
旋铆销轴开裂问题的分析与解决
2020-11-20 04:21杜立伟何云峰
装备维修技术 2020年5期
杜立伟 何云峰

摘要:液压旋铆利用专用设备和专用模具可将不同材质不同厚度的零部件连接在一起;连接过程操作简单消耗低费用少且对环境无污染;旋铆连接完成后在工件表面形成圆形面,表面光滑无毛刺;旋铆加工完的工件强度与牢固性优于螺栓连接;凭借着诸多的优点在汽车制动器零部件加工过程中有着广泛的应用。旋铆开裂是旋铆工作中经常遇到的问题,分析解决旋铆工件开裂问题是旋铆生产中的难点。
关键词:销轴、旋铆开裂、硬度、长度、时间、工装
1问题简述
P203驻车制动器是我司为北汽某皮卡车型开发的一款驻车制动器,在样件开发工程中,旋铆工序在旋铆销轴连接底板、支撑销板过程中销轴端面出现开裂,严重的影响了产品质量,造成产品报废。
2问题测量排查
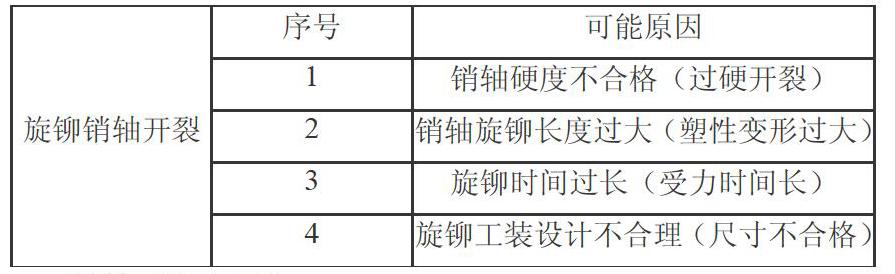
针对此问题出现的现象,整体上做了详细的分析,把可能造成旋铆销轴开裂的原因进行汇总,然后对原因进行逐一的检测
旋铆销轴开裂 序号 可能原因
1 销轴硬度不合格(过硬开裂)
2 销轴旋铆长度过大(塑性变形过大)
3 旋铆时间过长(受力时间长)
4 旋铆工装设计不合理(尺寸不合格)
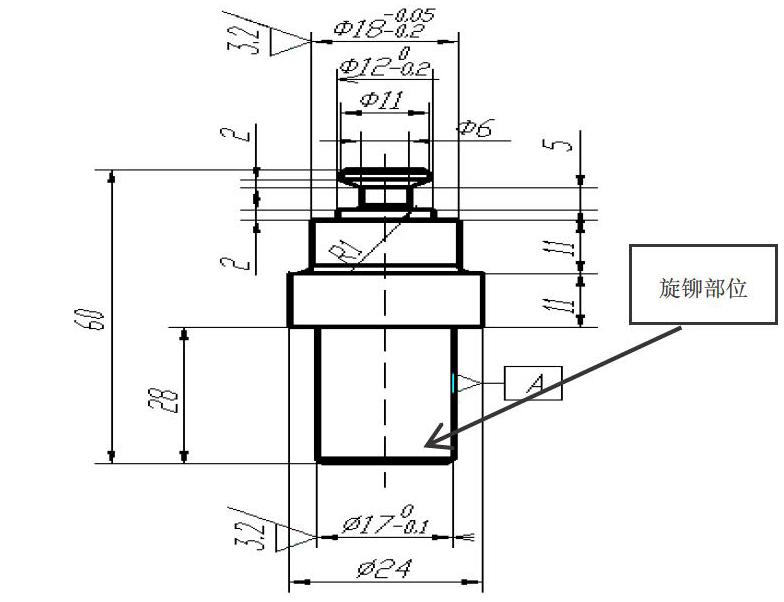
销轴图纸如下图
2.1使用布氏硬度机对销轴材质Q235进行硬度检测并记录
测量数值与材料厂家提供标准进行比照,邯钢标准为120HB至145HB,可判定销轴材质合格,过去经验可确定使用同种材质的类似产品无旋铆开裂问题。
2.2对销轴旋铆长度进行测量计算
对20组销轴旋铆长度进行求和取平均值,计算可得销轴旋铆平均值为:2.537mm;依据我司多年旋铆经验旋铆长度为1.9mm至2.2mm,此旋铆数值过大,存在开裂风险。
2.3检查旋铆设定时间,加工P203销轴时设定时间为4s,测量旋铆后销轴旋铆面尺寸,更改旋铆时间为2s,测量旋铆面尺寸进行对比
销轴在经过旋铆后4s下部基本尺寸由17 mm延展为约24.5mm左右;2s后下部尺寸延展为约26mm左右 ,开裂产品为延展面26mm的销轴
2.4旋铆工装三维图片与二维图纸
分析二维图纸高度尺寸与销轴图纸尺寸,销轴第一高度为11mm,旋铆工装第一台阶高低为11.5mm,两者相差0.5mm,在旋铆时底板与销轴台阶未完全贴合。
3问题分析
⑴通过对实测硬度数据分析可得出销轴硬度符合国标要求,硬度的变化范围属于合理范围,对于旋铆开裂无影响。
⑵开裂销轴的旋铆长度为2.50mm至2.58mm,旋铆经验可得旋铆长度一般为1.9mm至2.2mm,旋铆过程中工件变形量大,易导致工件边缘开裂,调整旋铆长度至2.0mm减小工件轴向变形量;调整后进行试验验证,销轴开裂个数明显减少,旋铆长度对于旋铆销轴开裂问题存在着直接影响。
⑶通过表格可以看出在旋铆长度一定的情况下,旋铆时间的长短直接决定着旋铆后变形部位直径的大小,旋铆4s与2s销轴后端旋铆部位变形量相差约1.5mm,变形量越大越易导致开裂;调整旋铆时间,由4s更改为2s减小旋铆部位径向变形量,进行旋铆验证,销轴端部开裂个数减少,但仍然存在部分开裂销轴,可判定旋铆时间越长工件受力时间长,塑性变形越大开裂几率越大。
⑷工装定位尺寸存在误差,销轴台阶高度与旋铆工装台阶高度不一致,因旋铆为强高压加工,支撑面存在0.5mm间隙导致旋铆过程中工件倾斜受力不均,销轴变形面变形不均开裂;调整工装,将工装台阶11.5mm更改为11mm进行重新加工后旋铆销轴,销轴开裂问题解决。
4结论
本次针对旋铆轴销开裂问题,从销轴材质、工装尺寸、加工过程等方面全面分析了影响开裂的因素,明确了产生问题的各个因素;旋铆工装问题,旋铆时间,旋铆长度是影响旋铆件产品质量的主要因素,工件材质则是确定是否可进行旋铆加工的前提条件,后续遇到类似问题可从这几方面着手去分析解决。
参考文献:
1、机械设计手册联合编制组.机械设计手册,2019.
2、QJ782A-2005.鉚接通用技术要求.
3、TB/T 2911-1998 车辆铆接通用技术条件.
猜你喜欢
辽河(2022年3期)2022-06-09
中学化学(2017年6期)2017-10-16
小资CHIC!ELEGANCE(2016年18期)2017-05-27
新闻界(2016年12期)2016-11-08
北京青年周刊(2016年41期)2016-10-31
小资CHIC!ELEGANCE(2016年19期)2016-08-17
电影文学(2016年9期)2016-05-17
Coco薇(2015年10期)2015-10-19
小资CHIC!ELEGANCE(2015年5期)2015-04-24
中国机械(2014年23期)2014-10-21
