起重机桁架臂用BJ770级高强度无缝钢管的工艺研究
2021-01-11 20:25李宏波于勇胥传海任志文
科学与生活 2021年27期
李宏波 于勇 胥传海 任志文





摘要:介绍了起重机桁架臂用BJ770高强度无缝钢管的工艺设计思路,采用低C,添加Cr、Mo、V、Nb、Ni等多元合金元素的成分设计,控制碳当量使钢管获得优异的焊接性能;采用寖入内喷式淬火+分段式高温/等温回火进行调质热处理保证了钢管强度和韧性的良好匹配。
关键词:BJ770;多元合金强化;无缝钢管;起重机臂架用管;分段式高温/等温回火
Abstract: The article described the ideas of the process of making BJ770 extra-high strength seamless steel pipes for making the crane jib,by using chemical composition with low C content,and adding multiple alloying elements as Cr,Mo,V,Nb,Ni etc.and properly control the carbon equivalent so as to ensure excellent weldability of the pipes;using the method of submerged internal spray quenching+hi-temperature tempering heat treatment process to ensure the good matching of strength and toughness of the pipes.
Keywords: BJ770;multiple alloy steel reinforced; seamless steel pipe;pipe for crane jib service;sectional high temperature/ constant temperature tempering
1 概述
桁架结构的起重臂是起重机的重要装置,用以支持吊装重物,具有一定的起升高度和宽度,主要用于履带起重机、塔吊、港口起重机上;目前广泛应用于超高层建筑、桥梁工程、码头装卸、海上工作平台等工程中。桁架结构的起重臂由无缝钢管做为主弦管与腹管焊接组合而成,对于起重能力在千吨级别的起重机,需要采用新材料、新技术、新工艺来降低臂架自重,减小臂架自重下挠,提高结构稳定性,以提高起重重量,故要求臂架所使用的无缝钢管在外径符合设计要求的前提下壁厚更均匀、强度更高、韧性更好,而且还要具有良好的焊接性能。本次工艺研究主要解决技术上是如何实现壁厚均匀度、高强度、高韧性等指标的合理匹配。
2 高强度臂架管技术要求
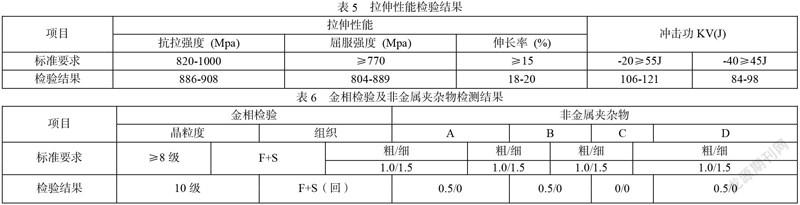
黑龙江建龙钢铁有限公司根据用户需求签订的技术协议主要要求如下:化学成分要求(表1,表2,表3);力学性能要求(表4);外径公差为±0.75%(国标±1%),壁厚公差±10%(国标-10%~+12.5%),椭圆度和壁厚不均度分别不大于外径公差的50%(国标80%),全长弯曲度不大于全长的0.1%或10mm;内外表面不允许有裂纹、结疤、分层、折叠、轧折等质量问题,严格控制氧氮氢及非金属夹杂物(表5),增加碳当量限制,管体和管端应按GB/T 5777超声波检验方法对钢管进行全长横纵向内外表面缺欠检验,验收水平L2。
2.1化学成份
起重机臂架用管要求具备高的强度、塑性、韧性,并具有良好的焊接性能。为了改善焊接性能,提高冲击韧性和耐低温性能,加入Mo、Cr、V、Nb、Al等元素进行微合金化调整,同时增加CEV、O、N、H限制,进行化学成分设计如下。
常规五元素中降低C、Si、Mn含量,增加CEV限制,并增加碳当量计算公式,用于指导焊接性能。
与以往不同之处在于设计最少的微合金元素标准,并结合CEV保证钢管的组织与强度等级。
2.2力学性能
2.3金相组织及夹杂物
3 工艺方案设计
3.1工艺流程
根据起重机臂架用无缝钢管技术协议,结合我公司装备、工艺水平和技术优势,设计出以下生产工艺路线:转炉冶炼→精炼(LF+VD)→连铸圆坯→铸坯缓冷→精整检查→管坯锯切→管坯加热→穿孔→φ180连轧机组→张力减径机组→冷床→定尺锯切→取样/检验→调质热处理→矫直→取样/检验→人工检查→无损探伤→测长称重喷标→包装入库→产品判定放行。
