
箱船假舵与船体外板焊接节点设计优化
2021-01-04 05:41卜凌云帅涛圣肖进伟
中国水运 2021年12期
关键词:坡口
卜凌云 帅涛圣 肖进伟


摘 要:本文着重研究针对目前假舵结构与船体外板结构角接焊接施工过程中,对这一角接采用的焊接坡口节点的研究。根据该节点的焊接质量要求,对比优化前后的坡口形式,通过从焊接质量、现场施工环境以及现场施工质量保证措施等角度研究,提出更加优化的坡口节点形式。其过程中阐述的问题角度以及解决方式具有一定的借鉴以及参考价值。
关键词:假舵;坡口;船体外板;施工环境
中图分类号:U671.8 文献标识码:A 文章编号:1006—7973(2021)12-0086-03
1概述
船体结构与舵系结构连接,通常采用一段假舵结构与舵系和船体连接。该假舵结构由船体结构专业负责建模设计以及出图工作(如图1所示)。
该系列施工,均在船厂分段阶段完成施工。待送船坞搭载后,完成后续舵系施工工作,最终形成完整体。(如图2所示)
本文通过阐述介绍舵系设备与船体分段结构的安装过程中,通过对安装工序的逐步分解,详细介绍假舵与船体外板安装过程中分段所处的状态,涉及的安装施工工序以及现场施工环境,和最终所要保证的施工质量。分析目前所采用的坡口的优缺点,采取优化措施后所采用的坡口。通过比较分析阐述论证优化后的坡口在保证质量、满足规范基础上更加具有实用性,能够满足现场施工要求,从实用性角度上保证质量。
2目前所采用的焊接坡口节点
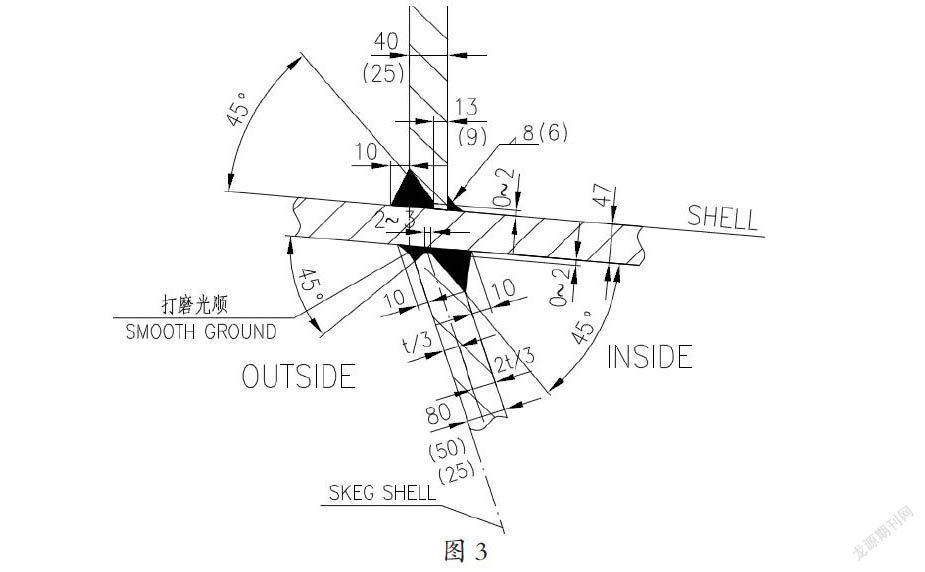
经有限元受力分析计算假舵与外板连接点属于应力集中区域,需要承受来自舵系设备以及舵叶的局部重量。由此该节点焊接质量尤为重要,因此对此节点做出全熔焊的焊接要求,同时该区域板材均采用厚板材,甚至一些产品达到80MM以上,因此为保证全熔焊焊接质量需要根据实际需求增开坡口(如图3)。
