
基于SYSWELD的X80管线钢焊接接头温度场的数值模拟
2020-12-23 02:16田万鹏
机械工程师 2020年12期
田万鹏
(湖南汽车工程职业学院,湖南 株洲412000)
0 引 言
焊接温度场是影响焊接质量的因素之一,能为焊接冶金分析、残余应力、应变分析等提供参考依据[1-4]。X80管线钢被大量应用在西气东输工程、中俄东线工程等,对整个工程的正常运行起着尤为重要的作用,探索焊接接头温度场的分布对优化焊接工艺,保证焊接质量具有重要意义。现阶段关于X80管线钢数值模拟主要集中在厚度为10 mm的板材上,对于在实际工程中的应用具有较大局限性[5-7]。因此,本文采用SYSWELD软件对于实际工程厚度为20 mm的X80管线钢进行数值模拟,这样能为改善焊接接头质量提供理论依据,还能为生产实际提供参考数据。
1 试验材料与数学建模
1.1 试验材料
X80管线钢为2块,规格为150 mm×80 mm×20 mm,坡口形状为V形,焊接方法为埋弧焊,焊道数量为3道。具体工艺参数如表1所示。

表1 焊接工艺参数
1.2 数学建模
1.2.1 非线性瞬态热传导控制方程
焊接温度场分布呈非线性式分布,温度场的任意一点的瞬时温度T(x,y,z)满足以下方程:

式中:ρ为密度;c为比热;λ为导热系数;Q1,2为内热源;T表示温度;t为焊接时间。
1.2.2 边界条件
焊接过程是一个剧烈的热交换过程,这样就需在施加外载荷之前要对板材设定边界条件。整个焊接过程热损失以热辐射和热对流为主,由于SYSWELD软件只能设定热对流系数,因此可通过增大热对流系数模拟热辐射的效果。另外,由于试验材料和传热的对称性,模型的对称面要取绝热边界[8-9],其可表示为

1.2.3 双椭球热源模型
双椭球热原模型前后两部分分别是由两个不同的1/4椭球构成的,其满足以下方程:

式中:q为热通量;x、y、z分别为相对于热源中心沿X、Y、Z方向的距离;Q12为双椭球热源前后部分能量的最大值;a12、b、c为双椭球的几何形状参数。
2 数值分析
2.1 焊接试件网格划分
焊接过程温度急剧变化,因此网格的划分将对计算和分析的结果产生直接的影响[10-11]。由于焊缝区温度梯度大,而且应力应变变化复杂,为了保证数值计算的精度,本文对焊接接头区域采取精细的网格划分,在远离焊缝的母材部分采用较粗的网格。焊接模型及网格划分如图1所示。
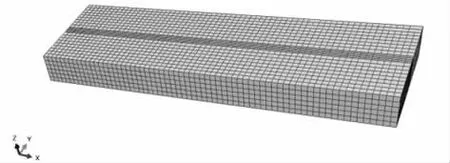
图1 网格划分
2.2 焊接试件热物理性能参数选择
由于焊接过程温度变化大,在数值分析过程中需考虑管线钢的非线性特征,即考虑材料的温度相关性[12-14]。表2给出了主要的热物理参数及力学参数随温度变化的值。
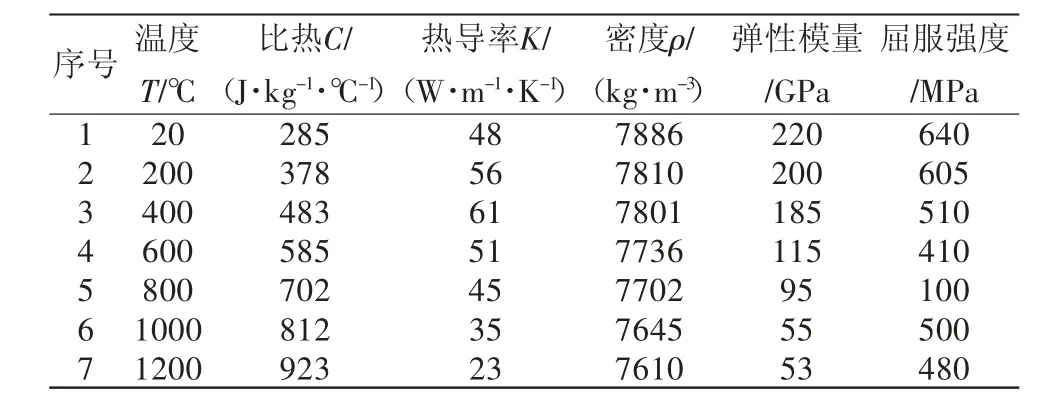
表2 X80钢性能参数
3 结果及分析
3.1 焊接温度场仿真
通过与试验结果的对比,表明焊接温度场模拟的正确性。为了方便观察和分析,每层焊接的时间大致为10 s。因为焊层间温度要保持在80~200 ℃以下,这样,每层焊接结束需要冷却90 s,总焊接时长为300 s。为了观察焊接温度场的分布情况,取不同时刻的焊接温度场云图,如图2所示。主要观察X80管线钢处于熔融状态时的温度场分布。图2为第1、3层焊接时依次取10、50、100、180、260 s的温度场云图。由图2可知,随着热源的移动,热源周围温度急剧升高,随后,温度又快速下降。在焊接的初始阶段,熔池处于非稳态,随着焊接过程的进行,熔池又趋于准稳态。从模拟结果来看,熔池形状与双椭球热源模型高度吻合,这也进一步验证了温度场模拟的正确性。从云图能看出焊件的峰值温度在1319~1409 ℃,随着时间的推移,焊接热影响区任意一点的温度变化规律基本一致,未焊接的母材温度变化不明显。这能为优化焊接工艺、提高焊接质量提供参考依据,有助于了解焊缝缺陷的机理。
3.2 模拟焊接热循环曲线

