness is low, wear resistance is poor, long-term service needs an overhaul to strengthen the surface hardness. Using the traditional method of strengthening, there are great disadvantages. The use of laser strengthening technology to strengthen the guide rail of gray iron machine tool, after strengthening the hardness and wear resistance are significantly improved, the deformation is very small, reduce the maintenance cost of the machine tool, extend the service life of the machine tool. The process is green and environmentally friendly, without any pollution to the environment, is the best choice for strengthening the guide rail of gray iron machine tool.
Keywords: Gray iron Machine tool guide way The laser strengthening
普通灰鑄铁铸造性、减震性均佳,且便于熔炼,成本低,是应用最广的灰铸铁。我国的大型机床普遍采用普通灰铸铁,但其也存在硬度低、耐磨性差的问题,长时间服役,机床导轨工作面会出现严重磨损,形成间隙,造成机床精度变差,只能将机床大修,重新加工导轨工作面并强化处理,增加了维修成本,减少了机床使用寿命。
1.国内机床导轨常用强化方法
目前,国内用于处理床身硬度主要有以下三种方法:电火花淬火、中频淬火、表面镶钢。
1.1电火花淬火
此种方法以电极在机床导轨表面进行电击打火,借助电火花产生的高温对床身进行硬度处理。此种方法在导轨表面形成网格纹,网格部位产生硬度,大部未用电火花电击的部位仍保持导轨基体硬度,且电击网格线会对托板下部塑板产生拉伤,效果不好。
1.2中频淬火
此种方法采用感应线圈在机床导轨表面进行表面加热进行淬火。中频加热一般硬层深度可达5mm左右,硬度处理后可达到HRC33以上。但中频淬火控制不好有床身淬裂风险,且中频淬火后床身易产生凹芯,两端翘头变形,床身表面去除量一般在3mm,对于机床使用寿命影响较大。此外,中频淬火过程会产生大量废水,造成环境污染。
1.3表面镶钢
此种方法成本较高,且对床身厚度有一定要求。此外,镶钢需要加工并且强化处理,对于环境污染很大。
2.灰铁的激光强化研究
激光强化技术可广泛应用于各类各型零部件表面强化,强化硬度均匀,强化位置精确控制,几乎无变形,且强化成本低,非常适合大型设备零件耐磨部位的表面强化。因此,对于灰铁进行激光强化研究。
2.1 试验材料及方法
试验材料为铸态普通灰铁,初始硬度≤19HRC。石墨形态为片状,石墨量5%-6%;组织为珠光体+少量铁素体。
将试样加工成150mm*50mm*50mm试块,将试块150mm*50mm,表面精磨至Ra1.2,使用酒精清洗表面,去除油污等表面附着物。将试块放在工作台上,对150mm*50mm表面进行激光淬火。
强化技术要求:硬度≥42HRC,表面无裂纹。
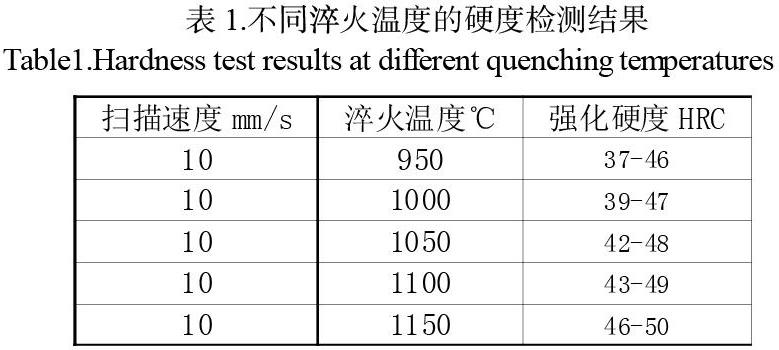
采用温度控制模式进行激光相变强化,主要工艺参数为:扫描速度、淬火温度等。采用HL-300便携式里氏硬度计检测其表面硬度;采用X射线应力仪检测激光相变强化后应力。
