
机械齿轮轴加工工艺与优化研究与发展趋势
2021-01-04 06:19孙波
中国金属通报 2020年13期
孙 波
(江西省核工业地质局二六四大队,江西 赣州 341000)
齿轮轴主要由轴槽、轴肩、齿轮以及环槽所组成,是旋转机械设备的核心部件之一,由于其具有效率高、摩擦力小、阻力小、装备简单方便等优点,被广泛应用与大、中、小型机械中。在整个机械设备运行生产过程中,齿轮轴承担着机械旋转作用,机械设备通过轴承运转来降低机械在运行生产过程中内部产生的摩擦系数[1,2],从而提高机械设备运转速率,从运动元件摩擦的性质来讲,齿轮轴分为滚动齿轮轴与滑动齿轮轴,由于滚动齿轮轴比滑动齿轮轴的启动性能更好,且滑动齿轮轴比滚动齿轮轴的损坏率略高,所以目前大部分机械设备都采用的是滚动齿轮轴。
由于机械齿轮轴加工过程比较复杂,且在加工过程中对工艺精度要求极高,因此机械齿轮轴加工工艺研究一直是国内外学术界必要热门的研究课题,最初国外对于机械齿轮轴的加工主要是利用机械式的加工方法,并在加工过程中运用手动控制实现齿轮轴的加工,而国内对于机械齿轮轴的加工完全是依靠引进或仿制国外先进的机械齿轮轴机床,其加工成本较高。随着科学技术的发展,目前国外已经实现全自动化的机械齿轮轴加工,而国内对于机械齿轮轴加工仍然延续传统工艺,随着机械设备对齿轮轴的强度及性能要求逐渐提高,对械齿轮轴的加工也提高了难度,传统加工工艺已经无法满足齿轮轴加工需求,为此提出机械齿轮轴加工工艺与优化研究与发展趋势,具有良好的社会效益和经济效益。
1 机械齿轮轴加工工艺研究
机械齿轮轴加工过程比较复杂,具体过程如下表所示。
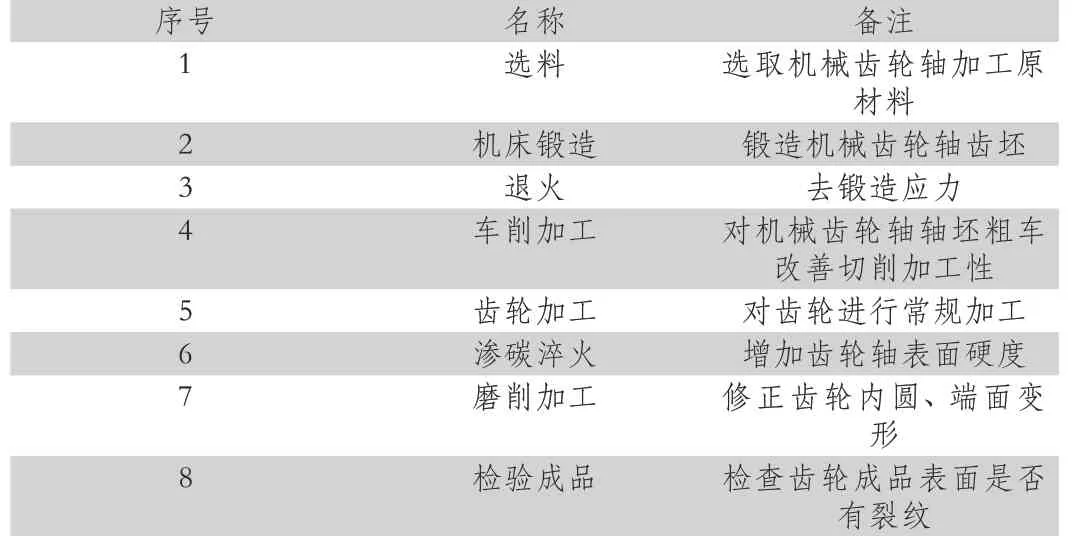
序号 名称 备注1选料 选取机械齿轮轴加工原材料2机床锻造 锻造机械齿轮轴齿坯3退火 去锻造应力4车削加工 对机械齿轮轴轴坯粗车改善切削加工性5齿轮加工 对齿轮进行常规加工6渗碳淬火 增加齿轮轴表面硬度7磨削加工 修正齿轮内圆、端面变形8检验成品 检查齿轮成品表面是否有裂纹
以下将对机械齿轮轴加工工艺进行详细说明。
1.1 机械齿轮轴加工材料选取及锻造
齿轮是由齿轮、环槽、花键、轴肩、凹槽等几何图形组成,在齿轮的加工过程中精度要求很高,加工难度很大,需要跟其他的零部件紧密配合。因此,需要对相关问题进行全面分析,选择适合的材料才能保证完成齿轮轴加工。
在齿轮加工过程中,选择合适的材料是完成齿轮轴加工的基础,常用齿轮轴通常可以选择优质碳素结构中的45 钢,以及一些优质的合金钢。例如,可以选择低碳合金来加工装载机的输入齿轮轴。
由于齿轮轴的强度要求较高,齿轮大小不同,直径的差异也会相对较大,因此,在选择锻件毛坯可以减少材料的消耗,不同的尺寸可以做不同的选择。
选取完合适的加工原材料后对机械齿轮轴各个部件进行锻造,锻造方式采用正火方式,将原材料放入到HR 炉内,炉内熔炼温度为1200℃,在齿轮轴进行锻造的时间内,要对锻造的时间与温度进行严格控制以外,还要结合加工需求,对RH 炉其他技术参数进行设定,最大提升气体流量设定为160,以此完成机械齿轮轴加工材料选取及锻造。锻造之后将加工原料放入冷水水池中进行退火,快速去除齿轮轴原料的锻造应力。
1.2 机械齿轮轴的车削加工
由于机械设备对齿轮轴的强度要求较高,齿轮轴大小不同,直径差异较大,选择锻件毛坯可以减少材料的消耗。
