超音速电弧喷涂制备Fe基非晶涂层的成分结构及磨损性能研究
2020-12-25 11:29吝亚军孔林婷石惠君
中国新技术新产品 2020年19期
杨 超 吝亚军 孔林婷 陈 丹 石惠君 靳 楠
(1.青海黄河上游水电开发有限责任公司光伏产业技术分公司,青海 西宁 810007;2.西安医学院,陕西 西安 710021)
0 引言
非晶态合金是一种非晶态的均匀单相,材料原子分布不存在固定点阵结构,也不存在晶界、位错等晶体缺陷,由于原子随机分布在连续的固态材料涂层中,具有显著的耐磨性,因此有效地避免了因磨损问题带来材料的快速失效。采用超音速电弧喷涂技术可以获得大面积的非晶合金涂层,拓展了非晶合金的工程应用。目前,在该类铁基合金非晶涂层领域,美国Liquidmetal Technologies(液态金属科技)有限公司的Armacor系列产品技术优势明显,并在国内外航天、国防、石油、电厂和造纸工业等领域获得成功应用[1]。在ARMACOR系列非晶合金材料显示出优异的服役性能并取得广泛应用的同时,国内众多行业对相关技术产品需求明显,但又受制于其技术和成本壁垒难以全面应用。对此,为深入了解该类非晶合金喷涂材料,探索实现其优异性能兼具低成本喷涂沉积工艺方法,该文在众多喷涂设备中选用具有高热源加热集中度和高喷涂粒子飞行速度的超音速电弧喷涂技术,在与国内首家研发并推出超音速电弧喷涂多系列设备的西安同力金属表面处理有限公司合作的基础上,采用Armacor MTM产品作为喷涂丝材,试图探明其成分构成及整体合金化特点,为开发自有非晶合金喷涂材料及拓展其大规模国内应用提供基础和依据。
1 实验材料、设备和方法
1.1 实验材料
该次实验包括基体材料、超音速电弧喷涂粉芯丝材、FeCrAl丝材。
首先,基体材料中所有的试样都选用的尺寸规格为φ40 mm×4.5 mm的304L不锈钢圆片,并经过油污、喷砂粗化处理。表1是基体材料的化学成分表。
