
酸轧机组自动化控制系统功能要点与控制策略
2020-11-30 08:38龚小良
中国新技术新产品 2020年17期
龚小良
摘 要:酸轧机组在炼钢生产中应用较为广泛,其自动化运行控制精度对产品的质量性能参数具有一定的影响,因此如何提升设备自动化水平并提高控制精度,对提高轧钢产品质量具有重要的现实意义。该文首先分析了酸轧机组的自动化运行工艺流程,并有针对性地提出了酸轧机组自动控制系统中的主要被控目标,并提出了控制策略实现和优化提升的解决方案,以期为我国轧钢自动化领域的高质量发展提供一些有价值的参考借鉴。
关键词:酸轧机组;自动化;控制系统;控制策略
中图分类号:TG334.9 文献标志码:A
0 引言
近年来,为了更好的适应冷轧板材市场激烈的竞争需求,很多钢铁企业都对设备进行了优化升级,这也促进了自动化控制技术在轧钢领域更加广泛的应用,高响应度和高精度的自动控制系统用于酸轧机组后,能够有效提高生产效率和产品质量,提高了钢材成材率,对提高企业经济效益发挥着积极作用。
1 酸轧机组自动运行工艺流程分析
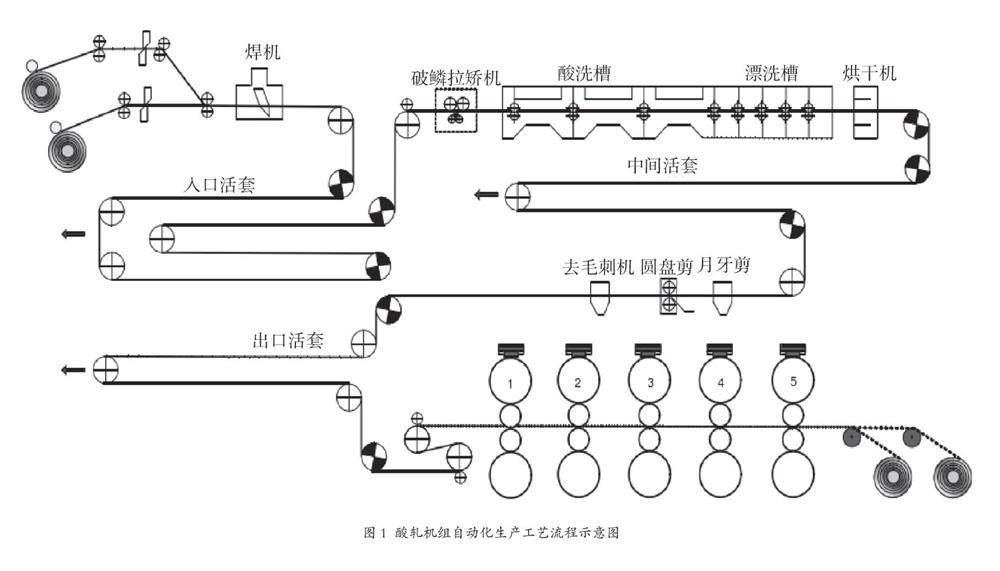
酸轧机组自动运行工艺流程首先要进行酸洗段开卷、校直、焊接、酸洗、漂洗和切边,然后进入张力辊、纠偏单元后,进入轧机,然后在飞剪处进行焊接作业,最后完成第一卷带钢的轧制工序,与此同时,下一卷需要进行轧制的带钢前端插入卷取机芯轴,实现每卷带钢地连续轧制工作[1]。在上述的工序流程中,自动控制系统需要控制钢带穿带、轧制、甩尾和卸卷整个加工过程,并依据预先编制完成的控制策略,对轧钢的推进速度、轧制压力和张力进行精确控制,从而确保机组安全稳定的实现连续运行生产,上述机组生产工艺流程如图1所示。
2 酸轧机组自动化系统主要控制策略分析
2.1 轧制速度控制策略
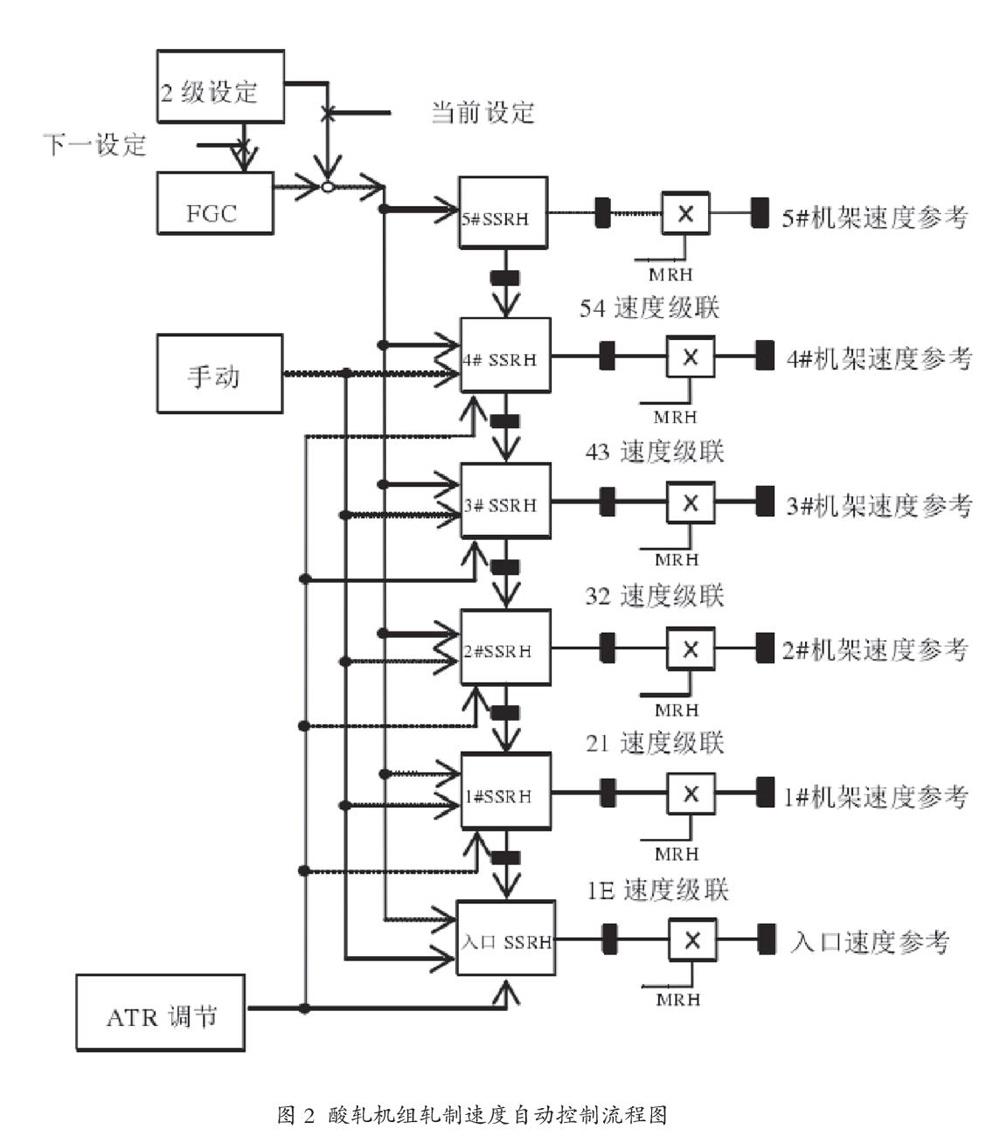
