
浅谈变压器油箱焊接常见问题的解决办法
2020-11-19 10:20张建民
装备维修技术 2020年10期
张建民
摘要:随着焊接技术不断发展与进步,电力变压器油箱与其结构件生产质量也日渐提升,长期以来成为电力变压器油箱制造行业的渗漏问题也必然会获得全面的解决,从而确保电力变压器的安全运行,促进电力变压器的持续发展。
关键词:变压器;油箱;焊接;裂纹
前言
电力变压器油箱结构通常分为桶式和钟罩式结构,箱体材质一般为碳钢板或者低磁板,当变压器在运行的时候,在油箱内部会产生相应的磁场,所以,为了能够防止磁场的产生,高电压大容量变压器选择在箱体内部焊接一层铜板,可以将内部磁场进行减弱与屏蔽。
这在变压器油箱制造过程中,不可避免进行异种钢之间的焊接。而异种钢焊接通常大多数情况下一旦参数选择不当,会出现焊接裂纹,然后这种焊接裂纹在应力的作用下能够进一步扩大,导致渗漏油问题的发生。所以,在焊接的時候,要时刻注意避免出现焊接裂纹,并且一定要在焊接后将其焊接部位进行检查,一旦发现其中具有裂纹,要尽可能地将裂纹所产生的原因进行分析,并且再针对原因来进行处理。
一、焊缝渗透裂纹的产生
我们在焊接变压器油箱的时候,所利用的焊接气体为氩气和二氧化碳所形成的保护性气体,并且所采用的焊接方法为熔化极气体保护焊,根据以往的经验,铜与低磁板在焊接过程当中会形成一定共晶,并且这种共晶所具有的熔点非常低,同时也因为其中热输入系数所出现的差距较大,从而使其焊接后的焊缝较为容易产生热裂纹。而所谓热裂纹,指的是在焊接过程当中,由于其焊缝与焊接部位所在的区域内都会形成一定的高度热量,并且在冷却过后会产生相应的焊接裂纹,而这种热裂纹很容易影响其焊接质量。
而当焊接的接头如果冷却至很低的温度当中,也会产生相应的裂纹,并且这时候的裂纹便称之为冷裂纹,冷裂纹发生在焊接之后,一般温度在Ar3以下的冷却过程中或冷却以后产生,形成裂纹的温度约在200℃~300℃以下,即马氏体转变范围。冷裂纹可以在焊接后立即出现,但也有些可以延迟至几小时、几天、几周甚至一、两个月之后,这种冷裂纹又叫延迟裂纹。大的冷裂纹不是一下子生成的,它的生成规律是先发生几处小的或显微的裂纹,然后逐步向长度或深度上发展,几个小裂纹陆续连接起来。某些焊接结构,当小裂纹发展到一定程度后,可能在瞬间内迅速扩大,引起结构整体的突然断裂,甚至同时产生较大的声响和机械振动。
二、预防焊缝裂纹所采用的工艺措施
为了能够避免并预防在焊缝当中出现裂纹,应当从这几点开始入手:
2.1热裂纹
1)为了能够保证铜板与变压器油箱焊接的质量,要对所用材料进行检测,保证材质符合设计要求;
2)将焊接工艺参数进行调节,严格控制焊接质量;
3)尽量使用电流比较少,多层多道的焊接方法;
4)将焊接的工艺操作认真进行规范,并且必须选取最为合理的焊接程序,保证焊接质量,并且尽量分层分段退焊以减少退焊过程当中所出现的焊接应力。
2.2冷裂纹
1)选用碱性低氢型焊条(图1),以减少带入焊缝中的含氢量;对于高强度钢,可采用不锈钢焊芯或者用奥氏体镍基合金等焊条或焊丝,这些合金的塑性比较好,可抵消马氏体转变时造成的一部分应力。另一方面氢在奥氏体中溶解度较高,扩散速度慢,故氢不易向热影响区扩散聚集。
2)在焊接前必须要将焊接材料有着严格标准化的保管机制,并且避免焊接材料因为保管不当等因素出现受潮的现象;
