偏心零件车削受力及ansys变形分析
2020-12-28 15:39李松林周万煜杨季坤罗新涛
中国电气工程学报 2020年19期
李松林 周万煜 杨季坤 罗新涛


摘要:本文以汽轮机飞环为典型零件,对其粗加工去应力后的车削情况进行了分析,计算了其受力情况,并通过ansys对其变形量进行了分析和验证,确定了合理的切削参数,对选取类似偏心零件的合理车削参数提供了借鉴和参考。
关键字:偏心 车削 ansys
1.概述
飞环是与汽轮机转子相连的安全部件,在转子超速时通过偏心力飞出,撞击杠杆,使危急遮断器泄油,关闭阀门使汽轮机停机,保护汽轮机。因其重要的作用和功能,加工时对其质量,偏心,静平衡等均有较高要求。在本文中以飞环为典型零件对其车削受力情况进行了分析和研究,以模拟实际加工的变形情况,选取合理的加工参数,防止零件加工变形,保证质量。
飞环车削受力变形分析与研究
2.1.飞环零件结构分析
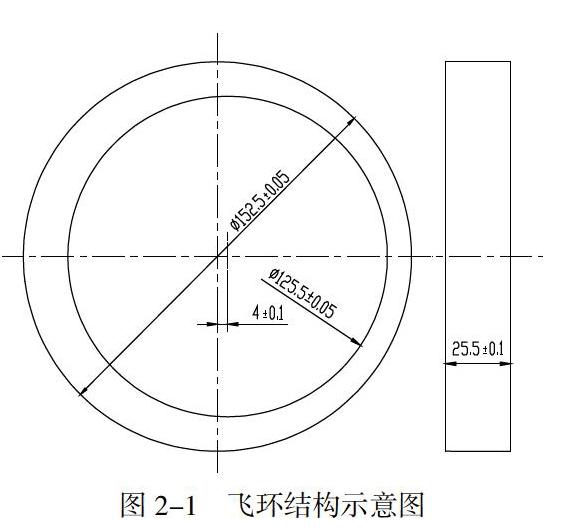
从飞环的零件结构(图2-1飞环结构示意图)可以看出,飞环属于薄壁类回转零件,最薄处内、外圆壁厚仅9.5mm厚,加工易变形,因此需要选择合理的切削参数以防止变形。
目前,该零件的加工方式是多件下料,在车铣复合中心一次性装夹完成所有特征加工后切断,磨准总长。
零件车削外圆时回转中心需与零件外圆中心相重合,而零件重心不在外圆的回转中心,因此零件车削时会产生离心力的附加作用。
车铣复合中心,兼有铣削和车削功能,但是从综合对比来看,选择车削更为合适。
车削 相对较高 平稳 综合较大(因为零件高速旋转下有较大偏心力作用),可控制在合理范围
铣削 相对偏低 有冲击 相对较小
2.2.车削受力分析
为了研究分析飞环的车削受力情况,我们制定了以下流程:
2.2.1.偏心离心力计算
根据图2-1的飞环结构,在无内孔的条件下重心在回转中心,由此可得偏心离心力方程计算如下:
m1*g*a=m2*g*b(m为质量,a飞环重心到中心的距离,b为内孔重心到中心的距离)
其中m=ρ*s*l,密度ρ和厚度l可以消去,得:s1*a=s2*b
s1=π(D*D-d*d)/4,s2=πd*d/4
代入数值最终得:(152.5×152.5-125.5×125.5)×a=125.5×125.5×4
计算得到a=8.39,偏心离心力公式:F=mv^2?a,其中v=πan(n为加工时的转速), 图2-2飞环偏心离心力计算
可得偏心离心力公式为:F=ρ*π(D^2-d^2)*l*π^2*n^2*a/(3600*1000*1000)
代入各项数值得:F=0.0001077*n^2(n单位转/分,偏心离心力力单位N·m)
2.2.2.切削力计算
(1)切削力的产生来源
1)切屑形成过程中弹性变形及塑性变形产生的抗力;
2)是刀具與切屑及工件表面之间的摩擦阻力。
(2)切削力的分解
Fc——切削力(主切削力或切向分力,以前用Fz表示)。它切于加工表面,并与基面垂直。Fc用于计算刀具强度,设计机床零件,确定机床功率等。
Fp——背向力(切深分力或径向分力,以前用Fy表示)。它处于基面内并垂直于进给方向。
Fp用于计算与加工精度有关的工件挠度和刀具、机床零件的强度等。它也是使工件在切削过程中产生振动的主要作用力。
Ff——进给力(轴向分力或走刀分力,以前用Fx表示)。它处于基面内与进给方向相同。Ff用于计算进给功率和设计机床进给机构等。
切削合力与分力的关系如下列公式所示:
F=√(Fc^2 〖+Ff〗^2 〖+Fp〗^2 ),加上离心力 F=√(Fc^2 〖+Ff〗^2 〖+(Fp+F_离)〗^2 )
Fc=C_Fc a_p^xFc f^yFc v^nFc k_Fc Ff=C_Ff a_p^xFf f^yFf v^nFf k_Ff Fp=C_Fp a_p^xFp f^yFp v^nFp k_Fp
