
螺纹综合测量机对螺纹环规中径的测量及不确定度分析
2020-11-28 13:29姚佳昊
装备维修技术 2020年15期
姚佳昊
摘要:本文叙述了利用IAC螺纹综合测量机来测量螺纹环规中径,并对测量结果进行了不确定度分析。
关键词:螺纹测量机;不确定度
Abstract: in this paper, IAC thread synthetic measuring machine was used to measure the middle diameter of thread ring gauge, and the uncertainty analysis was carried out on the measurement results.
Key words: thread measuring machine; The uncertainty
引言
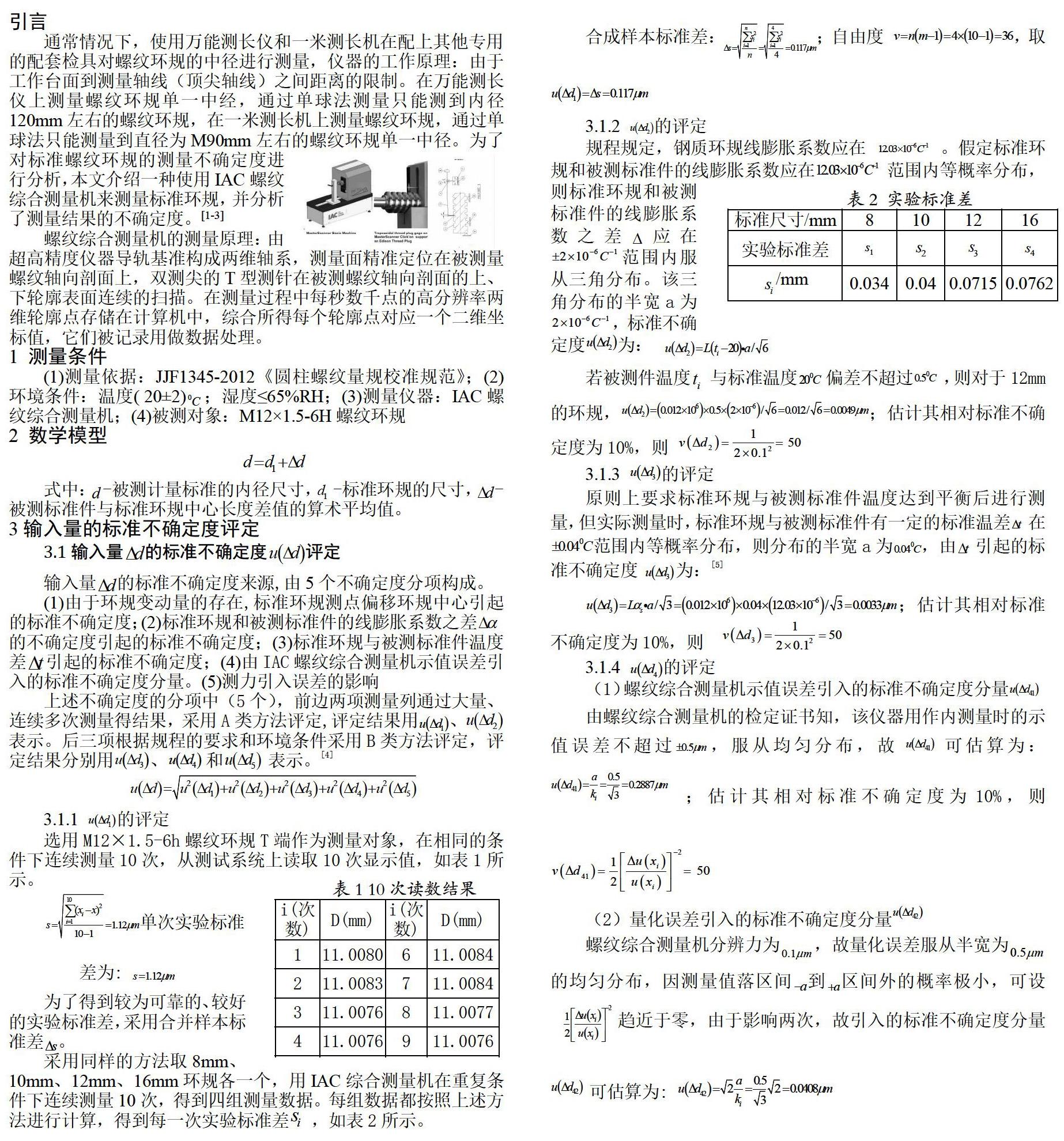
通常情况下,使用万能测长仪和一米测长机在配上其他专用的配套检具对螺纹环规的中径进行测量,仪器的工作原理:由于工作台面到测量轴线(顶尖轴线)之间距离的限制。在万能测长仪上测量螺纹环规单一中经,通过单球法测量只能测到内径120mm左右的螺纹环规,在一米测长机上测量螺纹环规,通过单球法只能测量到直径为M90mm左右的螺纹环规单一中径。为了对标准螺纹环规的测量不确定度进行分析,本文介绍一种使用IAC螺纹综合测量机来测量标准环规,并分析了测量结果的不确定度。[1-3]