2.2试验结果及讨论
2.2.1淬火温度与金相组织的关系
灰铁的组织主要包括石墨+珠光体+少量铁素体,由于石墨的熔点很高,约3652℃,且奥氏体化时只溶入周围基体中,激光强化时,除了少量石墨烧损,大部分石墨保留原始形态,因此淬火后石墨几乎没有变化。
激光表面强化处理的原理为相变硬化,是用高功率密度(104-105w/cm2)的激光束,照射轧辊表面,使之在极短的时间内(10-2-10-3s)达到相变温度发生相变,急速冷却后生成相变硬化组织[1]。由于急速冷却,晶粒超细化和碳化物细化及弥散分布,马氏体呈隐晶态,且拥有极高的位错能,马氏体含量大大增加而残余奥氏体明显减少,红硬性比常规淬火高,耐磨性也显著提高。
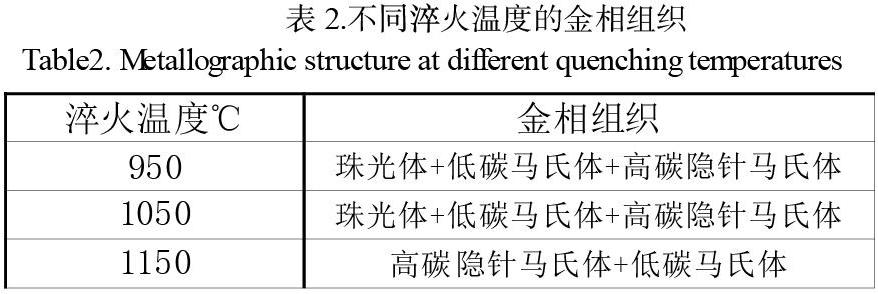
从表2可以看出,随着淬火温度的提高,高碳隐针马氏体的比重越高,低碳马氏体也逐步增加,珠光体逐步减少。主要原因为950℃和1050℃时碳元素扩散动力不足,奥氏体化不充分,属于不完全淬火,淬火后保留了部分原始组织;1150℃奥氏体化充分,属于完全淬火,原始组织几乎完全转为马氏体。此外,由于奥氏体化时,灰铁中的石墨短程扩散少量溶入周围奥氏体中,石墨周围奥氏体增碳,因此相变后石墨周围存在大量隐针高碳马氏体。
随着淬火温度的提高,马氏体转变量不断增加,高碳隐针马氏体的比重不断提高,因此强化硬度也不断提高,1150℃发生完全转变,硬度达到最高值,满足了技术要求。
2.2.2淬火温度与变形量的关系
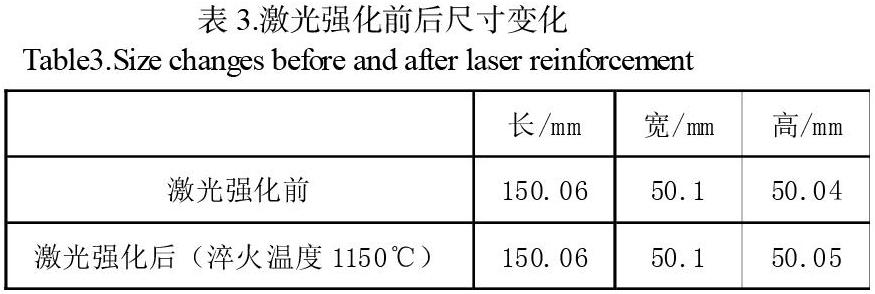
激光强化前试样尺寸150*50*50mm,激光强化150*50表面,强化后使用细砂纸将表面氧化皮打磨干净后检测各部位尺寸。
激光相變强化,主要依靠原始组织中的珠光体发生马氏体相变,珠光体发生完全马氏体相变,会发生体积膨胀,体积增大约4%,激光强化深度约0.5mm,变形量最大0.02mm,实际变形量仅为0.01mm,且只发生在高度方向,长度与宽度均未发生变化。
2.2.3强化区的应力分布情况
检测淬火温度1150℃的表面应力:淬硬区为压应力,横向压应力为364Mpa,纵向压应力为403Mpa。搭接区域中部为拉应力,横向拉应力为59Mpa,纵向拉应力为31Mpa。淬硬区为压应力,可以进一步提高表面的耐磨性与抗疲劳性。搭接区虽然存在拉应力,但宽度仅1mm,且很小,对于整个工作面影响很小。此外,为了防止应力的累计,在实际强化过程中采用纵横交错强化法,合理分配强化面应力状态。
3.灰铁机床导轨的激光强化
某机床床身导轨总长10.23m,根据实际磨损情况,确定需要强化三个上平面以及三个侧面,总计强化面积8.15331m2。
2018年1月采用激光强化导轨,激光强化工艺参数:扫描速度10mm/s,淬火温度1150℃,强化时间约14小时,强化费用1.3万元。
强化后检测硬度HRC47-51,整个机床最大变形量仅为0.01mm,目前服役超过两年,磨损量不到0.01mm,完全满足机床导轨使用要求。
相同技术要求,中频淬火和镶钢费用均超过10万元,采用激光强化能够有效降低机床维护成本;且每次大修都仅需去除磨损层,机床导轨厚度无额外加工,能够有效延长机床使用寿命。随着该项技术的成熟,已陆续完成多台灰铁机床的激光强化,且该项技术已在行业内推广应用。
4.结论
1、利用激光强化设备对机床导轨进行强化处理,硬度和耐磨性显著提高,且变形量极小,可以忽略不计。
2、采用温度控制模式固定淬火温度,能够提高自动化程度、生产效率和硬度均匀性。整个机床导轨面采用纵横强化法,通过纵向扫描和横向扫描相结合的方法,合理分配强化面应力状态。
3、激光强化技术绿色环保,避免了对环境的污染,且强化成本远低于其他工艺,能够有效延长机床使用寿命,降低维护成本。
参考文献:
[1]关振中主编. 激光加工工艺手册. 北京:中国计量出版社,1998.