2.1现行坡口节点实用性分析研究
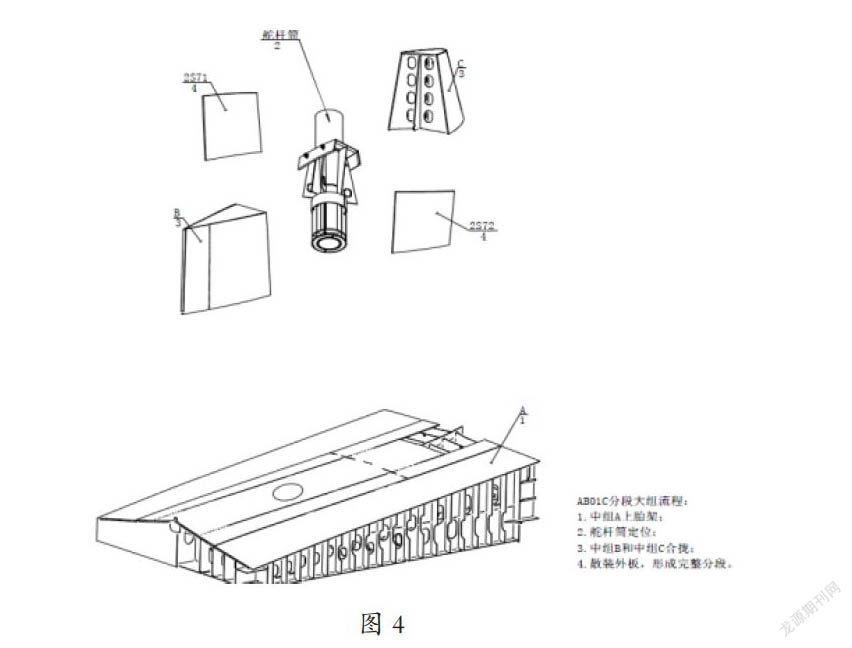
如图3显示,在内侧沿45度开2/3板厚再外板沿45度开1/3板厚,如此满足全熔焊坡口的要求。从而在坡口节点形式上为保证焊接质量提供了客观条件。然后,经现场实操后分析发现,该坡口节点形式并不具有实际的实用价值。当板材在切割阶段完成可以开出图三中所要求的坡口形式。但是根据(如图4)显示该分段的装配流程,该焊接节点将在大组施工阶段进行焊接施工工作,因此很有必要考虑该坡口节点在大组施工阶段是否具有实用性,是否可以满足现场在实际建造过程中的对节点施工的施工环境需求。理论上的质量要求最终需要转化为实体。因此为保证建造质量,在由图纸转化为实体的过程中需要考虑各种因素的影响,针对该坡口形式,施工环境,尤其针对这一应力集中区域,是一个尤为关键值得考虑的因素。
经过对该分段结构形式以及建造方式的研究分析,可获知该分段以甲板为基面实行反造法,在做完A中组后,插入舵杆筒,再中组B与中组C与中组A以及舵杆筒合拢。形成最终的分段。由此在合拢后,该坡口2/3板厚一侧在内侧,而1/3板厚一側在外侧,意味着实施焊接的施工人员需要更多的在狭小空间施工。同时通过查看图纸,获知该狭小空间仅有两个工艺孔(见图1)用于施工人员通行以及排除在焊接过程中的大量的烟尘。
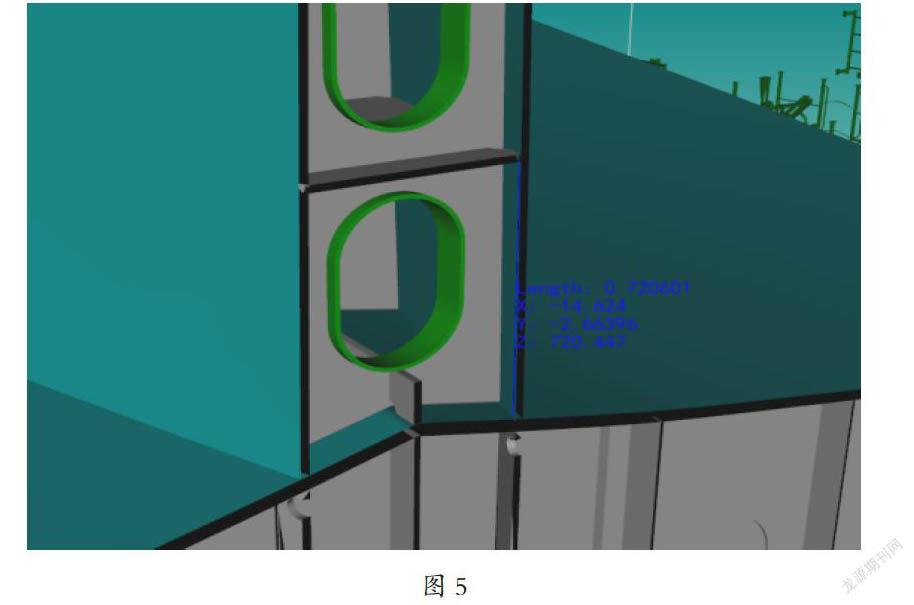
