降低铅电解阳极泥含铅措施研究
2020-11-28 13:46黎学坤
世界有色金属 2020年17期
黎学坤
(云南驰宏资源综合利用有限公司,云南 曲靖 655000)
铅阳极泥是粗铅电解精炼过程的副产物,其含有大量的锑、铋、砷、铜、银、金等有价金属,是我厂综合回收贵金属银和金的主要原料,其主要成分如表1所示。从表1中可以看出资源综合利用有限公司目前产出的铅阳极泥含铅较高,高出同行业水平近5个百分点。阳极泥含铅高不仅会降低铅精炼直收率,影响电解液成分,而且对金银的回收富集产生很大影响。同时,阳极泥出售时其中的铅是不计价的,无形中带来了较大的经济损失。因此,如何将铅阳极泥中的铅降至最低水平就显得尤为重要。
1 铅阳极泥生产工艺简介
电解出槽后的残极经过残极洗涤机,将残极板上的阳极泥洗刷至搅拌桶内,然后经过1#压滤机压滤,压滤后的滤液(一次洗水)返回电解槽,压滤后的阳极泥进入浆化桶浆化后转入1#搅拌桶,再加入一定量的阳极泥二次洗水(2#压滤机滤液)或者生产水搅拌升温,然后通过2#压滤机压滤后,产出的阳极泥即为成品阳极泥,二次洗水用于残极洗涤用水或者返回电解槽,主要工艺流程如图1所示。
2 实验研究
由于铅电解精炼系统无废水外排,为了维持整个系统的水平衡,在残极洗涤机处不能长时间采用外来生产水进行冲洗,只能采用阳极泥洗水冲洗。因此,控制铅阳极泥含铅的关键操作就在1#搅拌桶处,如何合理控制液固比,搅拌时间,搅拌温度等成为了控制铅阳极泥含铅的关键。
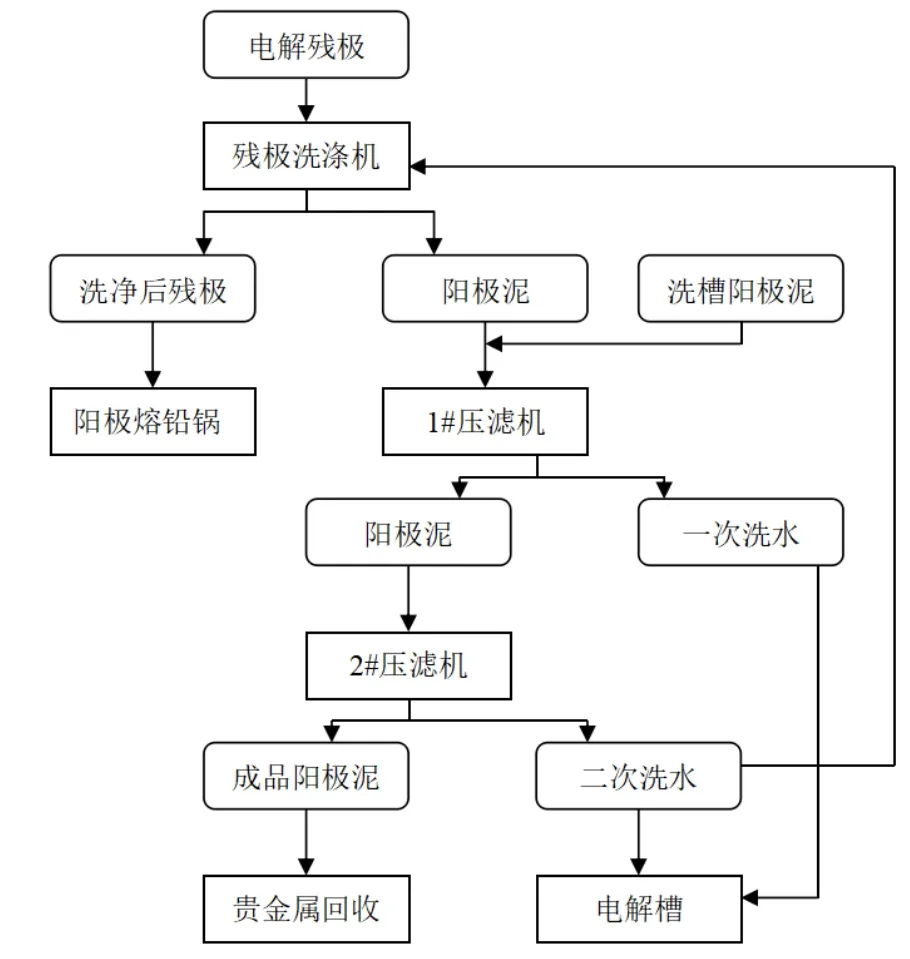
图1 铅阳极泥生产工艺流程图

表1 国内一些铅冶炼厂铅阳极泥成分(w/%)
2.1 实验方法
实验在实验室进行,取1#压滤机压滤后的铅阳极泥作为原料,其成分如表2所示。
在烧杯中进行实验,采用电炉加热,并配合机械搅拌子进行搅拌。
实验后采用真空抽滤机进行液固分离,分离出的固体铅阳极泥送样分析结果。通过对不同的液固比、加热温度、搅拌时间、液体含酸浓度等条件进行实验,得出了控制铅阳极泥含铅的最佳操作工艺参数。