不同的尺寸可以做不同的选择。在通常情况下,将机床的主轴转速设定为5000rpm,主轴功率设定为12kW,主轴扭矩设定为40Nm,主轴的极限转角设定为125°。通过以上参数设置[3],对机械齿轮轴进行粗加工,根据不同的齿轮轴加工机械要求,加工精度加工的需求也不同,齿轮轴的精加工分为5 级~9 级。根据齿轮轴加工精度要求,含碳量较低的优质碳素结构和合金钢是齿轮轴选用较多的材料,可以采用正火方式的热处理来避免硬度过低而出现的粘刀情况。正火处理还能解决锻造应力、保证组织均匀、细化晶粒等情况。根据机械齿轮轴各个部件的加工顺序,选择不同的基准定位,可以影响齿轮轴的加工顺序。理想统一的基准定位可以增加齿轮轴零件与齿轮轴表面位置的精准度,基准的公差值应该控制在1/5 ~1/3,以此完成机械齿轮轴粗车。
1.3 机械齿轮轴的齿轮加工与渗碳淬火
齿轮轴的齿部为渐开线齿轮,采用滚齿的方式加工,选择与齿轮相对应的滚齿刀具,为保证质量和效率,可以选用数控滚齿的办法,在提高加工效率的同时确保加工质量。如果齿轮的加工精度要求较低,滚齿后可以采用剃齿工艺加工;如齿轮的精度要求较高,为了消除热处理变形,保证齿轮的精度等级,一般采用热处理后的磨齿工艺。滚齿后的零件为减少在表面淬火等环节出现的变形情况,可以进行调质操作。调质操作可以根据实际情况进行选择,若不需要此操作可以直接进入到后面的工序[4]。此外还需要根据机械齿轮轴加工图纸,对齿轮轴齿面进行精加工处理,将齿轮轴外表打磨圆滑,将齿轮轴各个位置的尺寸精加工到满足图纸要求为止。最后将加工后的机械齿轮轴进行检验,查看表面是否有裂纹,以此完成机械齿轮轴的热前加工。
利用机床对机械齿轮轴加工后,还需要根据机械齿轮轴实际硬度要求,在机械齿轮轴表面进行渗碳和淬火处理,以此保证机械齿轮轴表面的硬度、韧性、摩擦性等性能。渗碳处理一般的深度是1.1mm ~1.7mm。有一些部位不需要进行表面渗碳和淬火处理,比如花键齿部、凹槽、螺纹等,则需要对防渗部位的表面进行防渗处理后才可进行渗碳与淬火处理。是否需要进行表面渗碳和淬火处理,可根据实际情况进行选择。
1.4 机械齿轮轴的磨削加工与检验
齿轮轴的表面与齿部热处理后也需要进行加工处理,首先对齿轮轴两端的中心孔进行研磨处理,消除热处理对中心孔造成的影响,恢复中心孔的精度;后对齿轮轴进行校直处理,消除热处理对齿轮轴造成的弯曲;然后对齿轮轴的外径与端面进行磨削加工,将齿轮轴各个位置的尺寸磨削加工到满足图纸要求为止,最后磨齿,消除热处理对齿形齿向的变形,减小形位公差,提高精度等级,满足齿轮轴的质量要求,最后全面检验入库。
2 机械齿轮轴加工工艺优化研究
传统加工工艺虽然能够满足机械齿轮轴一些基本需求,但是在实际应用中,加工而成的机械齿轮轴硬度及韧性较低,导致齿轮轴使用寿命较低。结合实际要求,对机械齿轮轴加工工艺进行优化,以下将从机械齿轮轴加工材料、加工设备以及加工参数三方面进行优化。
2.1 机械齿轮轴加工材料优化
传统加工工艺为了节约机械齿轮轴加工成本,在加工过程中使用硬度比较低的廉价钢材[5],此次在不增加机械齿轮轴加工成本的前提下,以渗碳钢代替传统加工材料,渗碳钢具有较强的淬透性和加工性,其抗拉强度大于1080MPa,屈服强度大于850 MPa,冲击韧性为85J.cm²,硬度为250HB,断面收缩率为55%,冲击功大于65J,其含碳量极低。以15CrMnTi 渗碳钢作为机械齿轮轴轴槽加工原料,以18CrMnTi 渗碳钢作为机械齿轮轴环槽加工原料,以25CrMnTi 渗碳钢作为机械齿轮轴齿轮加工原料,以20CrMnTi 渗碳钢作为机械齿轮轴轴肩加工原料,以此完成机械齿轮轴加工材料优化。