其次,喷涂芯粉丝材选用市售的Armacor MTM粉芯丝材,尺寸规格φ2.0 mm。
1.2 实验设备
1.2.1 喷涂设备
涂层的制备采用西安同力金属表面处理有限公司研制的TLAS-400型号的高性能超音速电弧喷涂设备,该设备由电源控制柜、送丝机和喷枪3个部分组成。电源控制柜输出电压范围为30 V~48 V。送丝机的送丝速度的反馈值为电流值,电流可调范围为0 A~500 A。
1.2.2 清洗设备
清洗仪器为西安理工大学磁控溅射实验室的超声波清洗机,清洗液为丙酮,清洗时间设定15 min。
1.3 制备非晶涂层的工艺参数
在超音速电弧喷涂实验中,影响涂层综合性能的因素比较多[2],例如,喷涂距离D、喷涂电流I、喷涂电压U、涂层厚度d等因素。该次试验中的空气压力控制为0.7 MPa,喷涂电压V设置为30 V,涂层厚度控制为0.2 mm~0.5 mm,喷涂距离分别设置为150 mm、300 mm,喷涂电流分别设置为100 A、150 A、200 A。
表2中实验组Armacor MTM非晶涂层试样依次编号为#1、#2、#3、#4、#5、#6,对照组FeCrAl涂层试样依次编号为#7、#8、#9、#10、#11、#12,涂层的编号依次对应喷涂工艺参数喷涂距离D、喷涂电流I。表2是实验组和对照组喷涂材料的工艺参数表。
2 实验结果与分析
2.1 Armacor MTM粉芯丝材和涂层的成分分析
该文在JSM-6700F场发射型扫描电子显微镜中利用能谱分析实验组Armacor MTM粉芯丝材的粉芯、外皮、丝材整体及涂层的总体成分。各部分成分比例见表3。
