
航天电磁阀R形活门座切削研抛工艺研究
2021-01-05 14:21曹飞龙刘向东刘彦刚王雅妮
航天制造技术 2020年6期
曹飞龙 刘向东 刘彦刚 王雅妮
航天电磁阀R形活门座切削研抛工艺研究
曹飞龙 刘向东 刘彦刚 王雅妮
(西安航天发动机有限公司,西安 710100)
为了降低航天电磁阀低温气密泄漏的风险,以电磁阀R形活门座为研究对象,在对其数控轨迹多层切削的基础上,建立了电磁阀活门座的曲面数学模型,研究了电磁阀活门座型面的研抛路径和余量去除模型,分析了研抛参数对活门座表面质量的影响并取得了良好的应用效果,消除了电磁阀低温气密泄漏的风险。
电磁阀;活门座;数控轨迹;研抛工艺

1 引言
电磁阀是姿控发动机的关键组件,其密封性能的好坏直接影响发动机的使用性能[1]。活门座作为电磁阀密封的关键部位,其加工质量直接影响阀门的密封性。电磁阀低温气密泄漏已多次归零。主要原因为:当电磁阀在低温状态下进行气密检查时,由于阀芯上的非金属材料受热胀冷缩影响而变化较大,其密封表面变硬,弹性变小而刚性化,使活门座上的微观缺陷形成微细泄漏通道。因此,电磁阀密封副在低温状态下进行气密检查时容易出现泄漏。
针对电磁阀活门座型面的加工,很多学者对其加工特性进行了研究。马丽珍[2]针对电动气阀端面活门座型面的成型加工工艺,在采用普通精密机床尾座装夹成型锪钻时,分析了成型锪钻刀具精度、机床精度及冷却润滑对活门座型面加工质量的影响。张勇峰[3]针对现场加工时活门座合格率低的问题,对成型锪钻使用前的检查、刀具装夹精度及刀具试切状态和加工后活门座表面质量检查进行了分析和应用参考。史永华等[4]针对运载火箭阀门的特点,分析了活门座成型加工和数控轨迹法加工的成形方式及成型加工的劣势,给出了阀座检测的过程及方法,未研究数控轨迹法的具体过程和研抛过程。韩春阳等[5]针对电磁阀活门座的特点,采用数控轨迹法进行深腔平面活门座的加工,通过优化刀具、切削参数及采用专用研磨工装进行活门座型面精密研抛,保证了活门座尺寸、形位精度及表面粗糙度满足要求,但未研究R形活门座数控轨迹法多层切削及研抛模型、研抛路径、研抛参数等。
因此,为了减少电磁阀密封副在低温状态下的泄漏故障,提高活门座密封面的微观表面质量并去除活门座型面的微观缺陷,本文将对电磁阀活门座表面质量提高进行工艺研究。
2 型面数控轨迹多层切削方法
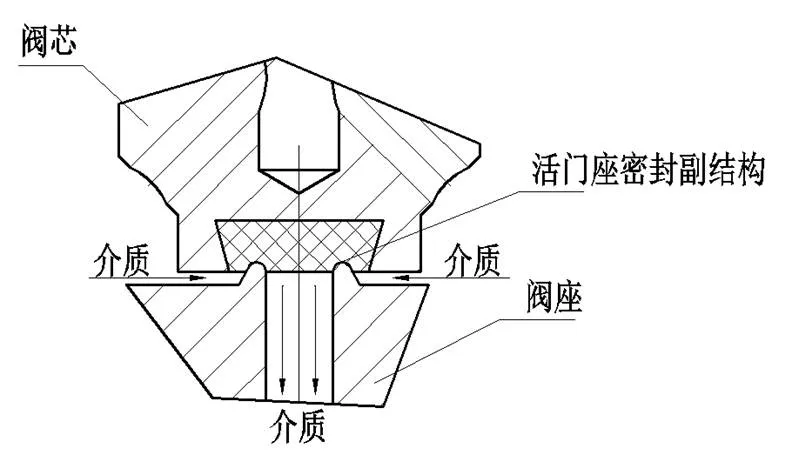
