
酸洗板锈蚀缺陷产生原因及预防措施
2021-01-05 05:50刘欢
中国金属通报 2020年12期
刘 欢
(唐山钢铁集团有限责任公司,河北 唐山 063000)
唐钢酸洗机组以优质热轧板为原料,经紊流酸洗技术去除带钢表面氧化铁皮,主要生产中高强汽车用钢、压缩机壳用钢、搪瓷用钢及建筑用钢。本机组采用3段式酸洗和5段式漂洗,可有效的去除带钢表面的氧化氧化铁皮结构并对带钢表面残留氯离子进行清洗。随着在家电行业、汽车行业快速发展,以及以热带冷的市场成熟应用,酸洗板市场需求量增加的同时,客户对酸洗板白面质量要求也随之增加,锈蚀缺陷可直接导致客户无法使用及直接经济损失。目前虽对酸洗板生产过程中工艺件及工艺参数进行研究并制定措施,但对于酸洗板生产环境及运输、存储中造成的锈蚀缺陷未涉及,因此本文对酸洗板锈蚀缺陷产生原因进行全流程分析,并针对性实施改进措施[1-3]。
1 酸洗板锈蚀分类及产生原因
1.1 生产环境造成的锈蚀
生产环境造成锈蚀主要包含水滴滴落及杂质浮尘两个方面。产线水滴滴落造成的锈蚀缺陷,水滴产生主要包含阴雨天厂房水汽凝结、雨水滴落、产线水蒸气冷凝水,生产环境中水滴产生后,直接滴落至带钢表面或者滴落产线辊系再经过辊面接触转移至带钢表面,导致带钢在存储过程中产生锈蚀缺陷,锈蚀形貌见图1。杂质浮尘主要为板道系统沾污及停车斑造成的带钢表面残留造成,当酸洗板生产过程中,设备浮尘油污震动或地面浮尘由于空气流动造成浮尘粘连至带钢表面或板道系统从而造成锈蚀缺陷;当设备故障等原因造成酸洗工艺段停机且未进行倒车二次酸洗情况下,带钢表面残留大量含酸附着物,造成锈蚀加剧[4]。
1.2 烘干不良造成的锈蚀
吹扫与热风干燥为酸洗产线重要组成部分,当烘干效果不良、烘干温度太低或挤干效果不好时,造成带钢表面漂洗水残留从而造成酸洗板锈蚀缺陷的产生[5]。
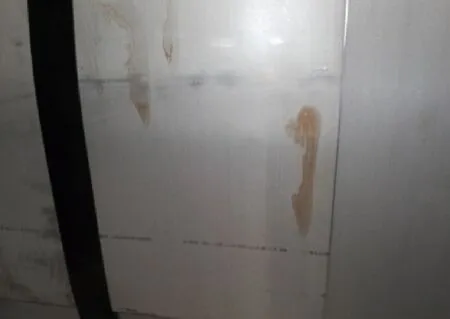
图1 水滴锈蚀形貌
1.3 表面残留氯离子锈蚀
漂洗主要目标为去除酸洗后带钢表面残留氯离子,当漂洗槽内漂洗水电导率偏高及氯离子偏高后,虽通过热风干燥后表面无残留水存在,但钢卷存放时间过长后表面仍会出现密集的点状黄色锈蚀缺陷,锈蚀形貌见图2。
1.4 涂油造成的锈蚀
带钢经酸洗漂洗后,卷曲前需对带钢表面喷涂防锈油以防止存储过程中锈蚀缺陷产生。涂油造成的锈蚀主要为两方面,一方面为涂油机刀梁堵塞或其它故障造成的条状漏涂,存放一段时间过后带钢未涂油部分会产生黄色锈蚀缺陷;一方面为防锈油中含有水、浮尘等杂质,虽不足以堵塞喷梁却造成防锈油脏污从而造成带钢表面出现点状锈蚀。
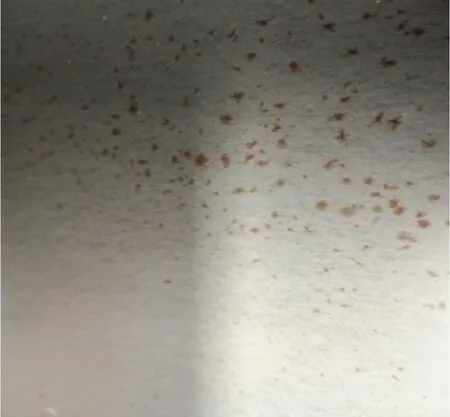
图2 氯离子残留锈蚀形貌
1.5 吊运包装不当造成的锈蚀