由表3可知:Armacor MTM粉芯丝材的外皮和芯部成分差异较大,其都具有Fe、Si元素且含量接近外,其外皮特含有Cr,而Mn主要存在芯部,这说明粉芯丝材其外皮部分具有良好的塑性、韧性,可防止该丝材在送丝机装置传送时发生弯折而断裂。同时,丝材整体各元素含量介于外皮和芯粉含量之间,其丝材整体中Fe含量高于其涂层的总体含量,而Cr、Mn成分却较低于涂层总体成分,Si含量保持不变。这说明在喷涂过程中温度比较高,被雾化的粒子表面可能急速发生严重氧化而消耗大量的Fe含量,使Si元素不易被氧化,所以在空气压缩机的作用下粒子从喷枪射出后,轰击在基体材料表面时发生溅射,使粒子表面氧化物损失,从而使Fe含量在涂层中下降,而Cr、Mn比例有所上升。
2.2 非晶涂层物相组成分析
采用日本电子株会社(JEOL)生产的XRD-7000型X射线衍射仪对制备的Armacor MTM涂层进行物相分析。通过分析涂层的XRD图谱,如图4、图5所示,证明利用超音速电弧喷涂制备的Armacor MTM涂层中是否含有非晶相成分。同时,通过比较各参数下制备的涂层,选出最易制备非晶涂层的工艺参数。
由图4可知:该条件制备的涂层在衍射角2θ=40°~50°都出现较为宽化的漫散峰,表明该涂层中含有非晶相。在宽化的漫散峰衍射角2θ=44.673°处为明显的晶相衍射峰,即在涂层中还存在少量晶相,由此说明该涂层非晶相的含量并非100%。
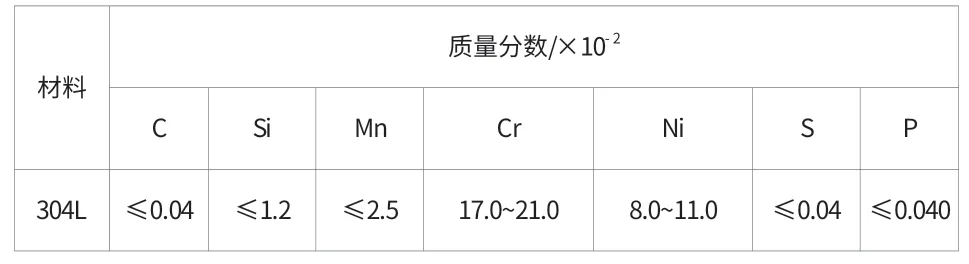
表1 304L不锈钢圆片的化学成分
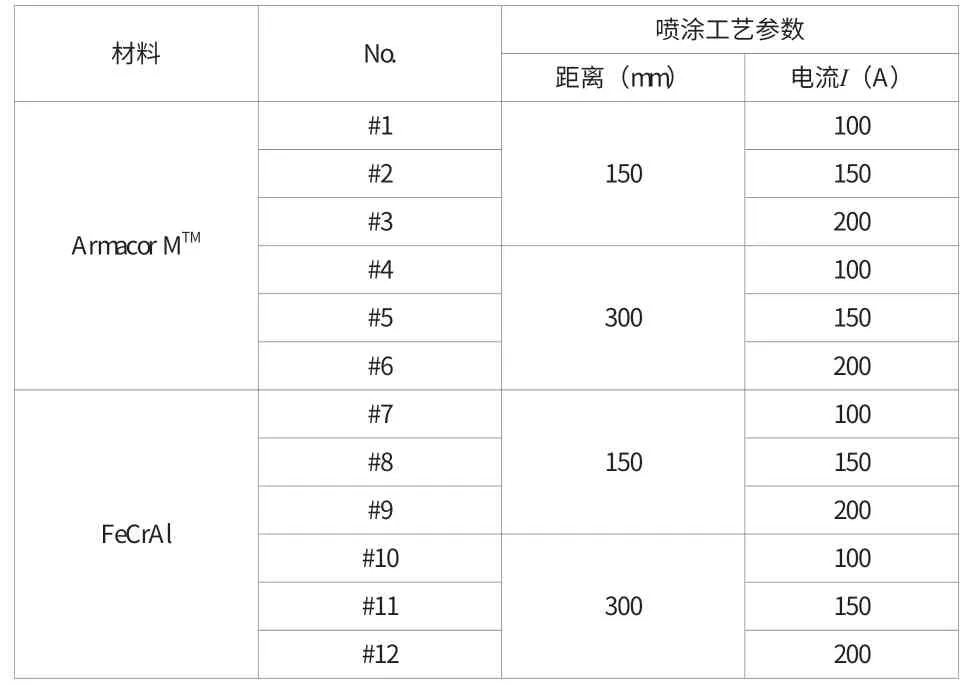
表2 实验组和对照组喷涂材料的工艺参数
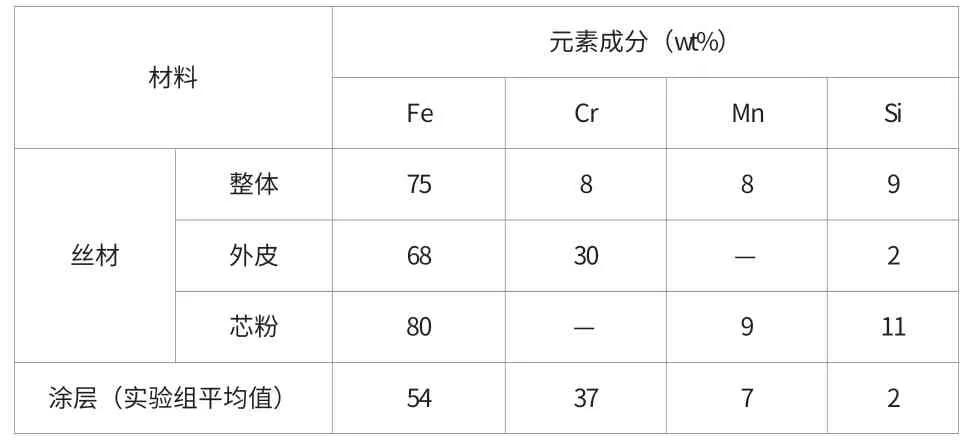
表3 Armacor MTM粉芯丝材及其涂层的成分
从图5中可看出,该条件下制备的涂层也出现了较为宽化的漫散峰,证明了涂层中非晶相的存在。由物相标定可知,在衍射角2θ=44.673°出现了α-Fe相的(110)面衍射峰,在衍射角2θ=65.021°出现了α-Fe相的(200)面衍射峰,即表现为晶相衍射峰。所以综合图4、图5可知该条件下制备的涂层是由非晶相和少量晶相组成的。