此外,通过测量该空间的相关尺寸(见图5)。可知该空间局部位置施工高度仅有700MM,且图片五可获知该空间宽度也比较狭窄。伴随着焊接过程中焊接粉尘会产生大量的烟尘并且由于仅有的两个工艺孔,由此可以判断在现场实际建造的过程中,焊接施工人员的实际施工环境是非常恶劣的。由此带来的安全性问题也是不可忽视的客观问题。并且根据其结构形式,焊接施工人员无法随着焊接进行调整身体姿势,这样焊工人员无法时刻关注焊丝在熔融状态的焊接状态。而该分段固有特性导致该分段必然采取以甲板为基面的反造法。由此几方面可以判断该坡口节点形式尽管采取了全熔焊的坡口,从理论上满足该处结构焊接质量要求。但是由图纸到实际建造过程中,客观结构特性以及施工环境等因素的影响,导致焊接施工人员无法将图纸的要求落实到实体建造中。因此可知,该坡口节点不具备实用性,无法满足现场需求,无法达到焊接质量要求。有必要对此焊接节点进行优化。
3优化后的焊接坡口节点
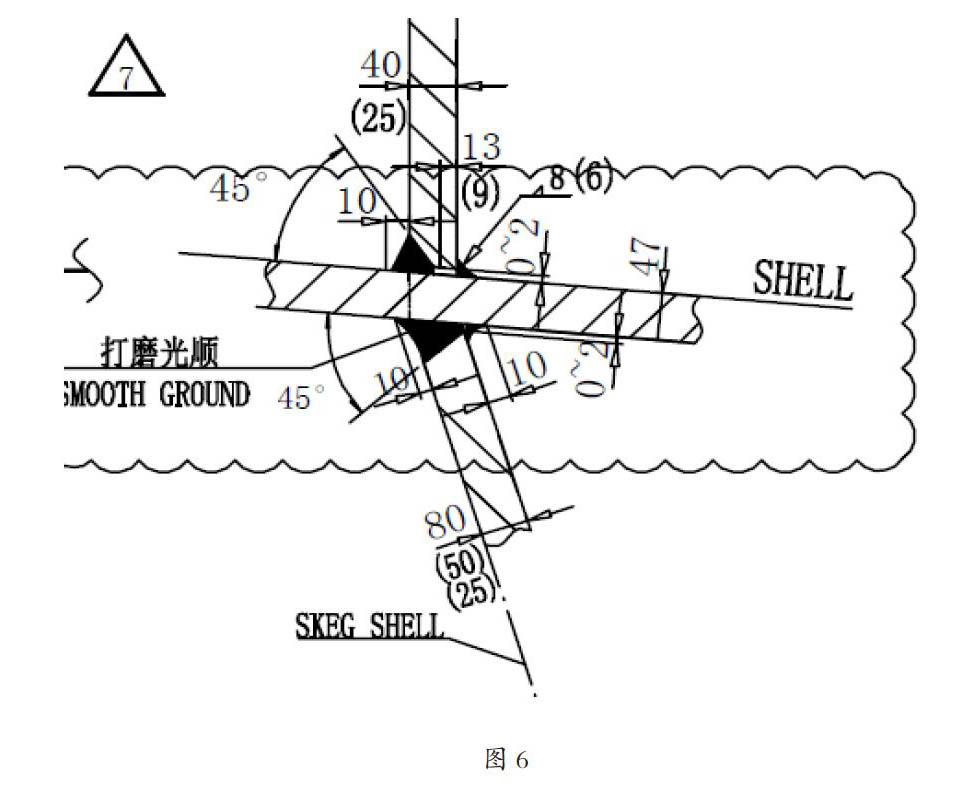
经过对目前所采用的焊接坡口的分析研究,得出目前所采用的坡口节点形式并不具有实用性,在实际建造的过程中无法保证焊接质量。因此,有必要对此进行优化。同时,优化过程中依然需要依据一定的原则,即依旧采取全熔焊。确保焊接质量要求,满足有限元受力分析计算,确保产品在最终运行的质量。通过对目前采用的坡口形式缺点进行分析,获知由于分段结构特性以及施工环境等局限性影响了焊接人员无法正确焊接,从而无法确保焊接质量。进一步分析,可知由于内部的坡口深于外部坡口,因此内部的焊接工作量大于外部焊接工作量。如果能够不改变原有坡口设计初衷即全熔焊,同时减小内部焊接工作量,扩大外部的焊接工作量。通过与现场焊接人员进行焊接模拟后的出最新的坡口节点形式(见图6)。
