
TA10厚板钛材焊接工艺
2020-11-23 02:58高希改
金属加工(热加工) 2020年10期
高希改
鲁西工业装备有限公司 山东聊城 252000
1 序言
国内化工装置中常见的钛材设备壳体厚度一般在10mm左右,采用常规的焊接参数即可满足焊接要求。但是对于稍厚规格的钛材,尤其是厚度在20mm以上的板材焊接,其坡口形式、焊接参数、气体保护等工艺参数随着板材厚度的增加,差异较大。厚板钛合金焊接时,若采用常规的坡口形式及焊接参数,存在着金属填充量大,焊后变形量及残余应力大,总施焊遍数多易对焊缝的力学性能、工艺性能造成不良影响,以及施焊效率较低等问题[1-4]。
传统的厚板钛材焊接坡口形式如图1所示,其中U形、双U形坡口加工难度大,加工周期长,且坡口间隙较窄,焊接难度较大;X形坡口则金属填充量过大。
钛在高温下会发生由致密的密排六方晶格α钛转变为晶体粗大的体心立方晶格β钛,导致焊接接头塑性下降,且钛材具有熔点高、热容量大和导热性差等特点,因此钛材焊接应采取尽量小的焊接热输入。传统的钛材焊接工艺一般通过采取减小电弧电压(一般选取10~12V)、焊接电流(一般选取110~150A)的措施,来减小焊接热输入。虽然控制了焊接热输入,但焊接速度(一般40~50mm/min)相应较低,焊接效率大幅降低,同时增加了施焊道数,即增加了产生缺陷的概率。
针对上述现有技术的不足,本文提出一种TA10厚板钛材手工氩弧焊焊接工艺,使钛材手工氩弧焊焊接技术的适用范围进一步扩大,特别适用于20mm以上钛材的焊接。
2 厚板钛材手工氩弧焊焊接工艺
针对传统厚板钛材手工氩弧焊焊接工艺的不足进行改进。主要包括以下内容:
(1)焊前清理 清理焊丝、坡口表面及坡口两侧油污、铁锈等杂质。
(2)坡口的加工 采用双V形坡口(见图2),坡口下段角度取55°~70°,坡口上段角度取30°~35°。
(3)确定焊接参数 焊接电流为160~200A,电弧电压为12~16V、焊接速度为70~80mm/min,施焊时按照正、反面各焊接两遍的焊接顺序交替进行,焊枪气体流量为10~15L/min,焊缝的正面、正面后端、背面及热影响区部分都要同时采用氩气进行保护,保护气体流量20~25L/min,至焊缝及热影响区温度降至≤80℃后停止通氩气。

图1 传统的钛材焊接坡口形式

图2 改进后的钛材焊接坡口形式
3 28 mm厚 TA10板焊接实例
试板TA10坡口形式如图3所示,采用改进后的双V形坡口,下段坡口角度60°,厚度3~6mm;上段坡口角度30°,厚度7.5~10.5mm,组对间隙(3±1)mm。
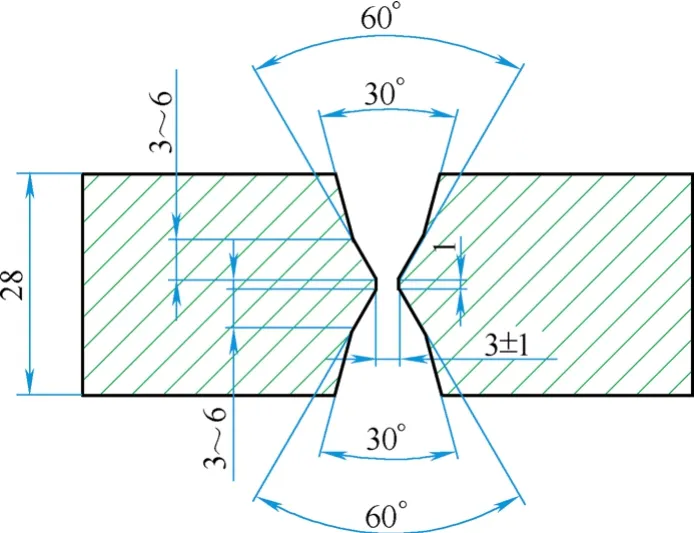
图3 28mm厚TA10板坡口形式
(1)焊前的准备 对焊丝、坡口表面及坡口两侧20mm范围内进行清理,可根据表面污染程度选用合金刀头、不锈钢钢丝刷、乙醇进行清洗,施焊过程中严禁使用不锈钢丝轮再对焊缝进行清理。
施焊前需用乙醇和丝绸布清洗坡口和焊丝,以后不得再用手直接触摸,并及时施焊,长时间未焊应重新清洗。清洗干净的焊丝不得随意抛在地上,以防再次污染,应放在洁净的焊丝筒内使用[5]。
(2)焊接过程控制 主要包括以下几方面:①焊缝的正面、正面后端、背面及热影响区部分都要同时采用氩气进行保护。②焊接时必须采用引弧板和引出板,防止托罩保护效果不良。③氩气使用前要在钛板上进行试验焊接,焊缝呈现纯白色且无缺陷,证明氩气纯度符合要求,若焊缝出现其他颜色或出现缺陷,说明氩气纯度不符要求,应进行更换并重新焊接。④采用不易吸湿材料的送气管。⑤严格控制层间温度≤80℃,焊接过程中必须对层间温度进行测量、记录。⑥检查员必须根据层间清理要求,对每一层的焊接质量进行确认。若焊接质量不符合要求,质检员必须督促焊工按相应的处理方法进行处理。⑦焊丝必须放在焊丝筒内。⑧施焊时必须严格按照工艺要求的焊接顺序进行施焊。
(3)焊接人员要求 施焊人员及防护人员进入现场必须穿着洁净白色工作服,佩戴白帆布手套和鞋套。
(4)焊接工艺要求和层间清理 焊接参数见表1,层间清理要求见表2。

表1 28mm厚TA10手工氩弧焊焊接参数

表2 层间清理要求
4 结束语
本文通过改进坡口形式和焊接工艺,实现了TA10厚板钛材的手工氩弧焊焊接。改进后的坡口在保持易加工特性的同时,使焊缝金属填充量比传统X形坡口降低约30%;宽阔的根部焊接空间,不仅降低了焊接操作难度,保证了焊接质量,而且提高了一次无损检测合格率。经实例焊接操作,实现了单台设备所有焊缝一次无损检测合格率100%。改进后的焊接工艺,施焊速度比传统工艺提高约60%,总体效率提高了约1.2倍,且合理的施焊顺序有效地减小了焊接应力的产生,保证了焊接质量。
猜你喜欢
电工技术学报(2022年20期)2022-10-29
建材发展导向(2021年9期)2021-07-16
石油化工建设(2019年6期)2020-01-16
新商务周刊(2019年10期)2019-12-21
商品与质量(2019年38期)2019-04-18
科学与财富(2017年35期)2018-01-29
科学种养(2017年11期)2017-11-28
海峡科技与产业(2017年2期)2017-03-22
电子制作(2017年19期)2017-02-02
汽车实用技术(2016年1期)2016-12-24