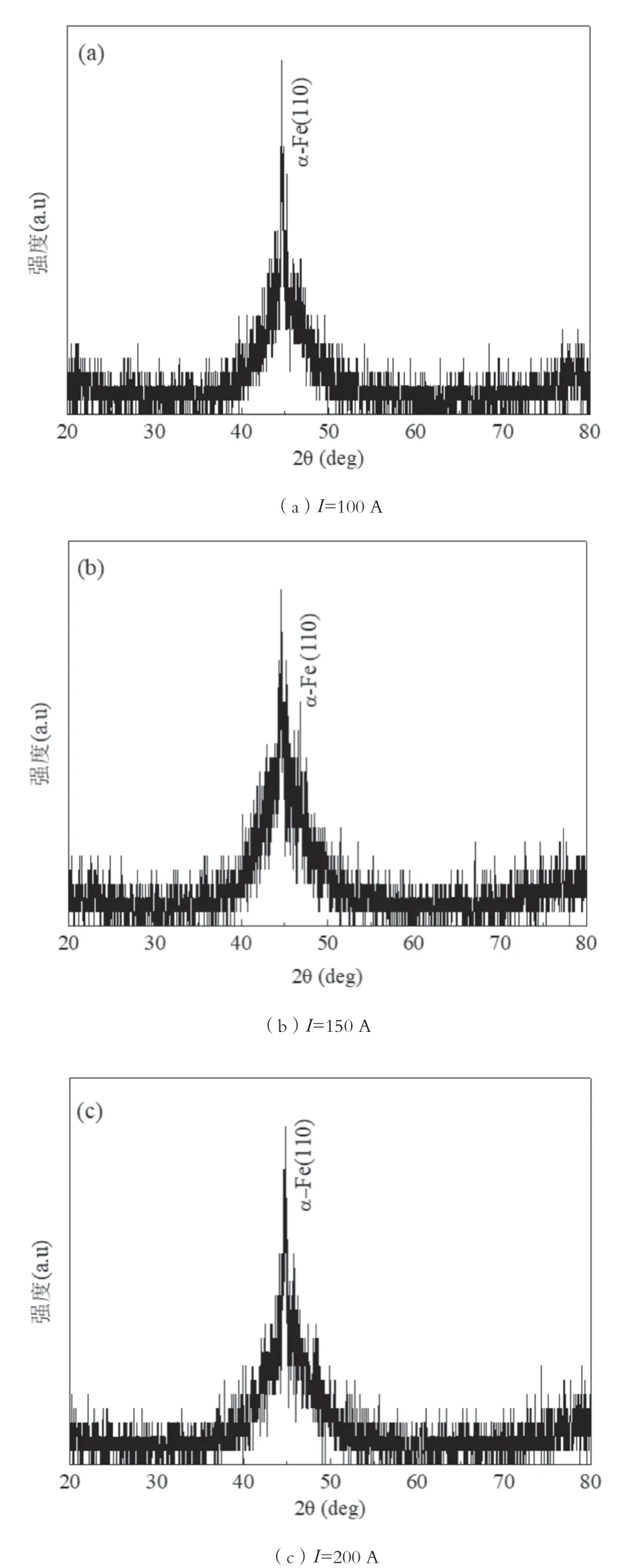
图4 D=150 mm,不同喷涂电流条件下非晶涂层的XRD图谱
即使根据图4、图5可以知道制备的涂层是由晶相和非晶相组成,但并不能明显地看出各喷涂参数制备涂层的非晶化程度,所以通过比较衍射峰的半高宽来实现。与非晶衍射峰的半高宽相对应的是非晶的短程有序范围rs,根据谢乐公式:
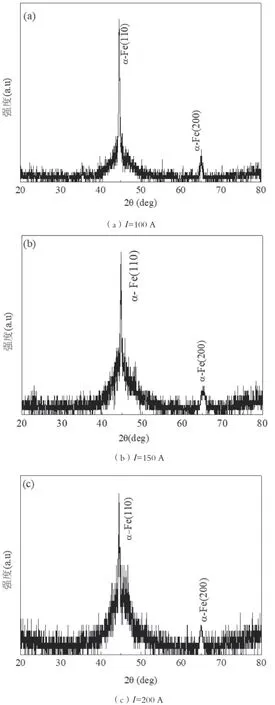
图5 喷涂距离D=300 mm,不同喷涂电流条件下非晶涂层的XRD图谱
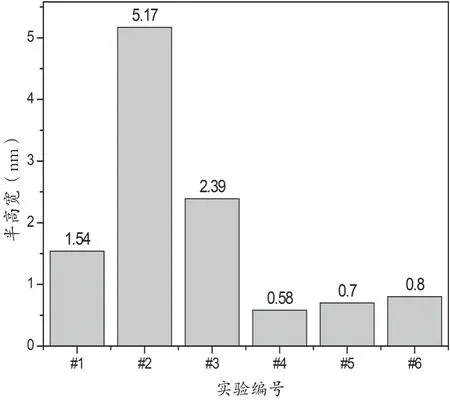
图6 各喷涂工艺参数的涂层XRD衍射峰的半高宽

式中:L为相干散射区尺度,可看作与rs相当;β为衍射峰的半高宽,即衍射峰的半高宽与晶粒大小成反比[3]。
所以半高宽越大,晶粒尺寸越小。晶粒尺寸小说明结晶度(材料中晶相所占的质量分数)差,即涂层非晶化的程度较明显,因此衍射峰的半高宽与非晶化成正向关系,所以可以根据衍射峰的半高宽来达到比较涂层的非晶化程度的目的。
从图4和图5中还可观察到XRD图谱的噪声较大,给测量半高宽带来了困难,因此首先对XRD图谱进行“光滑”处理,然后绘制如图6所示的各喷涂工艺参数的XRD衍射峰的半高宽。
从图6可以看出,#2号试样的衍射半高宽值最大,所以对于Armacor MTM粉芯丝材,通过超音速电弧喷涂技术制备非晶涂层,在喷涂参数D=150 mm,I=150 A条件下制备的涂层的非晶化程度更高。
2.3 非晶涂层的表面形貌分析