图1所示为电磁阀及活门座密封副结构示意图。由2处直线和1处0.15mm圆弧光滑连接而成,密封部位表面粗糙度0.4μm。为保证活门座与阀芯密封性,要求活门座型面的同轴度不大于0.03mm。电磁阀属于多次打开关闭阀门,其要求在高温、低温、湿热等复杂环境条件下均能正常打开关闭,工作寿命在1500次以上。因此,在使用过程中,需保证阀芯与阀座活门座复位良好,并在复杂环境条件下实现密封可靠,否则会出现泄漏量超标。
随着高精度数控车床的应用,对刀误差及走刀路径偏差越来越小。本文所研究的R型活门座型面,考虑到刀具干涉问题,可以采用两把镗孔刀加工型面。因R型活门座型面最小圆角为0.15mm,因此,在镗孔刀磨制时其刀尖圆滑加工为0.1mm,防止加工时产生过切。
采用数控轨迹法加工活门座,为保证两次走刀轨迹误差最小,在加工前需精准对刀,保证轴向对刀精度不大于0.005mm;径向对刀精度不大于0.005mm。同时考虑到两走刀路径在R型面最高点处能够圆滑过渡,在加工时设计加工轨迹,避免对刀误差对活门座型面的影响,如图2所示为R型面加工数控轨迹法多层切削方法。在半精加工时,每次切削余量偏移0.1mm,分三次加工;精加工时,切削余量为0.05mm,保证活门座型面圆滑过渡,且提高切削后表面质量。
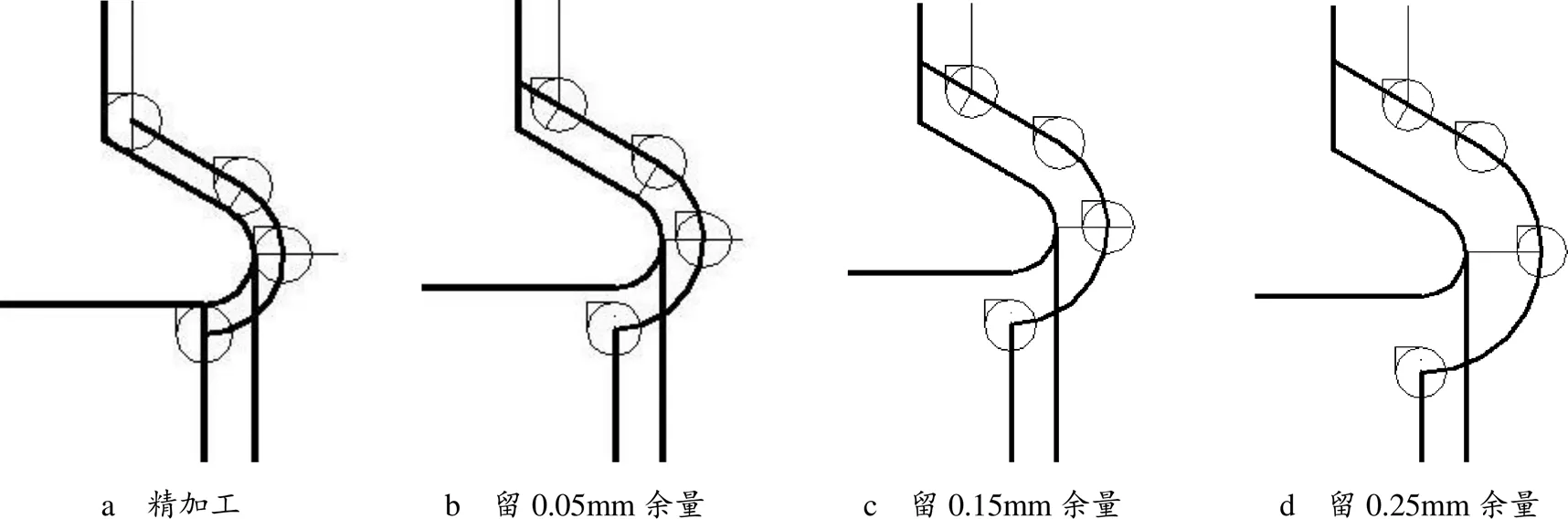
图2 R型面数控轨迹法多层切削方法示意图
采用镗孔刀加工活门座型面时,刀具与活门座单点接触,切削力和切削热较小。根据车削加工经验,且切削速度一般为20~30m/min,为降低刀具磨损,选择切削速度为20m/min,转换后机床转速约为940r/min(即转速=15.7r/s)。为保证加工后表面粗糙度满足要求,进给量选择为=0.01mm/r,切削余量为=0.2mm,背吃刀量选择为=0.1mm。
采用选择的切削参数进行R型活门座型面加工,加工后测量结果如表1所示。

表1 数控轨迹多层切削法加工后活门座尺寸及形位精度测量结果 mm
从测量结果可以看出,数控轨迹多层切削方法加工的活门座型面尺寸及形位精度均满足指标要求,同时,其加工后的尺寸精度及同轴度均优于成型加工法加工的活门座型面质量。
3 截面路径及余量去除模型
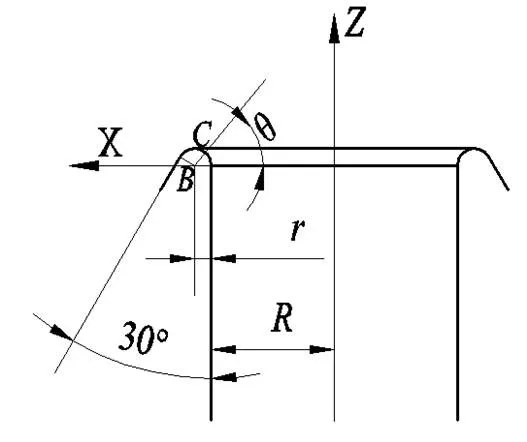
电磁阀活门座R形表面加工完成后,需进一步通过研抛活门座提高其表面质量。根据电磁阀活门座型面结构特点和技术指标,为了后续研究电磁阀活门座加工的研抛路径和余量去除模型,建立电磁阀活门座型面的数学模型,如图3所示。以活门座回转中心为原点建立电磁阀活门座的数学坐标系,回转半径为,活门座圆弧曲面的半径为,圆心为点,活门座直线段的角度为30°,设活门座圆弧曲面上任意一点的空间坐标为(,,),连接线与轴的夹角为,则:

