超白玻璃的发展与现状探讨
2021-02-06 09:05安钢秦新锋宋学文张建礼
玻璃 2021年2期
安钢 秦新锋 宋学文 张建礼
(陆军装备部驻北京地区军代局驻秦皇岛地区军代室 秦皇岛 066000)
0 引言
随着科学技术的发展和人民生活水平的提高,建筑玻璃的功能越来越多,不但要满足采光的要求,还要有调节光线、保温隔热、安全、艺术装饰,光电和光热转换等特性,是水泥和钢材之后的第三大建筑材料。
超白玻璃在生产制造中要求将氧化铁含量降低到0.015%以下,一般控制在0.012%左右,玻璃透光率在91.5%以上,产品具有功能多、晶莹剔透、高档典雅,是一种高档的新型玻璃品种,在建筑物应用上具有自然、通透、前卫的艺术效果,广泛用于高级建筑物内外装修(门窗、隔断、幕墙等)。随着太阳能光伏产业的发展,超白玻璃应用会更加广泛。
1 超白玻璃的应用
1.1 超白玻璃种类及应用
超白玻璃分为超白压延玻璃和超白浮法玻璃,主要应用如图1所示。

图1 超白玻璃的主要应用
在太阳能电池行业应用如图2所示。

图2 太阳能电池行业对超白玻璃的应用
1.2 超白压延玻璃
超白压延玻璃作为多晶硅电池的封装面板应用于太阳能电池的制造。为了确保封装玻璃的技术要求和太阳能转换效率,玻璃成型时要利用压延工艺,使表面产生绒面和布面双面结合的图案,为有效提高太阳能透过率,还可以进行离线或在线镀减反膜。超白压延玻璃厚度为2~6 mm,常规厚度3.2 mm,大量用于各种太阳能电池用封装玻璃、电池基板中的光电幕墙用玻璃、太阳能光热能转换装置用玻璃。
1.3 超白浮法玻璃
除透光率外,超白浮法玻璃的物理性能和普通浮法玻璃基本一样,可以进行各种深加工,如钢化、弯曲、夹胶、中空装配等。由于透光率非常高,超白玻璃的视觉性能特别优越,极大地提高其加工玻璃功能和装饰效果,成为技术含量相对较高的尖端产品。在太阳能电池制造领域,超白浮法玻璃主要应用于非晶硅太阳能薄膜电池的制作。
1.4 超白玻璃的发展及市场应用情况
我国首条超白浮法玻璃生产线由金晶集团于2005年建成投产。截止到2011年,我国拥有8条超白浮法玻璃生产线,总的生产能力达到4 150 t/d,合24 104万m2。首条超白压延玻璃生产线由南玻集团于2007年在东莞建成投产。截止到2011年我国就建成了87条超白压延玻璃生产线,总的生产能力达到11 560 t/d,合18 062.5万m2。表1为2005—2010年我国超白玻璃消费情况汇总。从表1中可以看出,超白压延玻璃主要应用于光伏产业,而超白浮法玻璃在光伏产业中却应用很少。
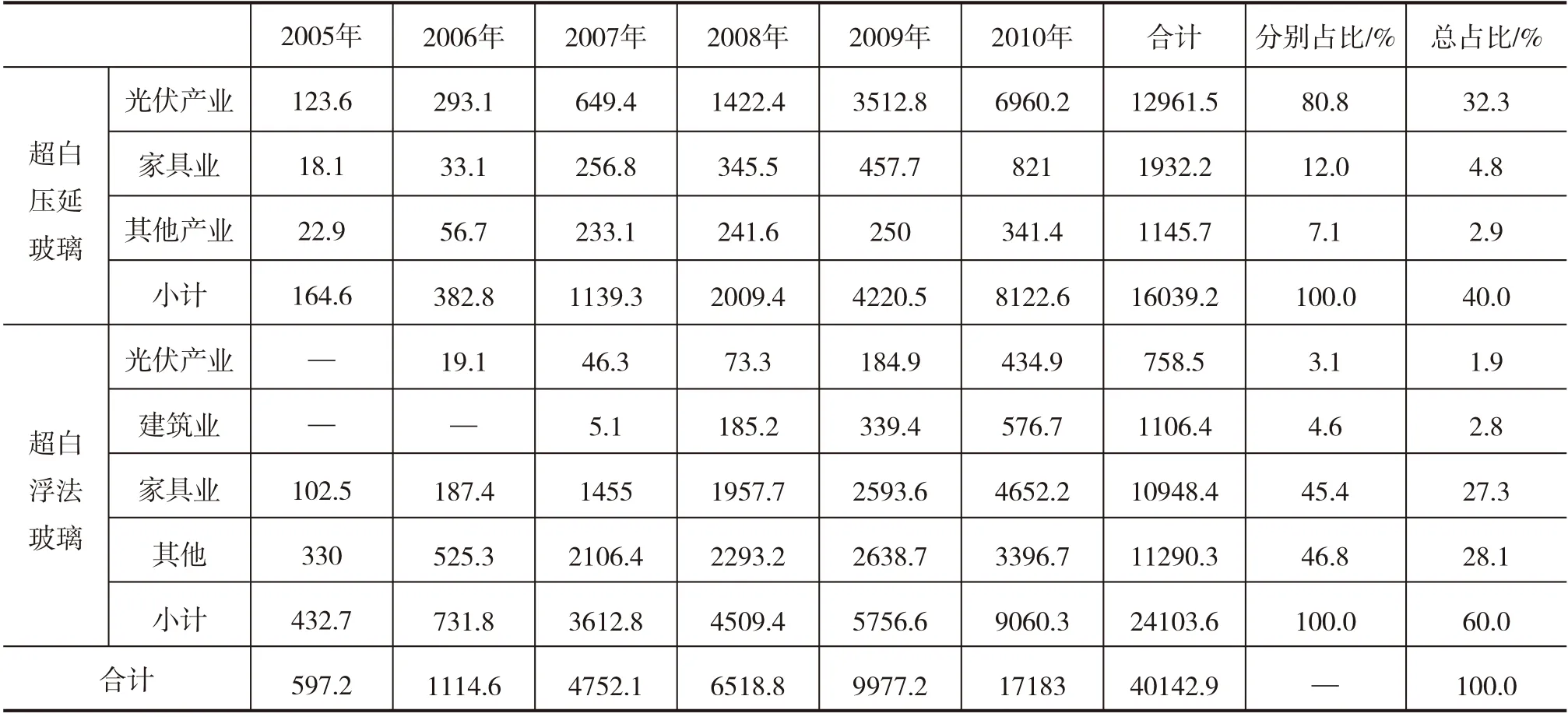
表1 2005—2010年我国超白玻璃消费情况汇总 单位:万m 2
2 超白玻璃生产工艺
2.1 超白玻璃组成及生产工艺流程