2.2 机械齿轮轴加工设备及加工参数优化
传统加工设备主要为卧式机床为主,该机床在加工过程中需要人为对其进行控制,并且故障率较高,此次以德玛吉公司生产的型号为GBJK-610 的立式数控机床代替传统加工设备,如下图所示。
该机床是按照国外最先进机床准则2014/14/GB最近技术标准制造的,能够实现全自动人工智能加工,重量轻,体积小,具有极高的安全性和稳定性[6]。
GBJK-610 立式数控机床装有A、B、C、D、E 五个NC 轴,在加工过程中可实现五轴联动,在加工过程中将设备参数优化为:A 轴工作行程为550mm,B 轴工作行程为450mm,C 轴工作行程为300mm,D 轴工作行程为250mm,E 轴工作行程为360mm,将各个NC 轴转速范围优化为5000~8000 rpm,NC 轴功率参数优化为25kW,扭矩参数优化为155Nm, 主轴的极限转角参数优化为155°,此次将机床的最大劲给力设定为5.6kN,为了保证机床加工精度,将机床的控制系统精度参数设定为0.001mm,以此完成机械齿轮轴加工工艺优化。

图1 GBJK-610 立式数控机床
3 机械齿轮轴加工工艺发展趋势
根据目前机械齿轮轴加工技术应用现状,为了更好的带动机械部件加工行业的革新,在加工控制策略方面,机械齿轮轴加工技术应该逐渐向智能化、自动化、数字化方向发展,利用现代科学技术,开发出机械齿轮轴加工远程控制技术,减少加工过程中人工劳动力,实现自动化生产和大批量生产,这样可以有效降低机械齿轮轴加工成本,提高加工效率。机械齿轮轴加工技术在未来需要具有多样化特征,并朝着便捷化以及多功能方向发展,利于无线传感技术对机械齿轮轴加工参数进行实时采集,为加工设备精度控制以及维护工作提供数据依据。
此外,目前机械齿轮轴的运行主要依靠石油发电机,在加工过程中会向空气中排放大量污染物,因此从节能环保角度分析,在未来机械齿轮轴加工设备动力来源将会由石油转化为电力,并且利用现代科学技术开发出一套控制系统,对其用电量进行有效控制,这样既减少了对空气的污染,由于电力成本比石油成本低很多,这样又能降低机械齿轮轴加工成本。通过以上分析,实现了对机械齿轮轴未来发展趋势的研究。
4 结束语
此次结合相关文献资料,对机械齿轮轴加工工艺与优化与发展趋势进行了研究,有利于提高机械齿轮轴加工精度、传动精度以及加工效率,为机械齿轮轴加工工艺优化研究提供参考依据,同时对机械齿轮轴加工工艺的推广与应用也具有重要作用。由于个人能力有限,虽然此次在该方面取得了一定的研究成果,但在研究内容上还存在一些不足之处,今后会对机械齿轮轴加工工艺的优化进行深一步研究,促进机械制造业不断发展。
猜你喜欢
模具制造(2022年3期)2022-04-20
金属热处理(2022年4期)2022-04-19
智能制造(2021年4期)2021-11-04
内燃机与配件(2021年7期)2021-09-10
模具制造(2021年6期)2021-08-06
少儿科学周刊·少年版(2020年9期)2020-03-04
少儿科学周刊·少年版(2020年9期)2020-03-04
科技风(2019年23期)2019-10-21
疯狂英语·读写版(2019年5期)2019-09-10
汽车零部件(2019年7期)2019-08-16