螺纹综合测量机的测量原理:由超高精度仪器导轨基准构成两维轴系,测量面精准定位在被测量螺纹轴向剖面上,双测尖的T型测针在被测螺纹轴向剖面的上、下轮廓表面连续的扫描。在测量过程中每秒数千点的高分辨率两维轮廓点存储在计算机中,综合所得每个轮廓点对应一个二维坐标值,它们被记录用做数据处理。
1 测量条件
(1)测量依据:JJF1345-2012《圆柱螺纹量规校准规范》
(2)环境条件:温度( 20±2) ;湿度≤65%RH
(3)测量仪器:IAC螺纹综合测量机
(4)被测对象:M12×1.5-6H螺纹环规
2 数学模型
3输入量的标准不确定度评定
3.1输入量 的标准不确定度 评定
输入量 的标准不确定度来源,由5个不确定度分项构成。
(1)由于环规变动量的存在,标准环规测点偏移环规中心引起的标准不确定度;
(2)标准环规和被测标准件的线膨胀系数之差 的不确定度引起的标准不确定度;
(3)标准环规与被测标准件温度差 引起的标准不确定度;
(4)由IAC螺纹综合测量机示值误差引入的标准不确定度分量。
(5)测力引入误差的影响
上述不确定度的分项中(5个),前边两项测量列通过大量、连续多次测量得结果,采用A类方法评定,评定结果用 、 表示。后三项根据规程的要求和环境条件采用B类方法评定,评定结果分别用 、 和 表示。[4]
3.1.1 的评定
选用M12×1.5-6h螺纹环规T端作为测量对象,在相同的条件下连续测量10次,从测试系统上读取10次显示值,如表1所示。
单次实验标准差为:
为了得到较为可靠的、较好的实验标准差,采用合并样本标准差 。
采用同样的方法取8mm、10mm、12mm、16mm环规各一个,用IAC综合测量机在重复条件下连续测量10次,得到四组测量数据。每组数据都按照上述方法进行计算,得到每一次实验标准差 ,如表2所示。