3.2冶炼工艺
针对臂架管高强韧性钢的特点,以及技术协议中对氧氮氢和夹雜物的限制等问题,经过系统性分析后制定关键管控点;①铁水P≤0.080%,S含量≤0.05%需重点关注,重点管控;②出钢前提前更换出钢口,做到钢流圆整不散流,出钢时间≥2.5min,防止出钢卷渣,重点控制转炉出钢C、终点P;③保证LF炉合金、辅料干燥,调整保护渣材料,确认保护渣组成,使用专用保护渣,重点管控LF炉造渣工艺,LF精炼时间不低于35分钟,白渣保持时间不低于15分钟,软吹时间不低于20分钟;④精炼过程成分调整到位,过完VD炉后,不允许再加任何调整成分材料;⑤结晶器过钢量不允许超4000吨,水量控制目标为105±3m³/h;⑥冷床步进时间缩短5s,减少坯料温降,跟踪冷床尾坯料温度,缓冷前需在坑内铺两炉(两层)上个浇次最后两炉热坯,进行暖坑操作;⑦提高入坑温度达到450℃以上,缓冷时间不低于24小时,出坑温度不高于200℃;⑧出坑后逐支滚检坯料表面质量,检验低倍组织。
3.3轧制工艺
针对轧制过程中的钢管内外表面质量,制定管控要求如下:①制定合理的工艺参数,环炉加热温度不超过1260℃,②产前对张减机机架、轧辊进行再次确认、同时检查各环节的运输辊道及冷床裙板,防止钢管产生外表面缺陷。③连轧机、张减机使用新上线的工模具,张减机轧辊采用车削次数较少的进行轧制;④使用专用硼砂和石墨,硼砂量按180-200g/m2计算。使用新芯棒,调整石墨润滑链速度1.0-1.1m/s,根据石墨浓度及芯棒表面覆盖质量调整;⑤安排专人对芯棒润滑后辊道进行清理;⑥合理调整轧机和张减机冷却水大小以及高压水除磷压力,有效清除毛管和荒管氧化铁皮,保证产品质量。
3.4热处理工艺
3.4.1热处理工艺制度确定
为了更好的确定BJ770无缝钢管热处理工艺制度。采用JMatPro软件测算其临界点Ac1、Ac3温度,在通过实验室进行热处理工艺试验,对不同热处理工艺对应的力学性能进行比较,选用最优的调质工艺制度:930±20℃淬火,690±15℃回火,保温时间根据规格确定。
3.4.2 热处理工艺控制
针对热处理后钢管容易产生弯曲的情况,制定管控要求如下:①炉内以还原气氛为主并根据钢管规格,对加热温度、步进周期、出炉温度做出具体要求,严格控制;②提前测试电气信号检测点并优化控制参数,由自动化系统控制喷淋压力、流量等参数,保证钢管表面质量;③矫直后安排专人查看,及时发现及时处理。
4 性能检测结果
4.1 根据技术协议要求,对批量生产的BJ770高强度无缝钢管进行了拉伸性能、冲击韧性、金相组织及非金属夹杂物等技术指标的检验,共检验4个批次,检验指标均符合技术协议和标准规定。
4.2 下图为金相检验500倍图片,可以看到组织为F+S(回),晶粒度达到10级。
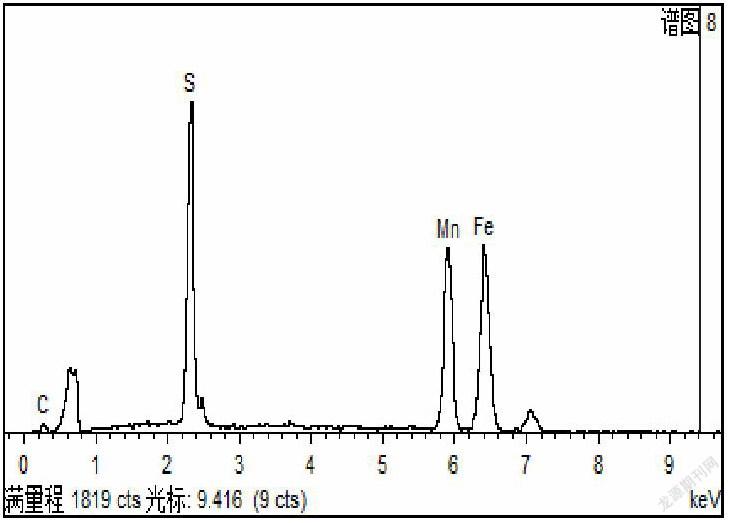
4.2 下图夹杂物电镜扫描图片,可以看到夹杂物长度13μm,夹杂物等级0.5级,主要为硫化物A类夹杂。
5 产品焊接评定检测结果
焊接工艺是起重机械金属结构最重要的成型工艺,本次生产的BJ770已经委托相关权威机构进行焊接实验,实验结果会在后续材料中进行补充。
6 结论
采用低C、低Mn以及控微合金元素下限,是满足性能设计要求的基础。
控制碳当量≤0.60%,通过后续的焊接工艺可以验证其使用性能,为获得最优的工艺提供参考。
同样的成分条件下,通过不同的热处理制度可以调质出BJ770等级的臂架管,减少了工序制造成本。
积累经验,为后续的超高强度臂架管开发做准备,同时填补东北地区高等级工程机械用管空白。
7 参考文献
[1]吴虹.易良刚.林发驹.王西江.田晓凡.陈雨 起重机臂架用高韧性CS-Q890无缝钢管的研发。[J],钢管 ,2014 ,43(2)。
[2]张友鹏.攀钢集团成都钢钒有限公司生产的起重机臂架用改进型CSQ890无缝钢管通过焊接评定[J],钢管。2012,41(2):142。
[3]董芬.张新义.李道刚,等,鞍鋼AGQ770E起重机臂架管的开发[J] ,鞍钢技术,2015(3):16-18
[4]全国钢标准化技术委员会.起重机臂架用无缝钢管:GB/T 30584-2014[S],北京:中国标准出版社,2014。