其中,范围为0~150°。
由电磁阀活门座型面的数学模型可以得出,电磁阀活门座圆弧型面任意一点的坐标仅与角度有关。如果绕坐标原点旋转坐标系,坐标系旋转至(1,1)位置,可以得出,(1,1)位置活门座圆弧曲面的坐标绝对值与(,)位置坐标绝对值相同。
根据电磁阀活门座型面的数学模型,在常见研抛路径规划的基础上,提出电磁阀R形活门座截面研抛路径规划设计,并建立研抛的余量去除模型。
活门座研抛后的表面精度受研抛路径直接影响,在活门座型面的数控轨迹法加工中采用小的直线段逼近,这种加工轨迹会导致表面质量在加工后恶化,因为在加工的过程中刀具方向的改变比较频繁,且有多个加减速。
行切路径、环切路径以及螺旋路径是现在复杂曲面数控加工比较认可的路径。但是在活门座研抛加工过程中,无论是行切路径、环切路径、螺旋路径,设第、+1、+2次的路径为、+1、+2,如图4所示,在第次和第+1次交接处、第+1次和第+2次交接处表面质量较差,存在高低点,由于高低点的存在导致电磁阀阀座在低温条件下密封面冷缩后形成微细的泄漏通道。
图4 常见研抛路径存在的缺陷
因此,电磁阀的活门座的研抛路径规划应避免在交接处存在高低点,基于电磁阀活门座型面数学模型中在任何截面的活门座剖面坐标绝对值均相同的特点,对电磁阀活门座特种型面的研抛应采用专用的研抛工具规划“截面路径”,如图5所示。

但是电磁阀活门座特种型面采用“截面路径”进行研抛余量去除,则其正压力在截面路径中均相同,其正压力仅与采用“截面路径”时的研抛角度有关,如图6所示。
因此,建立电磁阀活门座特种型面采用“截面路径”进行研抛余量去除的模型,其研抛余量去除与时间、转速和研抛角度有关。

4 基于正交试验的活门座特种型面研抛工艺参数
根据电磁阀活门座特种型面研抛路径及余量去除模型的研究结果,采用“截面路径”研抛余量去除时,其研抛余量去除与研抛时间、转速和研抛角度有关。
采用正交试验的设计方法,进行研抛时间、转速和研抛角度对活门座密封表面研抛质量的影响方案设计。以研抛时间、研抛角度、工件转速为因素,进行正交试验方案设计(见表2)和研抛试验。