优化后的坡口采用了外部沿45度开单边坡口的全熔焊坡口形式。通过比较,取消内部的焊接坡口,扩大了外部坡口。进而使得焊接人员在内部焊接的工作量大大减少。在焊接人员在外部施焊过程中,由于外部环境良好,且没有分段结构影响,可以随着焊接的进行,随时调整姿势,对焊缝熔融状态全程控制。大大提高了一次性焊接合格率,确保了焊接质量,提高了工作效率。通过产品实践证明,该坡口节点形式是可行的,具有实用性价值,同时获得船东代表以及船级社的认可。
4结论
本文以沪东中华为法国达飞公司建造的15000TEU集装箱船为研究对象,通过理论指导生产,生产论证理论原则。针对现场反馈假舵与分段外板坡口现场无法施工的问题进行深入比较分析探讨寻求更好方案,得出的结论如下:
通过假舵与船体结构安装工序、分段建造流程、建造过程中的结构特性以及施工环境等的分析,得出原有的坡口形式并不满足现场建造过程中的实际需求。针对优化的坡口,通过理论分析、实际焊接过程中的实践证明和最终的结果导向来看,在不违背焊接要求的原则上,有如下优点:①提高了焊接质量,一次性焊接合格率大大提升;②提高了工作效率,更好的环境,焊接施工速度得到提升,降低了焊缝返修率;③更好的施工环境,更加符合职业健康安全守则,更具备安全性。
进一步说明,设计工作不仅仅需要注重理论上可行,如何将理论的要求最终体现在产品质量上,在设计过程中,也要注重设计方案是否具有实用性。
猜你喜欢
电焊机(2020年5期)2020-09-10
博鳌观察(2020年1期)2020-05-08
机械制造文摘·焊接分册(2020年1期)2020-04-20
科技风(2020年2期)2020-02-14
河南科技(2019年17期)2019-09-10
中国新技术新产品(2019年9期)2019-05-21
中国化工贸易·中旬刊(2018年10期)2018-10-21
科技创新与应用(2018年3期)2018-01-24
当代工人·精品C(2016年5期)2017-01-11
科学与财富(2016年28期)2016-10-14