轧制速度控制是酸轧机组自动化系统中的主要内容,其功能包括根据原材料钢种特性、带钢外形尺寸和厚度等参数,计算出机组运行的轧制速度,并根据计算结果给机组内各个轧机分配限速度,然后将各个线速度折算成轧辊的角速度并发送给机组的主驱动电机控制器,驱动电机控制器根据收到的转速信号实现机组轧辊的调速,利用完善的速度控制策略,能够提升酸轧机组材料的适应性,对不同材质和尺寸的钢种都能进行高效精确的生产加工,轧制速度自动调节逻辑流程如图2所示[2]。
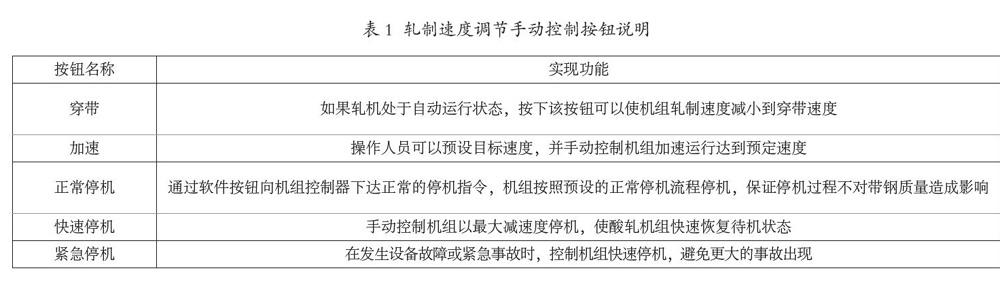
除轧制速度自动调节功能以外,控制系统还需要具备手动速度控制功能,操作台软件需要具备以下的按钮功能,以 此来实现酸轧机组速度调节功能,功能按钮说明见表1。
2.2 自动减速控制策略
在酸轧机组轧制运行时,如果需要对带钢进行剪切或对缺陷区域进行修复时,控制系统需要进行减速运行控制,减速运行控制周期与轧辊初始运行速度密切相关,减速斜率设置应根据当前轧辊的运行速度计算并设置,当减速控制完成时,需要有提示燈进行反馈。在减速控制运行过程中,系统将屏蔽加速控制按钮,但手动停机功能依然有效[3]。
2.3 钢卷上料自动控制实现策略
酸轧钢卷上料入口是通过上下线分别上卷来保持酸轧线的连续轧制,上下线钢卷小车所有的传感器、编码器都挂在一个子站上,DP线走线复杂,接口也多。当其中一段或一个网络接口有问题时,就会造成整个子站掉站,影响整个生产线。而且查找网络故障需要对所有线路和编码器进行排查,处理故障需要大量的时间,严重影响了生产节奏。把子站下挂的所有编码器、位移传感器通过OBT连接,当网络故障时,只会影响这个OBT而不会影响这段网络,不会造成整条生产线停机。并且通过观察那个OBT报错,可以对这个OBT下挂的编码器进行详细检查,不需要对整个子站的所有编码器进行排查,减少了处理网络问题的时间。把子站下挂的编码器通过OBT进行分流下挂,使网络更加稳定,提高了处理网络故障的效率。
3 基于PLC的酸轧机组自动化系统设计