研究研抛时间、研抛角度、工件转速对电磁阀活门座微观缺陷的影响关系,建立三因素正交试验。采用专用研抛工具的研抛时间选择5min、10min、15min;研抛角度选择90°、60°、30°;工件转速选择800r/min、600r/min、400r/min。对研抛后的电磁阀活门座进行计量,得到实验数据如表2所示。通过极差的计算可知,研抛时间对电磁阀活门座的表面质量的影响最大,其次是工件转速,研抛角度对电磁阀活门座的表面质量影响较小。
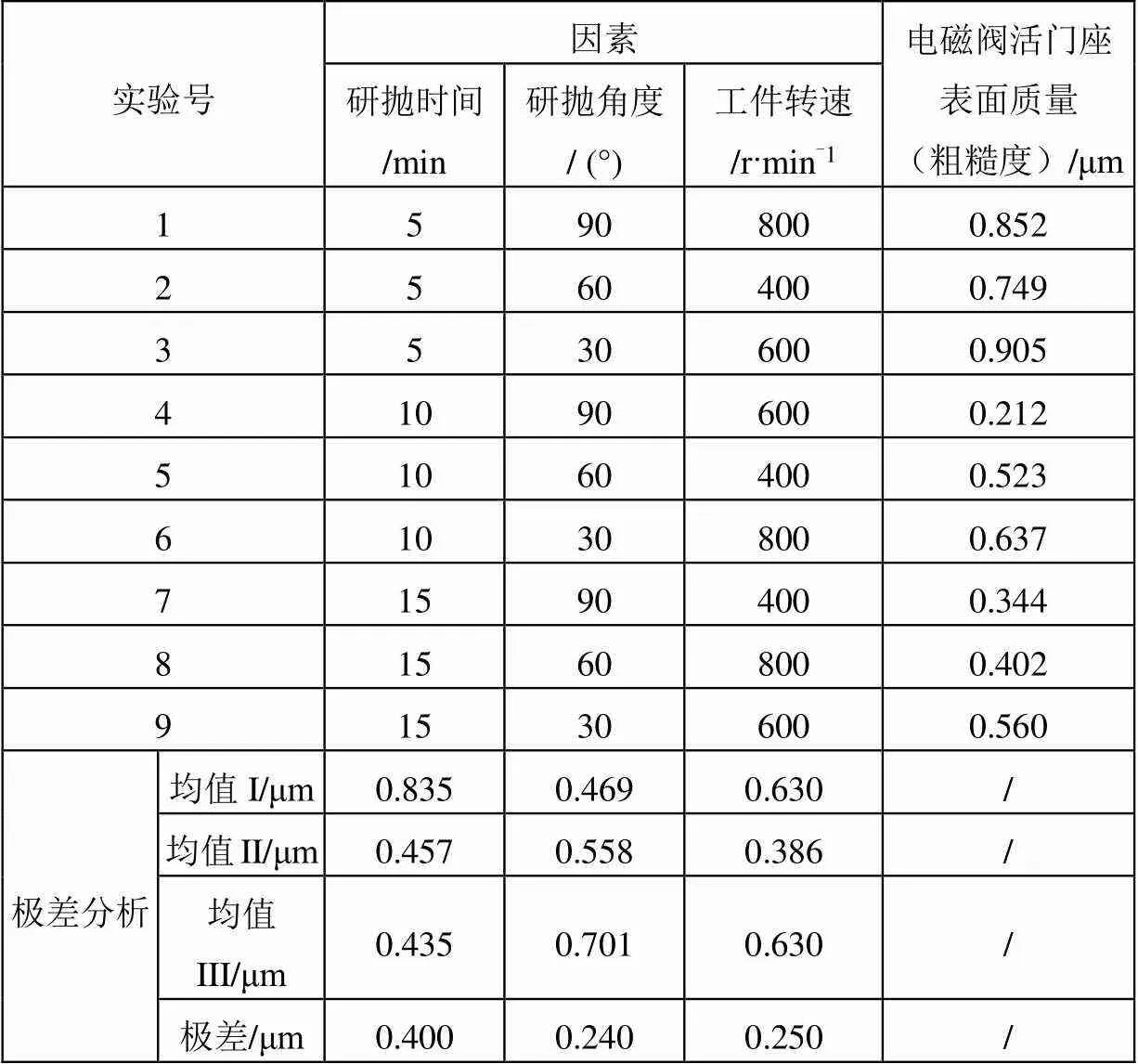
表2 电磁阀活门座研抛工艺正交试验数据
通过分析电磁阀活门座研抛工艺正交试验数据可知,第4组试验的电磁阀活门座表面质量计量实测值最优。由于研抛时间对电磁阀活门座的影响最大,其参数尽可能延长。所以,选择第4组试验的研抛工艺参数作为最终的电磁阀活门座的研抛工艺参数。
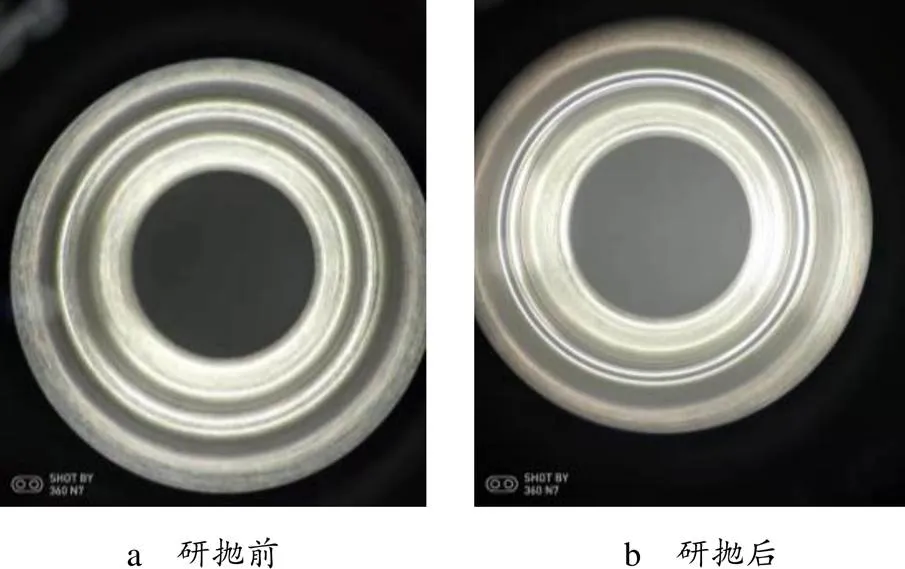
图7 采用研抛工艺参数前后的对比
以电磁阀活门座的研抛时间10min、研抛角度90°、工件转速600r/min为电磁阀活门座的研抛工艺参数,并将基于正交试验的活门座特种型面研抛工艺参数进行应用,研抛10件电磁阀活门座进行,并计量表面质量。如图7所示,电磁阀活门座特种型面的表面粗糙度最大值为0.21μm,最小值为0.18μm,优于设计要求。
采取基于正交试验的研抛工艺参数后,跟踪分析2019年2000余台电磁阀制造过程的故障,电磁阀低温气密泄漏故障降低为0起,工程应用效果明显。
5 结束语
航天电磁阀R形活门座切削研抛工艺方法,解决了电磁阀低温气密泄漏的问题,提高了电磁阀的工作可靠性。该方法可普遍应用于各种R形活门座的表面质量提高,对提高产品性能具有一定的借鉴和参考。
1 朱宁昌.液体火箭发动机设计[M]. 北京:宇航出版社,1994
2 马丽珍.阀门台座加工工艺[J].火箭推进,2005,3(31):42~45
3 张勇峰.阀中几种零件的难点部位加工方法[J]. 火箭推进,2011(10):32~36
4 史永华,刘军威,张军,等.运载火箭用阀门阀座加工技术[J]. 航天制造技术,2013(3): 47~49
5 韩春阳,茹红宇,徐青山,等.阀门密封座特种型面加工工艺研究[C]. 2018年航天先进制造技术国际研讨会论文集,2018:145~153
Research on Cutting Polishing of R-shaped Valve Seat of Aerospace Solenoid Valve
Cao Feilong Liu Xiangdong Liu Yangang Wang Yani
