基于机器视觉的轴类工件检测技术研究
2021-02-01 05:25肖中俊李延磊严志国
齐鲁工业大学学报 2021年1期
王 俊,肖中俊,李延磊,成 巍*,严志国
1.齐鲁工业大学(山东省科学院) 电气工程与自动化学院,济南 250353 2.山东省科学院 激光研究所,济南 250353
轴类工件检测技术发展初期,主要依靠人工抽检的检验方式,采用传统的检验仪器,例如千分尺、游标卡尺、百分表等。传统的检测手段难以实现在线检测的同时,检测结果也易受工作人员情绪、生产环境以及仪器精度等多方因素的影响,难以确保检验结果的精确性。随着计算机视觉技术的产生与发展,逐渐产生了基于机器视觉的轴类工件检测技术[1]。这类检测技术基于图像处理技术,通过对轴类工件图像的采集处理得到其尺寸特征。本文以轴承为例,就机器视觉轴类工件检测技术展开研究[2],利用MATLAB进行轴承尺寸检测的模拟仿真设计。
1 轴类工件机器视觉检测系统描述
1.1 系统组成
该实验系统由两部分组成:软件部分、硬件部分。系统硬件部分使用CMOS摄像机以及其内部的数据采集系统,采集能良好表征待测轴类工件表面特征的图像。
系统结构图如图1所示。

图1 轴类工件机器视觉检测系统结构图
1.2 光照系统
由于待测工件轴承是非透明物体,在实验过程中的照明方式采用明场平行背光照明。可以有效解决其他照明方式在照明过程中由于散射、漫射造成的,被检测物体面向摄像机一侧的某些部分也会被照亮的问题。对于透视镜头,因为在获取轴承图像的过程中使用的是平行光照射,光线在图像中的成像将会是一个小点。故而,平行背光照明系统需要搭配远心镜头来使用,并且光源与镜头的相对位置也需要进行仔细的调整[3]。照明示意图如图2所示。

图2 明场平行背光照明方式示意图
1.3 视觉图像处理
系统后端图像处理部分是整个系统最重要的检测功能实现部分,其作用是完成对摄像头采集到的轴承图像进行前期的处理以及尺寸的测量工作。首先需要对得到的被测工件图像进行的处理任务包括:
1)图像预处理:将获得的图像进行像素尺寸的修改设定,以便在结果生成过程中可以得到完整有效的图像特征。
2)边缘提取:首先利用边缘增强算子,来突出预处理后图像中的局部边缘,然后定义出像素的“边缘强度”,通过阈值分割的方法提取边缘点集[4]。本文利用MATLAB编程,采用Canny算子进行边缘提取[5]。
3)边缘修复:对边缘提取过程中得到的存在边缘轮廓丢失的部分进行修复。
4)结果生成:编译运行程序,得到尺寸检测结果。
2 Canny边缘检测算法
首先在得到轴承原始图像后进行一次中值滤波以保证可以得到良好的边缘信息,然后再利用Canny算法进行边缘检测。
Canny算法的目标是找到一个最优的边缘检测算法,分为以下5个步骤[5]:
1)使用高斯滤波器平滑图像、滤除噪声。大小为(2k+1)×(2k+1)的高斯滤波器核的生成方程式由下式(1)给出:
Hij=
1≤i,j≤(2k+1) 。
(1)
2)采用sobel算子来计算图像中每个像素点上的梯度强度及其方向。
θ=arctan(Gy/Cx),
(2)
其中G为梯度强度,θ表示梯度方向[6]。
3)利用非极大值(Non-Maximum Suppression)抑制,以消减边缘检测算法造成的杂散响应。
4)利用双阈值(Double-Threshold)算法来检测并连接真实的和潜在的边缘。双阈值检测的伪代码如下:
ifGp≥HighThreshold
Gpisanstrongedge
ifGp≥LowThreshold
Gpisanweakedge
else
Gpshouldbesuppressed
5)通过抑制孤立的弱边缘以完成最终的边缘检测。抑制孤立边缘点的伪代码描述如下:
ifGp==LowThresholdandGp
connectedtoastrongedgepixel
Gpisanstrongedge
else
Gpshouldbesuppressed
3 图像处理
图像在获取过程中难免会有一定的噪声,这就需要根据得到的图像采取适当的滤波方式,对获得的图像进行滤波处理。本文中采用中值滤波器对图像进行滤波处理,以得到更清晰且宜分析的图像。使用中值滤波器可以较好的保存图像的二维边缘信息,且在误差允许范围内采用基于机器视觉的非接触式测量方法可以实现对轴的基本参数的快速精准测量[7]。
对如图3所示的轴承进行图像预处理,首先将得到的彩色图片进行灰度化处理得到图像的灰度图像,然后运用Canny算子编程实现对图像边缘的提取。得到如图4所示的图像边缘。