PLC是可编程逻辑控制器(Program Logic Control)的缩写,广泛应用于工业自动化控制领域,酸轧机组的自动化设计可以以PLC为核心控制器,配合HMI界面完成系统的自动化运行与监控功能。以德国倍福CX系列PLC控制器为例,其具有灵活的I/O板卡配置,可以根据机组的实际特点选配开关量、模拟量和各种总线通信模块,PLC控制器开发软件采用TwinCAT软件,该软件集成了多个通用函数块,可以进行精确地伺服运动控制,非常适用于酸轧机组自动化系统设计,软件模块从简单的逻辑例如and、add和or函数,到复杂的gmc(通用运动控制)函数,均能实现,编辑程序可以采用基于逻辑文本的ST语言和可视化逻辑梯形图等多种编程语言,通过软件编译器进行代码优化,最终生成可执行代码下载布置到PLC中运行。此外,CX系列PLC集成了嵌入式人机界面开发环境,可以安装WinCE等嵌入式操作系统,支持数据显示、图形按钮和简单的数据库功能,酸轧机组人机界面的图形界面应包括过程数据、状态跟踪、故障报警、历史查询等功能,便于操作人员实时监控。
4 结语
综上所述,酸轧机组的自动控制系统功能主要包括轧制速度的控制、自动减速控制、钢卷上料控制以及张力控制等部分。在设计自动化系统时,应该严格根据酸轧机组的运行工艺流程制定控制策略,可以利用高可靠性和高精度的PLC作为系统的核心控制器,并利用工业现场总线将控制系统组成一体化网络,实现酸轧机组的自动化运行,以此来提高轧钢企业的生产效率。
参考文献
[1]刘东.酸轧机组联机活套张力控制研究与改进[J].中国冶金,2013,23(9):41.
[2]王国栋.中国钢铁轧制技术的进步与发展趋势[J].钢铁,2014,49(7):23.
[3]师玲萍.基于自动化生产过程中PLC控制系统的设计[J].电子设计工程,2016,24(19):113-116.
猜你喜欢
山东冶金(2019年3期)2019-07-10
消费导刊(2018年10期)2018-08-20
通信电源技术(2016年1期)2016-04-16
电测与仪表(2016年20期)2016-04-11