超白压延玻璃生产线规模一般为100~500 t/d,龙头企业的生产线规模有的已经达到650~1 200 t/d,根据熔化量大小可设计成一窑一线至一窑六线。超白浮法玻璃生产线规模一般为300~1 000 t/d,玻璃组成要求如表2所示。

表2 超白玻璃组成要求
超白压延玻璃工艺流程为:
原片生产:配料→熔制→澄清→压制成型→退火→切割→半成品检验→半成品包装→半成品库
精加工:半成品→精切→磨边→精冼→连续钢化→成品检验→成品包装→成品库
超白浮法玻璃工艺流程:
原片生产:配料→熔制→澄清→锡槽→退火→缺陷检测→纵切/横切→玻璃原板→入库
镀膜:玻璃原片→清洗→离子源洁净与活化→磁控溅射镀膜→在线检测→成品包装→入库
钢化:玻璃原片→切割→磨边钻孔→清洗干燥→钢化(包括加热、吹风淬火 、吹风冷却)→成品检验→成品包装→成品库
2.2 超白玻璃配料中的微铁控制过程
超白玻璃用原料各指标比普通玻璃生产有更严格的要求,主要是铁含量指标最为严格。料方设计和原材料的选用是一个重要的环节,从高透过率出发,玻璃成分中尽可能避免钛、钒、铬、锰、铁、钴、镍、铜、铈、镤、钕等过渡元素的引入,避免引起可见光的选择性吸收而使玻璃着色。配合料制备过程要防止二次铁污染,原料及配合料的料仓、输送、称量和混合设备关键部位要有防止铁污染的优化设计,在配料过程中采用先进的除铁手段,以最大限度清除原料及配合料中的铁杂质。
2.3 熔化过程要求
(1)降低熔化率,提高熔化质量
由于超白玻璃成分中SiO2含量较高,仅次于石英玻璃,熔化温度要求较高。为了保证优质的玻璃质量,一方面要提高熔化温度,另一方面就是降低出料量。但过高的熔化温度对窑炉有侵蚀作用,造成玻璃中混入耐火材料的成份,降低窑炉寿命,所以降低出料量是提高超白玻璃熔化质量比较有效的办法,其熔化率是普通玻璃的50%左右。
(2)通过科学的熔化操作提高玻璃白度
为了提高玻璃的白度,熔窑燃烧要完全调整为氧化性气氛,防止玻璃熔化过程中的SOX还原硫化物后产生硫化铁,从而降低玻璃的白度。可以在混合料中按比例添加焦锑酸钠澄清剂,既能提高玻璃熔化过程的澄清效果,还能增加玻璃的白度。燃料的成分也要进行控制,不然会造成料色的影响。
(3)强化玻璃熔化过程的澄清
超白玻璃液的导热系数高,熔窑池深方向上温度梯度小,玻璃液的澄清非常困难,微气泡难以排出,熔窑的池底温度越高,产生的微气泡会越多,对玻璃产品成品率影响特别大。必须采取有效的技术措施来强化玻璃液的澄清,要求配合料中添加高效的玻璃澄清剂,熔化操作中适当增加玻璃液的澄清区域等。在窑炉设计上可以采用池底鼓泡技术、电助熔、窑坎等辅助技术。
3 制定标准,提高质量