图2 不同时刻温度场云图
通过SYSWELD的后处理方式,能生成各变量随温度变化的曲线,从焊接接头位置取4个节点对参数进行处理,获得温度随时间变化的曲线,如图3所示。当热源未达到所取节点时,该点温度较低,当热源移动到该位置时,温度急剧升高,短时间达到最大值。随着时间推移,热源移开时温度又快速降低,但能明显看出的是上升速率快于下降速率。从图3(b)能看出,焊接热循环曲线有3 个峰值,大小呈递减趋势,这是由于焊层之间的影响所导致,总体来看,第1层焊影响最大,当焊缝进入准稳态时,各点的热循环曲线基本重合。
选取焊缝中心的4个节点进行分析,获得焊接热循环曲线。从图4可以看出,由于上一层焊的预热作用,导致节点(0.005,0.016,0.2)的峰值温度大于其他3点的峰值温度;初始时间段曲线基本处于水平是由于热源未移动到该点所致,温度基本维持在120 ℃。
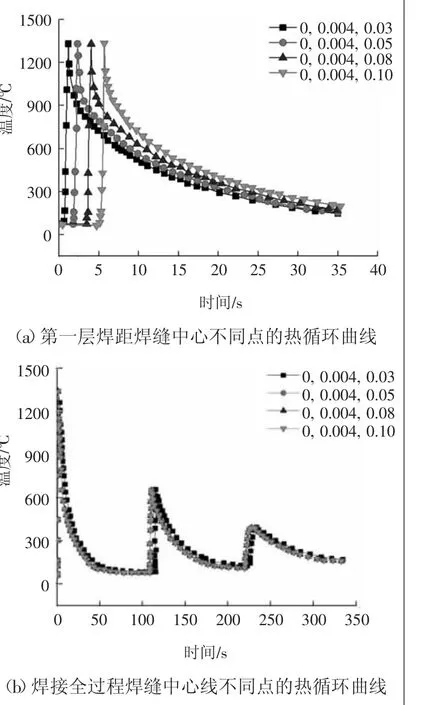
图3 焊接热循环曲线
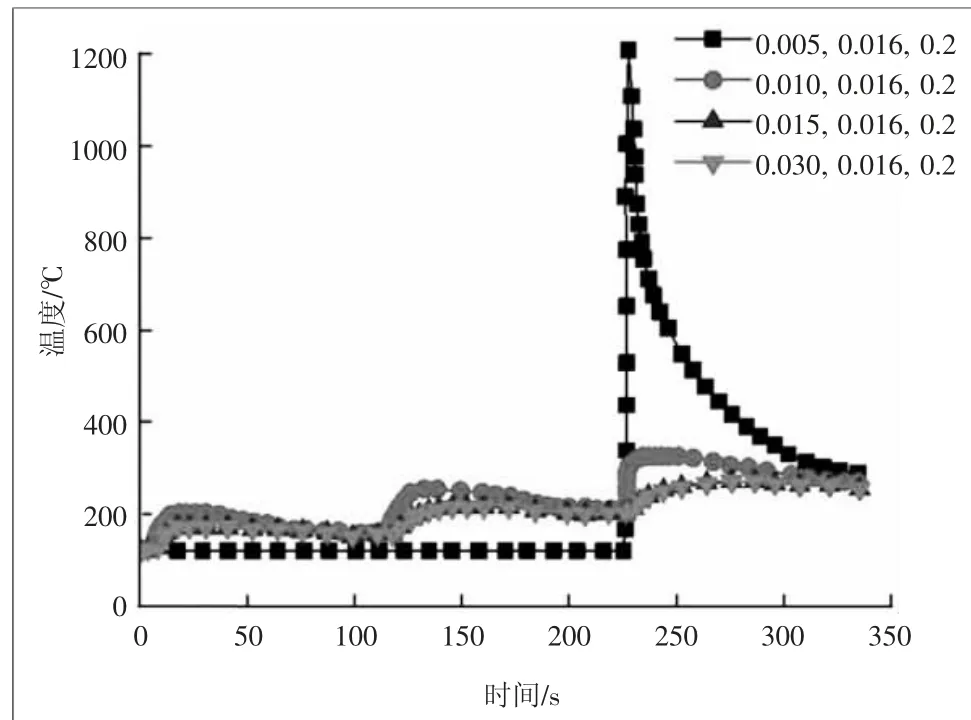
图4 距焊缝中心距离不同节点热循环曲线
4 结 论
本文选择与焊接实际情况相符的双椭球热源模型,通过对比得知,模拟结果与试验结果高度一致。通过SYSWELD对热源进行移动加载,获得了焊接接头的温度场分布情况及焊接热循环曲线,与实际情况基本吻合。数值模拟表明,使用SYSWELD模拟焊接接头温度场的分布情况是可行的,这为本课题探究焊缝开裂机理、进行焊接接头残余应力、应变的计算及焊接组织结构分析提供坚实理论依据,对提高焊接质量具有参考价值。
猜你喜欢
导航定位学报(2022年2期)2022-04-11
智能制造(2021年4期)2021-11-04
有色金属(矿山部分)(2021年4期)2021-08-30
煤气与热力(2021年3期)2021-06-09
装备制造技术(2020年2期)2020-12-14
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25
制造技术与机床(2017年9期)2017-11-27
北京航空航天大学学报(2017年3期)2017-11-23
电子制作(2017年19期)2017-02-02
中国塑料(2016年10期)2016-06-27