超音速电弧喷涂是将Armacor MTM粉芯丝材在电源电弧作用下加热至熔融状态或半熔融状态时,通过压缩空气和拉伐尔喷嘴的共同作用,使熔融状态或半熔融状态的粒子雾化并加速到超音速状态,当被雾化的粒子撞击到基体材料时,由于撞击力度大使粒子发生剧烈变形,从而形成了一层薄的、圆饼状的涂层。随着喷涂过程持续不断地进行,被雾化的粒子液滴源源不断地撞击基体材料并相互搭接、覆盖、堆积从而形成比较均匀的非晶涂层。
图7、图8是喷涂距离分别为D=150 mm、300 mm,不同喷涂电流I=100 A、150 A、200 A条件下制备的非晶涂层的SEM图像。从图7、图8中可以看出,利用超音速电弧喷涂设备制备的Armacor MTM非晶涂层并不像磁控溅射技术制备的薄膜那样,宏观表面是光滑、平整的。该非晶涂层宏观表面不平整、有一定粗糙度,且它是由薄薄的像圆饼状的颗粒,经过一次又一次的搭接和覆盖而形成的涂层。同时表面上有少量且大小不一的孔隙和突起颗粒。
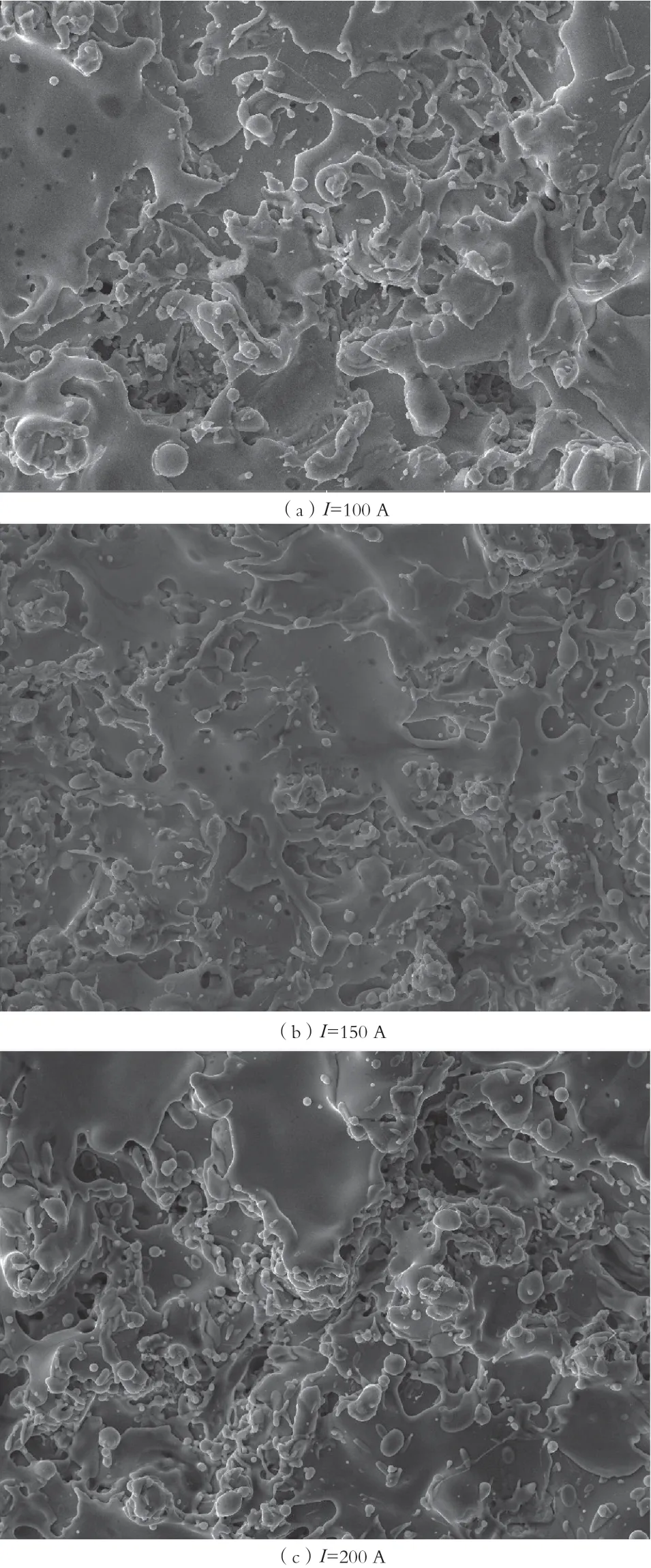
图7 D=150 mm,不同喷涂电流条件下非晶涂层的SEM图像(高压:30 kV、放大倍数1.00 kx、景深11.5 mm)
由图7可知,图7(b)涂层表面的熔融液滴变形最为充分,像一层薄纸一样,颗粒间搭接紧密性和粒子撞击基体后铺展的均匀程度均为最佳,并且未充分变形形成的突起颗粒量少、尺寸小,说明喷涂颗粒受热充分、熔化完全。由图7(a)可知:当喷涂电流<150 A时,由于喷涂粒子没有充分变成熔融的液滴,所以在非晶涂层上不能充分变形,会形成大量的凹凸不平的颗粒。当喷涂电流>150 A时,由于被雾化后的喷涂粒子撞击在基体上温度下降比较慢,粒子内部存在的空气破裂使涂层出现较多的孔隙。
