
陶瓷粉体连续辊压成型研究
2020-12-17 03:26徐春雷
佛山陶瓷 2020年11期
徐春雷

摘 要:针对陶瓷粉体连续辊压成型技术,本文分析了连续辊压成型结构组成及原理,讨论了粉体在辊压过程中的流动与变形,研究了粉体辊压成型得以进行的咬入必要条件及保证粉体对咬入压制区的连续供给条件。开发的小型陶瓷连续辊压成型机压制出砖坯经烧制表明该技术比传统陶瓷压制成型技术优势较显著。
关键词:陶瓷粉体;辊压;成型
1 引 言
目前陶瓷大板及岩板在陶瓷行业异常火热,使得陶瓷大板的成型设备越来受到关注,由于辊压成型机与传统压机相比具有加工制造方便、使用寿命长、生产过程稳定可靠、成型速度快、表面装饰容易、坯体致密度高、分布均匀、成型精度高、节能45%以上、扬尘少、设备结构简单、便于维护等优点。不仅如此,辊压成型机更易于生产大规格或超大规格瓷砖、薄板砖或超薄砖,这是传统模压成型无法比拟的。
目前陶瓷连续辊压成型设备有意大利萨克米Continua+系列压机及科达Extenller1600大板辊压成型系统。[1]辊压成型是对陶瓷压制成型工艺的重大突破,必将催生国内陶企对陶瓷砖辊压成型的技术探索与创新。
2 连续辊压成型结构组成及原理
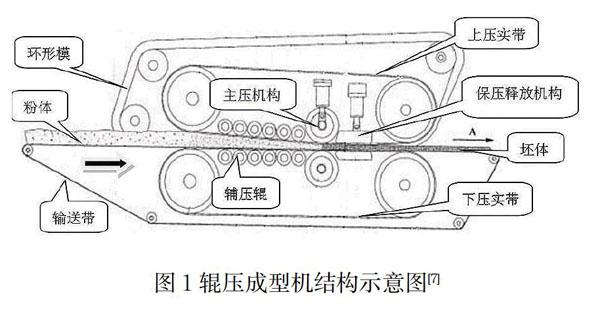
连续辊压成型包含输送带、环形模、主压辊、辅压辊、保压释放机构、上下压实带。(图1)输送带将厚度均匀的粉体沿A方向输送,[7]其中压实段由上压实带和下压实带组成,上下压实带相互配合将陶瓷粉体压实成陶瓷带材,使得该陶瓷粉体带材通过设置在上下压实带之间的传送带,并沿着平行于下压实带的前进方向向前输送,上、下压实带分别卷绕在一对辊上,主动辊由马达驱动。[7]为保证粉体向前推动的粉体层在宽度方向上具有几乎恒定的厚度,以确保在出口处向前推进的压实层可能具有均匀表观密度,需要在压实段的上游设置侧向环形模,这些环形模通常包括一对平行边,该平行边固定在输送面上的固定位置。[7]成型过程中,陶瓷粉体带材首先通过一个粉体咬入压制区,在粉体咬入压制区中,首先施加的压力从从小逐渐增大,粉体在渐变挤压过程中将粉体中空气排出,从而对粉体进行有效渐变挤压,粉体的厚度逐渐减小,逐渐将粉体压实形成具有一定强度坯体,再通过一个位于粉体咬入压制区的坯体保压释放区,通过坯体保压释放区可通过对上述已压制好坯体保压压制,以进一步增强坯体的密度均匀性及力学性能,然后通过逐渐减小施加的压力,使已经压实坯体可控回弹延展,避免或减少裂缝或裂纹的形成。随后,对坯体边缘进行修整,并把坯体切割成需要的规格大小,根據需要进行表面装饰,然后送入窑炉进行烧制形成瓷砖。也可将已经装饰好的粉体带材通过辊压成型机压制成坯体,切割好的坯体被送入窑炉进行烧制形成瓷砖。
3 粉体在辊压过程中的流动与变形
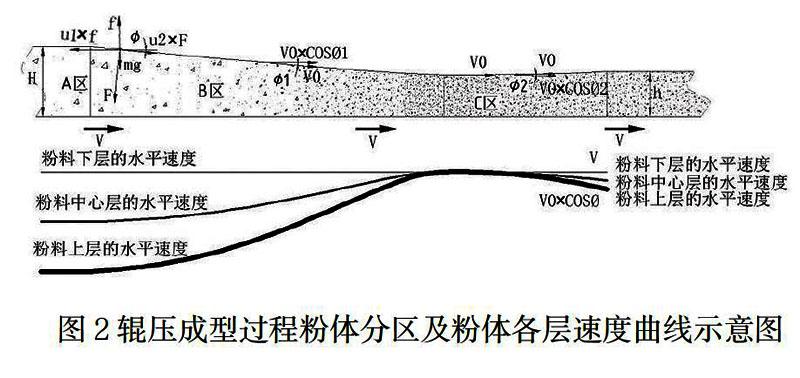
粉体在辊压成型时,上、下压实带在驱动机构作用下连续转动,由于摩擦力作用,粉体被送入上、下压实带的缝隙中,被连续转动的上、下压实带连续挤压,并在辅压辊、主压辊及保压释放机构的作用下,将粉体压实形成坯体。上、下压实带间的粉体压实过程可划分为三个区域(图2):
A区-粉体修平装饰区:粉体在输送带或下压实带的转送下,依靠粉体间的摩擦力,向既定方向运动,该过程中可将粉体修平,以保证粉体压制均匀,并且可在其上、下表面进行装饰。