酸洗卷下线后到客户使用必然会使用天车吊运,吊运未包装卷过程总若天车夹钳脏,与酸洗卷表面接触后易造成端部锈蚀。钢卷在吊装、运输过程中,若钢卷磕碰至库区鞍座或火车鞍座造成轻微磕伤,长时间存储后会产生黑黄色锈蚀缺陷,该缺陷间距为钢卷直径*3.14,随着开卷后卷径变小缺陷间距变小、严重程度降低,运输磕伤锈蚀具体形貌见图3。夏季空气湿度大,若不及时包装同样会造成锈蚀缺陷,该类锈蚀缺陷特点为外圈及端部存在。
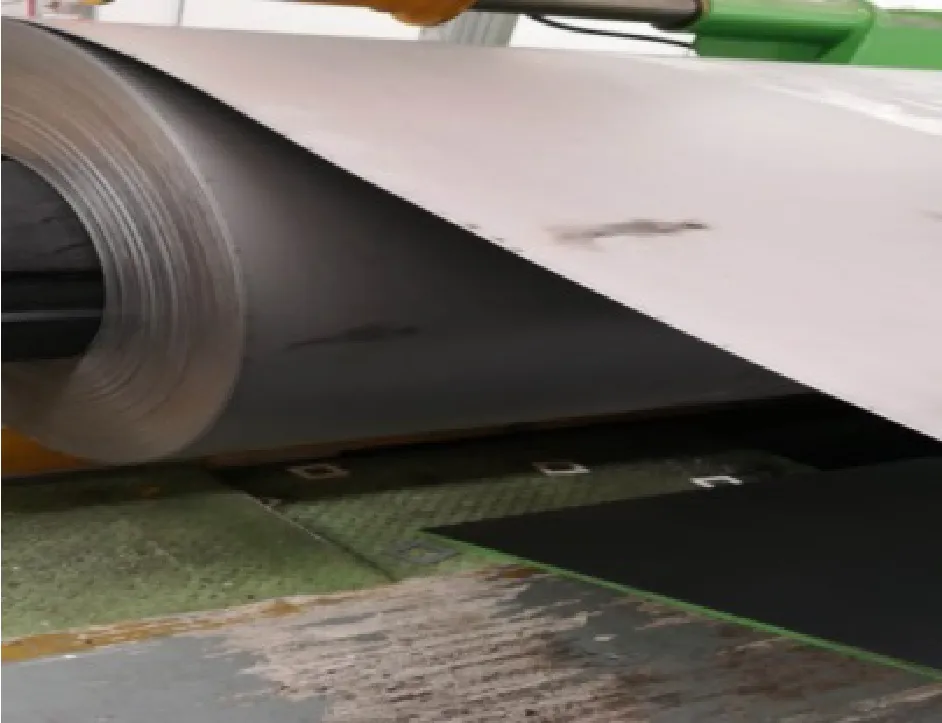
图3 运输磕伤锈蚀形貌
2 锈蚀缺陷预防措施
(1)生产环境造成的锈蚀成因最为简单,但却对酸洗板整个生产环境要求最高。首先需对厂房漏雨点进行排查,并且通过减少酸槽开启次数及延长停机后酸槽开启时间减少环境中酸雾,从而避免对厂房的腐蚀;其次需做好遮挡工作,避免水滴滴落带至钢及环境中水蒸气与酸洗后带钢接触;最后需全面开展清洁生产工作,对辊系、设备浮尘进行清理,并通过倒车清除停机造成的停车斑残留。
(2)针对烘干不良造成的锈蚀,首先需保证烘干机设备正常运转,烘干温度维持至100℃以上,其次通过对挤干辊使用周期及使用压力进行优化,减少带钢出漂洗槽带水量,从而减少由于烘干不良造成的锈蚀缺陷。
(3)对于表面氯离子残留过高造成的锈蚀缺陷,需对末段漂洗槽电导率进行控制,维持80us/cm以下,除此之外由于氯离子残留来自酸洗槽通过带钢带至漂洗槽,酸洗槽与漂洗槽连接处挤干辊挤干效果对此控制尤为关键,需对其使用周期、压力进行优化从而减少氯离子带出[6-9]。
(4)对于涂油机造成的锈蚀,首先需根据带钢表面粗糙度制定本产线涂油量的最低值,最低涂油量为表面粗糙度的0.9倍;其次需对涂油机防锈油整个系统进行防护,避免环境中浮尘、水汽进入涂油系统;最后需针对涂油机油箱、过滤器、涂油室、刀梁根据产线特点制定清理周期并定期清理,保障无污染及堵塞。
(5)针对吊运夹具造成的锈蚀需对夹具定期清理及更换;酸洗钢卷下线后,冬季需在24h内完成包装,夏季需在8h内完成包装,以避免包装不及时造成的锈蚀缺陷;针对钢卷磕碰造成的锈蚀,需在倒运过程中天车进行轻起轻放,避免磕碰,钢卷装车前对运输载具鞍座进行检查,保障鞍座护垫完好[10]。
3 结论
酸洗板锈蚀缺陷虽在生产过程中不易发现,但是通过对锈蚀缺陷产生的原因进行分析及研究,找到锈蚀缺陷产生的根本原因,从而制定一系列的预防措施,使酸洗板锈蚀发生率降低85%以上,为酸洗板提质增量工作提供支撑,大大提升了酸洗板的客户满意度[10]。
猜你喜欢
中国新技术新产品(2022年13期)2022-10-09
科学导报(2021年6期)2021-02-22
科学与信息化(2020年25期)2020-09-29
幼儿教育·教育教学版(2020年6期)2020-07-27
东坡赤壁诗词(2020年3期)2020-07-04
表面工程与再制造(2019年6期)2019-08-24
当代教育(2018年4期)2018-01-23
科学中国人(2016年36期)2016-02-05
安徽冶金科技职业学院学报(2015年3期)2015-12-02
佛山陶瓷(2015年3期)2015-06-30