由图8可知,图8(b)中,涂层表面有许多突起颗粒。当喷涂电流I增大时,突起颗粒减少但是颗粒间的搭接紧密程度与铺展均匀程度都变差,使非晶涂层的粗糙度越来越大,宏观表现为非晶涂层的厚度不均匀、表面不平整,涂层中含有一些孔隙,这是形成空隙的主要原因。还有就是当喷涂粒子相互搭接堆积,喷涂粒子冷却下来时,由于热胀冷缩现象使喷涂粒子的体积缩小而形成孔隙。同时,在喷涂过程中,也有很大原因是空气存在熔融的液滴中,当非晶涂层冷却至室温时形成缩孔。
从图7、图8综合可知:在喷涂距离D=150 mm、喷涂电流I=150 A条件下制备的非晶涂层,颗粒变形充分,颗粒间的搭接最为紧密,覆盖铺展均匀,极少出现突起颗粒。
3 结论
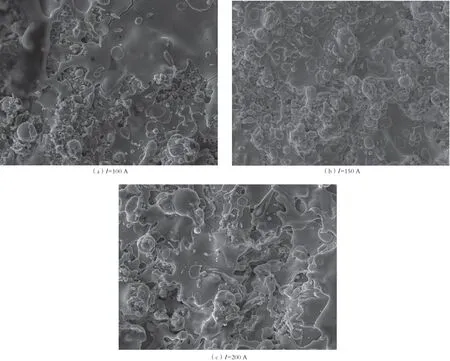
图8 D=300 mm,不同喷涂电流条件下非晶涂层的SEM图像(高压:30 kV、放大倍数1.00 kx、景深11.5 mm)
首先,芯粉和金属外皮成分比例有所差异,丝材整体成分比例介于芯粉/金属外皮之间,其中Cr元素主要存在于外皮中,可防止粉芯丝材在传送过程中发生弯折而断裂。
其次,在不同工艺参数下,非晶涂层均出现具有非晶特征的XRD衍射α-Fe相的宽化峰,其中D=150 mm,I=150 A的非晶含量最高。
最后,超音速电弧喷涂制备Armacor MTM非晶涂层的最佳工艺参数为:喷涂距离D=150 mm,喷涂电流I=150 A。
猜你喜欢
合成树脂及塑料(2022年2期)2022-04-08
热喷涂技术(2022年3期)2022-02-07
军民两用技术与产品(2021年10期)2021-03-16
南昌大学学报(工科版)(2020年4期)2020-03-09
学与玩(2019年7期)2019-10-28
军事文摘(2018年24期)2018-12-26
数学物理学报(2018年4期)2018-09-14
小雪花·成长指南(2017年6期)2017-07-03
创新作文(1-2年级)(2016年7期)2016-05-14
民用飞机设计与研究(2015年3期)2015-12-07