图3 待检测轴承

图4 Canny算法提取到的轴承边缘图像
4 系统测量
4.1 系统标定
计算机视觉领域中有三个常见的坐标系,分别是:相机坐标系、图像坐标系以及世界坐标系,相机标定实际上就是用矩阵来表示待测工件在各个坐标系坐标值的转换关系的过程,首先被测工件在图像坐标系下与相机坐标系下的位置关系如图5所示[8]。

图5 图像坐标系与相机坐标系的关系

(3)
而相机坐标系与图像坐标系的关系如图6所示[9]。
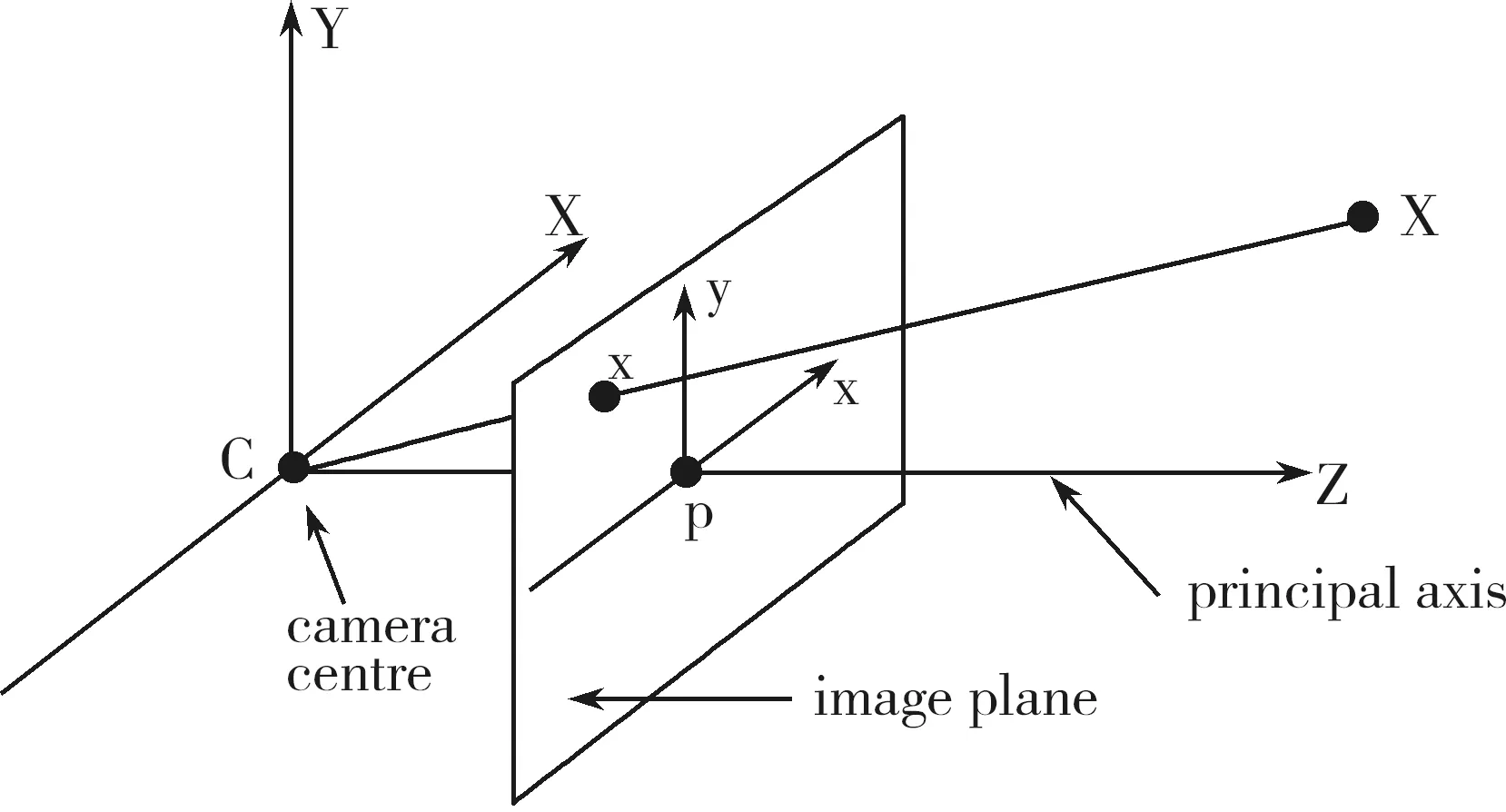
图6 相机坐标系与图像坐标系的关系
相机坐标系与图像坐标系关系的侧面剖析图如图7所示。

