
碳九树脂加氢催化剂性能研究
2020-12-23 03:13张先茂吴阳春夏大寒
石油化工应用 2020年11期
张先茂,吴阳春,王 泽,夏大寒,周 正
(武汉科林精细化工有限公司,湖北武汉 430223)
碳九树脂是一种浅黄色至暗褐色的玻璃态热塑性固体,相对分子质量一般为300~3 000,软化点在80 ℃~140 ℃。由于合成碳九树脂的原料组成复杂且树脂生产技术相对落后,使得碳九树脂中含有较多的烯烃、芳环及硫、氯等杂质,影响树脂的色度、稳定性以及与其他树脂的相容性,限制了其应用范围[1-3]。目前对碳九树脂的改性主要采用加氢精制的方法,通过加氢将树脂中的双键和苯环加氢饱和,同时脱除树脂中的硫、氯等杂质,改善树脂的色泽和光热稳定性,提高产品质量,使其在橡胶、油墨、路标漆等行业的应用得到更广泛的应用[4,5]。
本文采用两段加氢工艺对碳九树脂进行加氢处理,一段加氢用于脱除树脂中的硫、氯杂质并饱和部分烯烃,二段加氢对树脂进行脱色,加氢饱和树脂中的烯烃及芳环。加氢后的产品溴价小于1.0 gBr/100g,总硫小于1.0 mg/kg,色度小于1,软化点下降10.8 ℃。
1 实验部分
1.1 催化剂及原料
催化剂为武汉科林精细化工有限公司的W235 系列催化剂,两段加氢均使用镍系催化剂,经400 ℃还原后使用。所用碳九树脂来自独山子天利实业总公司,硫含量265 mg/kg,溴值14.7 gBr/100g,软化点130.2 ℃,色度8 号。
1.2 加氢工艺流程
加氢工艺流程(见图1):将碳九树脂溶于D40 溶剂油中,树脂质量浓度为20 %,氢气与树脂液混合后,进入一段加氢反应器中,加氢脱硫并饱和部分烯烃;然后进入二段反应器中,加氢饱和树脂中的烯烃及芳环;经过气液分离后收集树脂液,再经过减压蒸馏除去D40 溶剂,即可得到无色透明碳九树脂。
2 结果与讨论
2.1 一段加氢反应温度的影响

图1 碳九树脂加氢工艺流程图

图2 反应温度对一段加氢的影响
提高反应温度有利于碳九树脂加氢脱硫及烯烃饱和,但过高的反应温度会导致树脂发生分子链断裂,造成加氢树脂软化点过度下降,树脂收率降低。在压力14 MPa、氢油比600、空速1.0 h-1的条件下考查了反应温度对一段加氢反应的影响,结果(见图2)。从图2 可以看出在240 ℃时产物的硫为0.87 mg/kg,软化点降低6.1 ℃,继续提高反应温度产物的硫含量略有下降,但软化点下降趋势明显。一段加氢主要目的是对树脂进行脱硫,以避免二段加氢催化剂因硫中毒而失活,催化剂在240 ℃时即可将树脂中的硫脱至0.87 mg/kg,满足二段加氢反应对硫含量的要求,且继续提高反应温度会造成树脂软化点明显下降,因此一段反应温度初期选择240 ℃即可。
2.2 一段加氢反应压力的影响
碳九树脂一段加氢是分子反应,提高反应压力有利于反应平衡向加氢产物方向移动,正向反应速率增大,此外反应压力的提高可消除反应物料在催化剂上外扩散的影响,减缓催化剂的结焦速率,有利于催化剂的长周期运行,但反应压力增大,相应的设备投资及操作费用也会增加[6],因此碳九树脂加氢应在合理的压力范围进行。在温度240 ℃、氢油比600、空速1.0 h-1的条件下反应压力对一段加氢的影响(见图3)。
从图3 可以看出,随反应压力的提高,树脂产品的软化点也随之下降,但下降趋势缓慢,产物的硫含量也随压力的提高而下降,且在压力超过14 MPa 后下降趋势明显放缓,综合考虑催化剂性能及投资费用,反应压力在14 MPa 较为适宜。
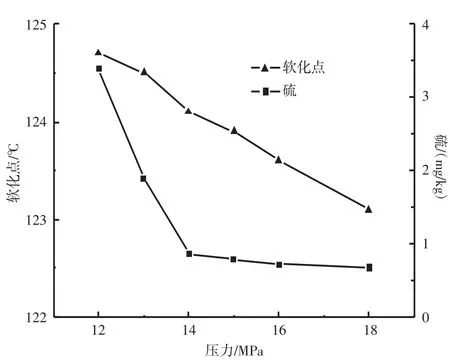
图3 反应压力对一段加氢的影响
2.3 一段加氢反应空速的影响
空速越低,树脂液在催化剂床层停留的时间越长,有利于出口产物质量提高。但实际生产中,空速降低则意味着装置产能下降,将直接影响装置盈利能力,因此需要在适宜的空速下进行反应。在温度240 ℃、压力14 MPa、氢油比600 的条件下研究了空速对一段加氢反应的影响,结果(见图4)。结果表明空速降低,树脂液加氢深度提高,表现为出口产物硫含量及软化点下降,空速升高出口产物硫含量及软化点则呈上升趋势。当空速低于1.0 h-1时产物的软化点下降趋势增大,硫含量平稳下降,当空速大于1.0 h-1时产物硫含量上升趋势增大,软化点上升趋势在空速大于1.2 h-1后也趋于平稳,因此一段加氢合理的反应空速在1.0 h-1左右。

图4 反应空速对一段加氢的影响
2.4 二段加氢反应温度的影响
以一段加氢产物为原料,在压力14 MPa、氢油比600、空速0.7 h-1的条件下研究了反应温度对二段加氢的影响,结果(见表1)。从表1 中可看出反应温度在240 ℃~270 ℃,出口产物溴价在0.5 gBr/100g 左右,硫在0.3 mg/kg 左右,完全达到加氢树脂质量标准。但出口产物的软化点则随着反应温度的提高而逐渐下降,色号则随反应温度的提高而逐渐变小,以加氢树脂色号小于1 为标准,二段加氢的反应温度应在260 ℃左右,树脂软化点降低4.7 ℃。

表1 不同温度下产品质量分析
3 结论
(1)一段加氢催化剂在压力14 MPa、温度240 ℃、氢油比600、空速1.0 h-1的条件下,可将树脂中的硫脱至小于1.0 mg/kg,并饱和部分烯烃,加氢后树脂软化点降低6.1 ℃。
(2)二段加氢催化剂在压力14 MPa、温度260 ℃、氢油比600、空速0.7 h-1的条件下,对树脂进行脱色,加氢饱和树脂中的烯烃及芳环,加氢后的产品溴价小于1.0 gBr/100g,总硫小于1.0 mg/kg,色度小于1,软化点下降4.7 ℃。
猜你喜欢
炼油与化工(2022年4期)2022-10-10
昆钢科技(2022年2期)2022-07-08
中国农业科学(2022年12期)2022-06-28
科学家(2022年4期)2022-05-10
缔客世界(2020年10期)2020-04-10
科学与财富(2017年33期)2017-12-19
商情(2017年37期)2017-11-11
汽车科技(2017年4期)2017-08-08
中国新技术新产品(2017年3期)2017-03-07