查阅切削用量简明手册,不锈钢,硬质合金车刀,得到各系数级指数值如下:
其中最后精车时,切深0.1mm,进给0.1mm/r,v=πdn,由于各项系数均为经验参数,因此可以得到飞环车削时的近似车削力大小,代入得公式如下:
F=√(Fc^2 〖+Ff〗^2 〖+(Fp+F_离 )〗^2 )
=√(〖4541.41n〗^(-0.2) 〖+76173.72n〗^(-0.6) 〖+(946.98n^(-0.4)+0.0001077n^2)〗^2 )
在转速n不同数值时候,可得切削力大小如图(2-4)所示:
从上图并结合计算公式可以看出,在转速较低时,金属切削力为主要作用力,离心力较小,在转速逐渐提高时,离心力明显增加,成为主要作用力,转速n在400r/min~450r/min时,可以得到最小切削力约119N。
2.2.3.ansys变形分析
根据上述计算得到的数据:
1.使用UG建立1:1模型;
2.导入ansys进行变形受力分析,包括网格划分,施加载荷及结果显示;
3.按照实际受力情况施加载荷在最飞环最薄弱的位置,同时因为零件为多件下料,选择与毛坯相连的面为固定面,根据ansys所得实际的变形情况得出结论:
在转速n=450r/min,切深ap=0.1mm,进给速度
f=0.1mm/min时,能有效的控制变形,并能获得较好精加工质量和加工效率,且适当增加转速和切深,重新计算受力,在飞环不变形的情况下,可获得更高的加工效率,增加经济性。
2.2.4.小结
通过对飞环切削条件和受力分析,近似计算出了飞环该状态下的切削受力情况,并应用ansys分析了其变形情况,最终加工出了合格的产品,其对我们选择合理的切削参数,控制薄壁零件的切削变形有积极的作用和意义。
3.结论
(1)经过飞环实际加工受力情况的分析,确定了飞环车削时的合理切削参数;
(2)通过切削力的计算公式可大致确定加工时的切削力大小,对我们选择合理的加工参数有重要的指导意义;
(3)通过UG建模,ansys有限元分析的方式,可以分析零件的薄弱环节,发现零件的不合理结构,并能有效的避免加工报废,防止加工变形,提高产品质量;
(4)此种计算分析模式可用于各种薄壁,弱刚性零件的加工,可有效的优化产品结构,保证产品质量,提高加工效率;对公司“提质增效,精益求精”的生产模式具有良好的推动意义。
参考文献
1.凌桂龙等.ANSYS Workbench 13.0从入门到精通.北京:清华大学出版社,2012.1第一版
2.成大先.机械设计手册.北京:化学工业出版社,2004.1.1第四版
3.艾兴,肖诗纲.切削用量简明手册.北京:机械工业出版社,2003.3.3第三版
4.钟日铭等.UG NX7.5完全自学手册.北京:机械工业出版社
5.翦天聪.汽轮机原理.北京:中国电力出版社,1998第二版
作者简介:李松林,男,1982年11月2日出生,汉,四川省德阳人,工程硕士,高级工程师,毕业于西安交通大学,研究方向:汽轮机机械制造工艺。
猜你喜欢
东坡赤壁诗词(2022年2期)2022-04-15
新教育论坛(2019年27期)2019-09-10
奥秘(2019年1期)2019-03-28
求知导刊(2018年19期)2018-09-07
故事作文·高年级(2018年8期)2018-08-14
故事会(2017年14期)2017-07-25
中学生数理化·八年级物理人教版(2014年1期)2015-01-09
发明与创新·中学生(2014年10期)2014-10-15
中学生数理化·八年级物理人教版(2014年2期)2014-04-02
数理化学习·初中版(2011年9期)2011-11-14