通过制定统一标准,太阳能电池行业用超白玻璃生产才会有一个良好的发展和规范。企业可以用标准来衡量自己的产品,以采取措施,提高产品质量。2006年开始编制《太阳电池用玻璃》行业标准,2010年6月1日实施。2007年开始制定《超白浮法玻璃》行业标准,2013年6月1日实施。近几年来,中国光伏产业已经从生产大国转变为应用大国,产业发展环境不断向好,产业规模持续增大,需要既能够满足光伏玻璃行业生产需要,同时要生产出适合于光伏产业应用的光伏玻璃产品,用标准来推动行业健康发展,亟需完善相关标准体系。2017年编制了《全氧燃烧超白压花玻璃单位产品能源消耗限额》标准,通过标准将全氧燃烧技术在光伏玻璃行业中发展及推广,这是中国建筑玻璃与工业玻璃协会太阳能材料方面第一个团体标准。2019年6月4日,《超白压花光伏玻璃》团体标准讨论会在上海召开,以解决原有产品标准之间的协调性以及光伏背板等新产品没有标准的问题。2020年8月28日,《晶硅光伏组件用材料 第1部分:面板玻璃、第2部分:背板玻璃》两部分团体标准审查会在江苏宜兴召开,应对光伏双玻组件的发展,通过标准、法规、监督检查进行规范。2020年8月29日上午,《晶硅光伏组件用玻璃标准尺寸》团体标准讨论会在江苏宜兴召开,用于解决光伏玻璃尺寸过多的问题。
多年来,光伏产业保持了快速发展,在发展中也积累了很多问题,推动太阳能材料行业生产标准化,提高产品质量,引领和规范行业健康发展,才能更好地满足新能源产业发展的需要。
4 超白玻璃发展现状分析
4.1 超白玻璃发展过程
随着国际光伏行业的发展,再加上国际光伏组件制造中心逐渐向中国转移,我国超白压延玻璃的生产自2006年以来发展迅速。2010年欧洲出现光伏需求剧增,国内超白压延玻璃出现供不应求状况,并且玻璃价格上涨很快,国内厂商产能扩建热情开始高涨,产能已经跃居世界第一位,2011年下半年或2012年,随着规划的每天5 340 t产能全部投产,超白压延玻璃供不应求的情况开始逐步缓解,出现了价格竞争的形势。
2017年,中国光伏装机总量创历史的达到了53.5 GW,光伏行业成了资本和企业争相进入的火热领域,国家用补贴政策助力光伏产业的缺口逐渐暴露。2018年国家相关部门发布了“531光伏新政”,明确加快光伏发电补贴退坡,降低补贴强度,从此光伏行业形势一落千丈。中国建筑玻璃与工业玻璃协会组织生产企业参加座谈会、企业领导峰会,在超白光伏玻璃当前产能过剩、库存增加,价格已低于行业平均成本,对企业减产、限产、提质增效、实施有效供给方面达成共识。
国家能源局在2018年年底召开的太阳能发展“十三五”中期评估成果座谈会中,对531新政进行了纠偏,经过近半年的酝酿和调整终于出台530政策。2019年530新政为光伏企业带来利好,全球新增装机保持平稳增长,光伏玻璃开始出现供给紧缺局面。由于行业资源紧缺,环保压力加大,光伏行业达成了制止低价倾销、加强质量管理、防范商务风险、促进产业链融合发展等共识。