图7 相机坐标系向图像坐标系转换的剖面图
既有(X,Y,Z)T→(fX/Z,fY/Z)亦可写成:

(4)
相机坐标系与世界坐标系的关系如图8所示。

图8 相机坐标系与世界坐标系的关系
将上述关系表示为矩阵如下式所示:
(5)
由此可以推导出:
(6)
这里的Xc、Yc、Zc即为上面的X、Y、Z,其中
(7)
K就是相机的内参,R、T为相机的外参。
4.2 轴类工件的尺寸测量
轴类工件的种类颇多,按轴类工件结构形式不同,一般可分为光轴、阶梯轴和异形轴(曲轴)三类,也可以分为实心轴、空心轴等。轴类工件在日常生活中随处可见,多用于大型机械设备,在汽车工业、医疗技术等方面的应用也很广泛。比如汽车工业中的轴承、气门、柱塞、活塞、活塞杆、齿轮轴等,以及医疗技术中的植入物、骨钉、旋转仪器,这些轴类工件在社会发展、人类进步的过程中起着不容小觑的作用。表1为待检测轴承的参数指标。

表1 待检测轴承的参数指标
5 测量结果与误差分析
该检测方式是否适用于检测系统本身还需将程序导入机器视觉检测系统中进行调试,调试的过程即排除程序内部错误问题的过程。
在该检测系统硬件部分中配备了夹紧装置,将被测工件悬空而置以便实现全方位检测。调试过程中,如将非轴类工件夹在检测系统中进行检测,系统并不产生检测结果。修改程序实现PC端显示“非轴类工件”的字样用于提示用户,得到该轴类工件机器视觉检测系统对于非轴类工件的检测结果。
下面以轴承的检测过程为例,在检测过程中实现对检测系统的调试。通过MATLAB编程实现轴承的尺寸检测,检测效果如图9所示。

图9 测量结果示意图
实验将图像中工件尺寸设定为单位英寸,并以单位英寸实际像素点与所设定的单位英寸像素相比得到目标物体的长宽信息[10]。由图可以看出该轴承由五层边缘组成,实际的工业生产中只需测得空心轴承的内外径即可。这里为了更好的确定检测的结果是否足够精确,保留了所有的边缘,具体的检测结果如表2所示。

表2 待测轴承的实际参数
由上表实验数据可以看出,该机器视觉轴类工件尺寸检测系统可将检测结果严格控制在误差允许范围之内。也就是说,该检测系统可有效实现轴类工件的尺寸检测,但检测系统本身还存在对待检轴类工件尺寸的限制,随待检工件尺寸的增加,检测系统的尺寸也会增加,以致所需的设备研发资金增加,例如上海业纳公司研发的Opticline系列轴类光学检测仪器,研发了不同型号的仪器来对不同尺寸的轴类工件进行检测。除去该方面的限制,本文设计的检测方法可适用于不同型号的检测设备之中。
6 总 结
本文设计了一套轴类工件图像边缘提取以及尺寸检测系统,并利用MATLAB编程仿真实现对该系统的测试,实现了轴承的多层直径检测。文章着重介绍了摄像机标定以及Canny边缘提取算法的内容,通过改进两次的Canny算法获取轴类工件的尺寸特征,减小图像边缘损失对检测结果的影响。
猜你喜欢
杭州电子科技大学学报(自然科学版)(2022年4期)2022-08-23
防爆电机(2022年4期)2022-08-17
杭州电子科技大学学报(自然科学版)(2022年3期)2022-06-08
导航定位学报(2022年2期)2022-04-11
智能制造(2021年4期)2021-11-04
防爆电机(2021年5期)2021-11-04
防爆电机(2021年3期)2021-07-21
杭州电子科技大学学报(自然科学版)(2020年3期)2020-06-08
数学大世界(2018年1期)2018-04-12
考试周刊(2018年15期)2018-01-21