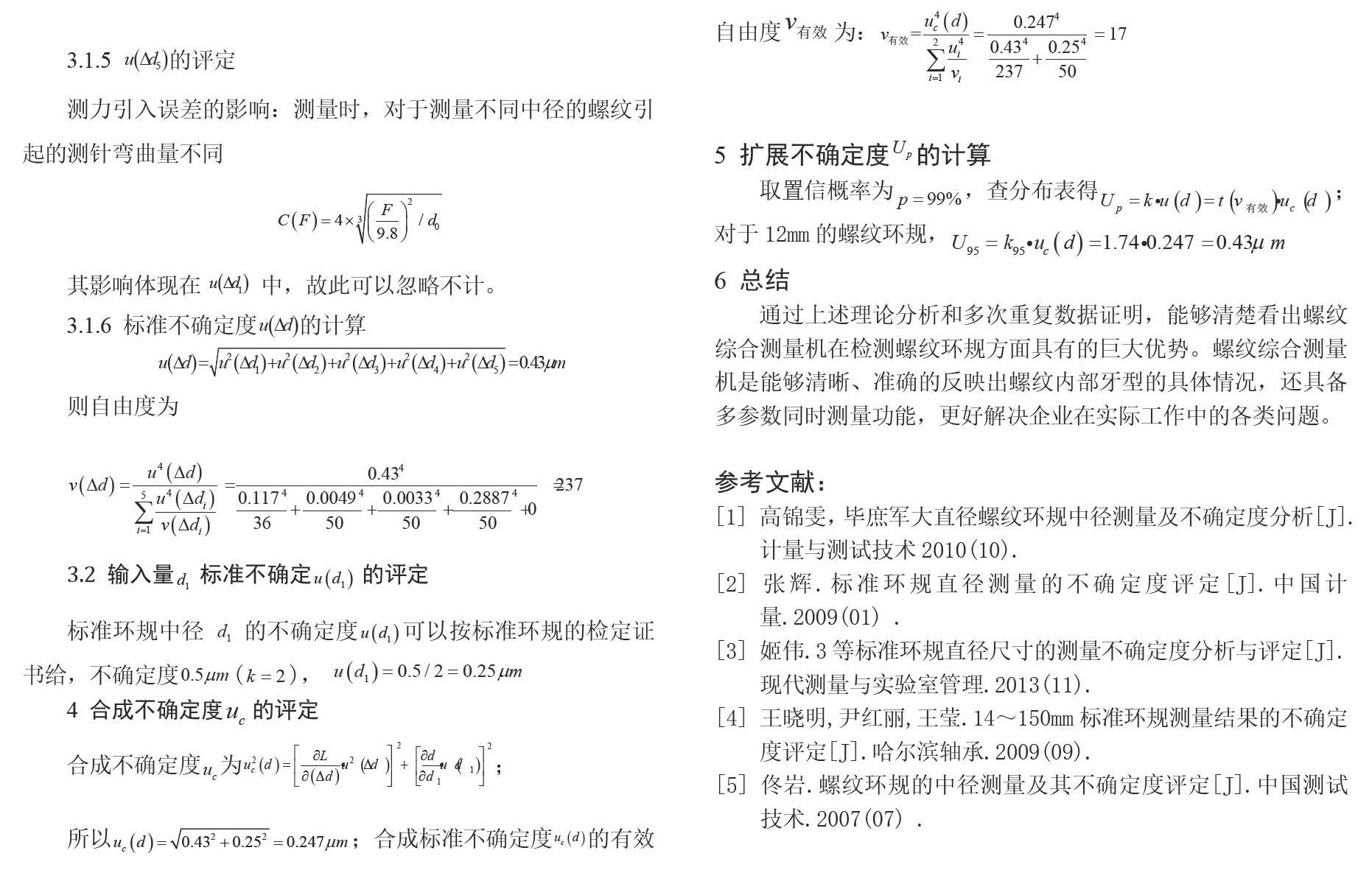
6 总结
通过上述理论分析和多次重复数据证明,能够清楚看出螺纹综合测量机在檢测螺纹环规方面具有的巨大优势。螺纹综合测量机是能够清晰、准确的反映出螺纹内部牙型的具体情况,还具备多参数同时测量功能,更好解决企业在实际工作中的各类问题。
参考文献:
[1] 高锦雯,毕庶军大直径螺纹环规中径测量及不确定度分析[J].计量与测试技术2010(10).
[2] 张辉.标准环规直径测量的不确定度评定[J].中国计量.2009(01) .
[3] 姬伟.3等标准环规直径尺寸的测量不确定度分析与评定[J].现代测量与实验室管理.2013(11).
[4] 王晓明,尹红丽,王莹.14~150mm标准环规测量结果的不确定度评定[J].哈尔滨轴承.2009(09).
[5] 佟岩.螺纹环规的中径测量及其不确定度评定[J].中国测试技术.2007(07) .
猜你喜欢
数码设计(2020年3期)2020-08-21
数学学习与研究(2018年14期)2018-10-29
科学与财富(2018年18期)2018-08-09
军事文摘·科学少年(2017年4期)2017-06-20
环球市场信息导报(2017年6期)2017-06-15
军事文摘·科学少年(2017年2期)2017-04-26
电脑知识与技术(2016年7期)2016-05-19
少儿科学周刊·儿童版(2016年1期)2016-03-14
少儿科学周刊·儿童版(2016年1期)2016-03-14
中学数学杂志(初中版)(2014年1期)2014-02-28