表2 1#压滤机压滤后铅阳极泥原料成分(w/%)
2.2 实验结果分析
2.2.1 液固比对铅阳极泥含铅的影响
实验采用生产水兑铅阳极泥,控制温度在40℃,搅拌时间1小时,在液固比分别为3:1、4:1、5:1和6:1的条件下进行了实验。
实验结果如表3所示。通过表3可知,在液固比为6:1时铅阳极泥含铅最低,但是为了控制系统中的水平衡,将液固比控制在4~5:1之间为最合理。

表3 不同液固比时铅阳极泥成分对比(w/%)
2.2.2 加热温度对铅阳极泥含铅的影响
实验采用生产水,搅拌时间1小时,液固比控制在5:1,分别在温度为常温、40℃、70℃条件下进行实验,实验结果如表4所示。
通过表4可知,搅拌时将温度控制在40℃最为合理。提高温度可以加快铅阳极泥中的铅进入液体中,但是温度过高会导致溶液挥发严重,而且更高的温度需要更多的蒸汽来加热,增加生产成本。而且从实验效果来看,70℃时铅阳极泥含铅较40℃条件下降低幅度并不大,因此认为控制温度在40℃最为合理。

表4 不同加热温度时铅阳极泥成分对比(w/%)
2.2.3 搅拌时间对铅阳极泥含铅的影响
实验采用生产水,液固比为5:1,温度为40℃,搅拌时间分别为30min、45min和60min。实验结果如表5所示。由实验结果可知,搅拌时间不得小于45min。

表5 不同搅拌时间下铅阳极泥成分对比(w/%)
2.2.4 不同含酸浓度对铅阳极泥含铅的影响
实验控制液固比为5:1,温度40℃,搅拌45min。实验用酸为生产用硅氟酸,酸浓度为22.0%。硅氟酸的理论加入量与原料铅阳极泥中铅含量之比为1:1、0.5:1和0,实验结果如表6和表7所示。

表6 不同酸浓度下铅阳极泥成分对比(w/%)

Pb:H2SiF6=1:0.5 10.62 6.34 42.75 21.14 2.47 2.96 Pb:H2SiF6=1:1 10.23 6.31 47.65 20.35 2.46 3.14

表7 不同酸浓度下滤液成分对比(g/L)
从实验后的铅阳极泥成分可知,加入硅氟酸后铅阳极泥含铅较未加酸时降到更低的水平,这说明加入硅氟酸有利于铅阳极泥中的铅进入到溶液中,这是因为铅阳极泥中铅与硅氟酸发生了如下化学反应:Pb2++H2SiF6=PbSiF6+H2+。
从滤液成分来看,虽然加入硅氟酸后将铅阳极泥中的铅更多的浸出到溶液中,但是与此同时铅阳极泥中的锑也被大量浸出到溶液中,由于滤液是要返回到电解槽电解,锑含量过高将会增加电解液的杂质含量,导致析出铅片锑含量升高,影响铅锭质量。因此,认为在进行兑水时不能加入硅氟酸。
实际生产中,采用二次洗水兑铅阳极泥,洗水中本身就含有一定的硅氟酸,但是产出的铅阳极泥含铅还是较高,通过对铅阳极泥洗水取样分析发现,二次洗水中的铅离子浓度达到277.45g/L,兑入的洗水中的本身铅离子浓度太高导致铅阳极泥中的铅进入溶液困难,因此产出的铅阳极泥含铅较高,故在实际生产中要定期兑入生产水以降低溶液本身铅离子浓度,从而降低铅阳极泥含铅。
3 生产试验
通过前面的实验,得出了在1#搅拌桶操作的最佳工艺参数为液固比4~5:1,加热温度40℃,搅拌时间不少于45分钟,并且要定期分析二次洗水成分,补充新的生产水进行搅拌。
根据上述控制条件,在实际生产中进行了为期一个星期的试验,每次兑入一半新生产水和一半二次洗水进行搅拌控制,产出的铅阳极泥成分如表8所示。从表8可知,生产试验效果显著,可以推广。
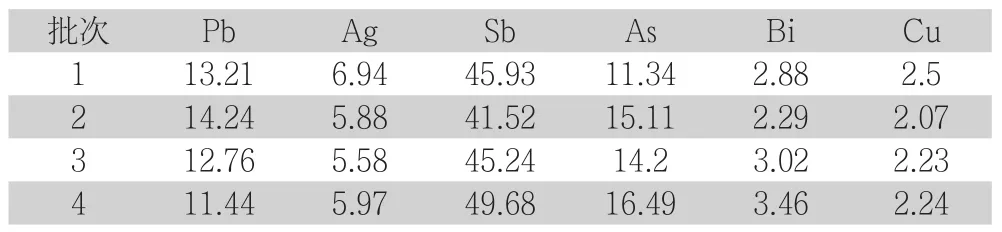
表8 生产试验成品铅阳极泥成分(w/%)
4 结论
通过实验室实验和生产试验得出,在1#搅拌桶控制铅阳极泥含铅的最佳操作参数为加热温度40℃,液固比4~5:1,搅拌时间不少于45分钟,并且要定期取样分析二次洗水成分,定期补入新的生产水稀释溶液中的铅离子浓度,可以将铅阳极泥铅离子浓度稳定控制控制在14%以下。
猜你喜欢
矿产综合利用(2022年3期)2022-07-13
选煤技术(2022年1期)2022-04-19
铀矿冶(2021年4期)2021-11-10
新疆有色金属(2020年6期)2020-12-26
养生阅刊(2020年10期)2020-11-06
科学与财富(2017年28期)2017-10-14
科学与财富(2016年34期)2017-03-23
健康必读(2016年5期)2016-06-25
食品与生活(2016年1期)2016-01-16
山东工业技术(2015年6期)2015-07-27