(Xi’an Aerospace Engine Co., Ltd., Xi’an 710100)
In order to reduce the risk of low temperature air tight leakage of aerospace solenoid valve, the R-shaped valve seat of the electromagnetic valve was taken as the research object. Based on the multi-layer cutting of the NC track the solenoid valve R-shaped valve seat, the surface mathematical model of the solenoid valve seat was established, the polishing path and residual removal model of the valve seat surface were studied, and the influence of polishing parameters on the surface quality of the valve seat was analyzed. Good application effect has been achieved and the risk of low temperature air tight leakage of solenoid valve has been eliminated.
solenoid valve;valve seat;NC track;polishing technology
曹飞龙(1988),工程师,航空工程专业;研究方向:航天电磁阀制造技术。
2020-10-29
猜你喜欢
军民两用技术与产品(2022年4期)2022-06-28
舰船科学技术(2022年10期)2022-06-17
航空维修与工程(2021年5期)2021-09-05
家园·电力与科技(2021年6期)2021-08-01
科学与财富(2020年26期)2020-11-16
科技风(2020年13期)2020-05-03
汽车维修与保养(2019年7期)2020-01-06
建筑建材装饰(2016年10期)2017-01-03
科学与财富(2016年29期)2016-12-27
中国新技术新产品(2016年23期)2016-12-26
