焦碳塔除焦钻杆焊缝修复
2021-01-11 23:57潘月勇崔皓森
科学与生活 2021年27期
关键词:热处理
潘月勇 崔皓森



摘要:本文简要阐述了低合金高强钢35CrMo的焊接性能,对此材质的焦碳塔除焦钻杆接头密封焊缝开裂的修复,在施工现场不具备热处理的条件下,采用抗裂性较好的奥氏体电焊条和一些针对性的焊接工艺措施,取得良好效果,对焦碳塔除焦钻杆焊缝修复有一定借鉴作用。
关键词:低合金高强钢 焊接性能 热处理 奥氏体焊条
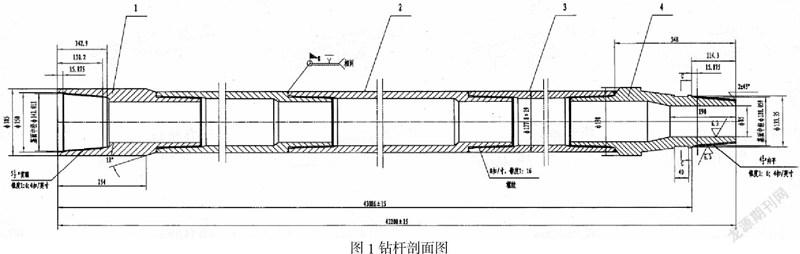
某炼油厂延迟焦化装置焦碳塔除焦钻杆使用中,发现高压水自钻杆接头焊缝处泄漏,焊缝为各段钻杆通过螺纹连接紧固后的密封焊缝。钻杆为低合金高强钢35CrMo钢管,并经调质热处理,规格为Ф177.8*19,钻杆内高压水压力为28MPa,工作温度40℃。钻杆下端是切焦器,钻杆内高压水通过切焦器喷嘴高速喷出,切焦器随钻杆上下移动和旋转,切割、清除焦碳塔内石油焦。35CrMo钢的焊接性能较差,焊接时必须采取严格的焊接工艺措施,才能不出现焊接裂纹,满足钻杆使用要求。
35CrMo钢焊接性能
35CrMo钢属于中碳合金钢,有很高的抗拉强度、冲击韧性及较高的蠕变强度与持久强度, 可用于制造承受冲击、弯曲、高载荷的各种机器中的重要零件。其化学成分及机械性能如下:
35CrMo钢化学成分
35CrMo钢机械性能
根据国际焊接学会推荐的碳当量计算公式:CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15得知,35CrMo钢的碳当量值为0.72%左右。当碳当量≥0.60%,属于高淬透性的钢材,易出现冷裂纹,可焊性较差,焊接时淬硬倾向较大,热影响区易出现热裂纹和冷裂纹,尤其在调质状态下焊接时,热影响区的冷裂倾向将会表现得更突出,对焊接工艺及措施要求高。所以在采用焊条电弧焊时,应选用抗裂性较好的低氢型电焊条,采取焊前预热、控制适当的道间温度、焊后进行热处理的等工艺措施下,才能焊出合格的焊缝。
二、焊接工艺及实施
根据35CrMo钢可焊性差,淬硬倾向大,易产生冷裂纹的特点,制定以下焊接工艺措施:①采用小线能量焊接(小电流快速焊),减少高温停留时间,避免奥氏体晶粒过热、长大,降低焊缝的冲击韧性。②焊前对焊件进行预热,减小焊件与焊接熔池间的温差,降低焊缝冷却速度。③控制道间温度不得过高,减少淬硬层产生。④焊后回火热处理,消除内应力。
对于35CrMo钢的焊接,一般选用低合金高强钢碱性焊条J107Cr或J857Cr。在本次钻杆维修中,因施工位置在焦碳塔钢框架46米平台处,正值冬季,气温低,风力大,钻杆内无法封堵,焊后热处理时很难达到技术要求。因此改用塑性、韧性及抗裂性较好的奥氏体焊条A507,焊后可不进行热处理。焊前将焊条进行300℃烘焙1h,然后放入焊条筒中备用。
將钻杆开裂位置提升至焦碳塔上方并固定,用砂轮机将开裂的焊缝全部打磨掉,并打磨出坡口,对坡口两侧30mm范围内水、油、锈清理干净,对坡口进行渗透检测,确认裂纹全部清除。使用电加热带对坡口两侧200mm范围内进行预热20分钟(温度≥200℃),两名焊工站在钻杆两侧同时采用小电流、快速焊,分段退焊,控制道间温度≤150℃。焊接时不得中断,必须一次全部焊完。具体焊接参数如下表。
焊接完毕后及时进行保温缓冷,减少低温下马氏体的形成量,最后打磨掉焊缝余高,使焊缝与母材平齐。经超声波检测,焊缝内部无夹渣、气孔、裂纹及未熔合等缺陷,投用后运行良好。
结语
对现场不具备热处理条件的情况下,对35CrMo钢的焊接可使用奥氏体电焊条A507进行焊接,采用小规范焊接参数,使焊接热量尽量均布,焊前预热、焊后缓冷等措施,有效避免出现焊接裂纹,取得了良好效果。
猜你喜欢
河南科技(2020年4期)2020-04-26
中小企业管理与科技·上旬刊(2018年6期)2018-09-05
装饰装修天地(2018年12期)2018-07-09
科学与技术(2018年12期)2018-04-25
赢未来(2017年13期)2017-02-21
现代商贸工业(2016年21期)2016-12-26
考试周刊(2016年94期)2016-12-12
考试周刊(2016年86期)2016-11-11
哈尔滨理工大学学报(2016年2期)2016-09-12