B区-粉体咬入压制区:粉体受下压实带送入两压实带间的缝隙,(上、下压实带的速度一样即V=V0)缝隙越来越窄;上压实带与下压实带呈一定的夹角Ф1,Ф1>0且Ф1逐渐减小,图2表明粉体上中下两水平方向的移动速度不一,下层粉体的水平方向的移动速度V大于皮带沿水平方向速度分量V0×COSФ1,陶瓷粉体在咬入压实区由靠近下压实带沿运行方向进行挤压,粉体层之间有相对滑动,产生内摩擦,粉体在上压实带的摩擦力和内摩擦力作用下向下并向前移动;同时将粉体间的气体沿皮带运行方向的反方向排出。随着粉体不断向前移动,受到的压力也逐渐增大,粉体内的空隙逐步减小,颗粒间形成了一定的联接,粉体开始被压缩。粉体在压制压力下被压紧,颗粒发生了显著的变形甚至碎裂,颗粒接触面积显著增大,孔隙率显著减小,颗粒间的联接强度显著提高,从而形成具有一定强度的坯体。
C区-坯体保压释放区:辊压成型的坯体受到保压释放机构的作用,且坯体上、中、下层水平速度相等,坯体内部无相对运动,对坯体进行保压,使压力能够传递到坯体一定深度,使坯体致密度更加均匀,增强坯体的强度及韧性。坯体经过保压后,沿皮带运行方向坯体受到的压力不断减小,坯体发生回弹,坯体厚度增加,与坯体接触的上压实带与下压实带呈一定的夹角Ф2,Ф2逐渐增加。图2表明粉体水平方向的移动速度V大于皮带沿水平方向速度分量V0×COSФ1,坯体受到拉应力而被延展,坯体受到的拉应力与Ф2呈正相关的关系,在此过程中需要严格控制上压实带与下压实带夹角Ф2的变化,使坯体的强度大于坯体所受的拉应力。加之坯体所受的压力在逐渐减小,坯体因内压力释放而膨胀。通过控制坯体的延展与坯体膨胀之间的关系,从而避免坯体产生裂纹或层裂,以保证坯体的完整性。
4 咬入条件
粉体辊压成型得以进行的必要条件是粉体能被稳定的送入上、下压实带的缝隙中。辊压成型中,下压实带输送粉体进入咬入压制区属于强制供给,贴近下压实带处粉体基本上处于相对下压实带静止状态,而由于上压实带倾斜,粉体的速度发生变化,与皮带接触面速度变化最大,在咬入区内贴近上压实带曲面上取一微小粉体单元(图2),该体积单元所受到的力有:
粉体单元的自重(mg);
辊压成型辊对粉体单元的压力(F);
下层粉体对该单元的支撑力(f);
周围粉体对该粉体单元体积的作用合力可视为摩擦力(μ1×f);
粉体单元与压实带表面之间的摩擦力(μ2×F);
咬入的驱动力,使得粉体由粉体修平装饰区进入咬入压制区的力,粉体单元水平方向的合力:
μ2×F×cos(Ф)-μ1×f-F×sin(Ф) (1)
[[6]它是粉体被咬入(即进入辊缝)的驱动力。该力有三种可能的情况,讨论如下:小于零,表明该粉体单元会相对上压实带向后滑移,在接口处会堆积粉体,表明上压实带的倾角过大,会破坏上表面装饰效果。等于零,表明粉单元水平方向不会相对移动。大于零,表明该粉体单元会相对上压实带向前滑移,粉体向前挤压。粉体在咬入点理想状态为相对上压实带不会移动,即:
咬入点粉体水平方向的合力为零。得:
μ2×F×cos(Ф)-μ1×f-F×sin(Ф)=0 (2)
由于压制过程可以近视为匀速得:
mg+F×cos(Ф)+μ2×F×sin(Ф)=f (3)
由于压制过程中,辊压成型辊对粉体的径向压力(F)与下层粉体对该单元的支撑力(f)均远大于粉体单元的自重(mg),故可以将粉体单元的自重(mg)忽略不计,经推导简化得 :
其中:μ1为粉体与压实带之间滑动的摩擦因数,μ2为粉体之间的摩擦因数。由式(4)相等时得到的角度Ф称为咬入角,由式(4)可以看出:上压实带的倾斜角只与粉体与压实带之间滑动的摩擦因数和粉体之间的摩擦因数有关,式(4)就是是咬入的基本条件。
当粉体单元所处的位置满足式(4)时,能被压实带咬入,并与输送带一起向前移动,此时已进入粉体压制区。
5 连续辊压成型的条件