3)选用适当的焊接参数。适当减慢焊接速度,使焊接接头的冷却速度慢一些,对防止产生冷裂纹是有利的。焊接速度过大,焊接接头冷却速度高,容易产生淬火组织;焊接速度过小,热影响区过热厉害,晶粒粗大,而粗大的晶粒会增加金属淬火的倾向。同样,由于热影响区增大而淬火区加宽,这都将促使冷裂纹的产生。因此焊接参数应选得合适。
4)采用减少氢的工艺措施。减少焊缝金属中氢的含量,热影响区的冷裂倾向可大为减轻。例如焊条、焊剂严格烘干,随用随取;仔细清理坡口,去油除锈,防止环境中的水分带入焊缝;正确选择电源与极性,注意操作方法等。
5)选取最为合理的焊接顺序,比如分段退焊法,保证可以在退焊过程当中减少其中的焊接应力;
6)将焊接前后的预热处理以及焊接后的热处理进行合理规范化操作。
三、焊缝裂纹的补焊工艺
如果在焊接过程中出现焊缝裂纹或变压器经过长距离运输及吊运受力后,会在应力集中部位有散开状的开裂现象而导致渗漏,此时需进行对应的补焊,并要满足变压器油箱本身密封性要求,因此,在补焊工艺当中,应当注意一下两点:
1)由于裂纹会产生相应的裂纹应力,从而使裂纹不断地扩大,因此,要在焊接部位处先用砂轮将其进行打磨,然后利用碳弧气刨对焊缝表面开坡口,这种坡口要呈现U形状,并且将刨削深度进行合理的掌握,避免在刨削过程当中出现夹碳,能够使刨痕表面光滑平整,再利用砂轮来将破伦表面进行打磨露出金属色,让坡口的角度大约在50°左右即可;
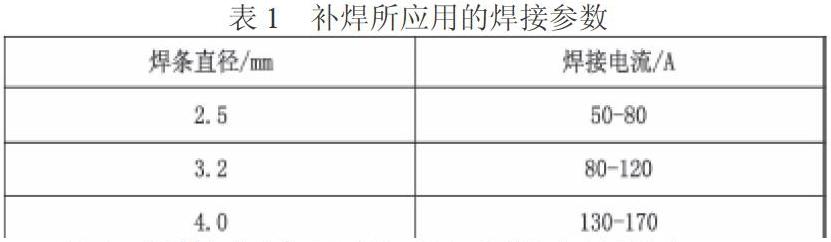
2)在补焊渗透裂纹所应用的焊条当中,应当选用镍合金焊条进行补焊,并且选用多层多焊的补焊方式,同时在每一道焊开始前都要对前一道焊缝利用砂轮磨平,然后逐渐进行补焊,在补焊完毕后不要立刻将焊渣进行敲落。在补焊期间所应用的焊接参数如表1所示:
四、采用无损检测及气压试漏保证焊缝密封质量
对碳钢对接焊缝可以采取超声波检测,对碳钢角焊缝可以采取磁粉检测或着色检测、对不锈钢及铜焊缝可以采取着色检测,对部分受力较大部位的对接焊缝可以进行射线检测,通过各种检测手段对发现的裂纹等缺陷及时采取措施进行修理补焊,复检合格后对油箱要进行打压试漏,确保所有密封焊缝不得有渗漏。
结束语
变压器油箱焊接质量的好坏决定着整个变压器是否能安全正常运行,解决好焊缝裂纹这一焊接缺陷是减少变压器漏油的一项关键焊接技术,相信在不久的将来,随着焊接技术的不断进步以及自动化焊接的推广应用,零渗漏的目标一定能够实现。
参考文献:
[1]汤世松.压力机油箱自动化焊接控制系统设计[J].锻压装备与制造技术,2014(5):51-53.
[2]刘彦丽,高金良,陈泳,等.外柴油箱机器人焊接工艺技术研究[J].新技术新工艺,2013(1):80-82.
猜你喜欢
辽河(2022年1期)2022-02-14
装备维修技术(2021年34期)2021-11-18
科教新报(2020年26期)2020-07-31
汽车实用技术(2020年5期)2020-04-10
人民长江(2019年7期)2019-09-10
扬子江(2019年1期)2019-03-08
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
科技视界(2016年15期)2016-06-30
安全与健康(2006年8期)2006-10-19