前面提到的粉体咬入条件,保证了粉体能被稳定的送入上、下压实带之间的缝隙中,与咬入区以外的粉体能否进入咬入压制区没有关系。[6]但要实现连续辊压成型,还必须保证粉体对咬入压制区的连续供给。[6]设辊压断面尺寸为板状的型坯,板坯的厚度、宽度和密度分别为h、b和ρ2,板坯的成型速度为V2;同时,粉体修平装饰区不断有粉体进入,咬入压制区的入口矩形截面长、宽各为H、B,此处粉体的密度和向前速度分别为ρ1和V1。[6]在连续辊压条件下,单位时间进入咬入压制区的粉体的质量数应当等于出坯质量数(图2):
H×B×ρ1×V1=h×b×ρ2×V2 (5)
定义:
咬入厚度,两辊压成型对应于咬入角处的间隙宽度(H)。
压制系数,辊压成型变形前咬入厚度与辊压成型板坯的厚度之比。压制系数相当于前面的压缩比:ε=H/h 延伸系数,板坯辊压成型出坯速度与粉体进入咬入区的速度之比:λ= V2/V1
压实系数,板坯的密度与进入咬入区的粉体的密度之比:Z=ρ2/ρ1
实际辊压成型时,由于受到环形模的限制,板坯的宽展几乎没有,可认为B≈b。由于进料速度与成型总速度均等于上、下压实带的总速度,故而V2=V1。故式(5)可改写为:
H/h= ρ2/ρ1 (6)
利用上面新引入的概念,連续辊压成型条件又可简化为:
ε=Z (7)
由上式可得h=(ρ1×H)/ρ2,而的最大值是一定的。
因此,连续辊压条件为坯体入口粉体高度H值应在((ρ2min×h)/ρ1,(ρ2max×h)/ρ1)之间,其中表示压实后坯体可形成的最大密度,表示压实后坯体可形成的最小密度。否则坯体会出现开裂或强度、密度不够而无法连续压制成型所需要的坯体。
6 结 论
经过本人设计研发的小型辊压机连续压制出砖坯,并经切割成小砖后烧制成功,连续辊压成型工艺的稳定,压制工位少,噪音小,且无扬尘,功率小,结构简单等,能够满足连续生产的要求,且经过连续辊压成型压制烧成的瓷砖比传统压制成型的瓷砖有更低的吸水率、更高的破坏强度及断裂模数、表面光泽度更好(图3)(图4)。
参考文献
[1] 李邵勇.曹飞.梁飞峰.Extenller1600大板辊压成型系统的结构创新和工作原理[J].佛山陶瓷.2019(5)23-27.
[2] 黄培云.粉体冶金原理.冶金工业出版社.1997年1月
[3] 刘军.佘正国.粉体冶金与陶瓷成型技术[M].化学工业出版社.2005.
[4] 于世超.李辉.丁松雄.郭捷.王斌.王锦.两种不同工艺制备陶瓷砖坯体粉体的物理性能[J].西安建筑科技大学材料与矿资学院.2013.32(5):961-961.
[5] 王周福.粉体工程[M].武汉科技大学.2006.
[6] 吴成义.张丽英.[M]粉体成型力学原理.冶金工业出版社.2003.
[7] 萨克米伊莫拉机械合作社.200510129630.X.中文专利全文数据库.2005.
[8] 萨克米伊莫拉机械合作社.201280049528.7.中文专利全文数据库.2012.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
现代交通与冶金材料(2022年4期)2022-08-04
汽车世界·车辆工程技术(下)(2020年5期)2020-11-06
三峡大学学报(自然科学版)(2018年3期)2018-05-22
制造技术与机床(2017年5期)2018-01-19
三峡大学学报(自然科学版)(2017年1期)2017-03-20
中国塑料(2016年11期)2016-04-16
中国卫生标准管理(2015年24期)2016-01-14
中国塑料(2015年12期)2015-10-16
中国塑料(2015年5期)2015-10-14