随着多年的发展,光伏行业经历了技术提升、价格波动、政策变动等因素的磨砺,已经逐渐形成生产区域集中和规模集中的格局。通过技术引进和研发,逐渐打破国外企业在光伏玻璃行业的垄断,充分利用国内成本优势,扭转了光伏玻璃依赖进口的局面,实现了从依赖进口到替代进口的转变,国内大型企业也开始在国外建厂,截至2019年,中国已经成为光伏玻璃的最大出口国,表3为2011—2019年光伏玻璃产量情况。2020年以来光伏玻璃涨势迅猛,在国内疫情已逐步控制,生产生活逐步恢复正常的情况下,光伏装机需求被逐渐释放,光伏玻璃价格持续上涨,由于光伏玻璃扩产速度远不及太阳能组件,在2020年四季度已经凸显出光伏玻璃的供应短板问题。

表3 2011—2019年光伏玻璃产量情况
4.2 太阳能晶硅电池的发展拉动超白压延玻璃的需求
在光伏建筑一体化中,超白玻璃大量应用于太阳能电池的封装玻璃。太阳能电池主要包括晶硅电池和非晶硅电池,超白压延玻璃应用于晶硅电池,而超白浮法玻璃应用于薄膜电池。随着晶硅技术的发展,我国已经研发出超薄柔性晶体硅电池技术,晶硅产品柔韧度更高、弯曲度更大,同时色彩更多样化,充分满足了建筑设计师对色彩、规格、版型等方面的美学要求。晶硅电池和薄膜电池在转换效率、产品可靠性、总的成本优势上,晶硅要远远优于薄膜。而从产品外观、市场占有率、弱光发电性能、弧形应用等方面,薄膜目前还保持一定优势。表4为晶硅电池和薄膜电池性能对比。

表4 晶硅电池和薄膜电池性能对比
近年来,我国光伏企业积极开发与建筑结合的新产品、新技术,在太阳能晶硅电池技术及应用方面得到飞速发展。在光伏市场中,晶硅电池是我国太阳能电池的主导产品,超白压延玻璃作为太阳能晶硅电池的封装玻璃,有着绝对的市场需求。全球晶体硅电池和薄膜电池产量占比见表5。
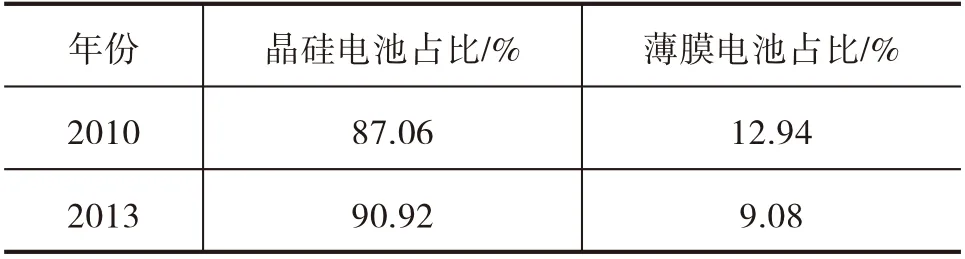
表5 全球晶体硅电池和薄膜电池产量占比
4.3 超白玻璃生产难度大,门槛高
(1)普通玻璃制造企业难以进入超白玻璃行业
超白玻璃最重要的特性就是太阳光的高透过率,还要有外力和热应力较高的机械强度。目前广泛应用的超白钢化玻璃还有一定的自爆率,如果钢化后的光伏玻璃在光伏组件上自爆,将造成光伏组件的致命破坏,损失价值较大,降低钢化玻璃的自爆率和杜绝玻璃自爆成为超白玻璃的关键技术。另外,超白玻璃还要有一定的耐腐蚀性能和耐高温性能。
超白玻璃由于科技含量高,生产难度大,国际上玻璃巨头为了垄断市场,采取技术封锁和限产的营销模式,使超白玻璃生产进入门槛较高。超白玻璃和普通玻璃生产从技术上差别很大,其生产线建制、管理模式和工艺参数均不相同,这就使得普通玻璃生产企业难以进入光伏玻璃行业。
(2)认证程序繁杂,要求高
在国际上,超白玻璃需要通过认证程序。出口欧盟、美国、日本的光伏组件必须取得当地的产品质量认证,更换封装玻璃必须重新进行认证,周期较长、成本高,因此光伏组件企业和超白玻璃供应商需要稳定的合作关系。
(3)品牌的忠诚度要求高
光伏组件企业对于光伏玻璃的质量稳定性、供货及时性和售后服务都有严格的要求,进入供应商名录须经过0.5~1年的评审、测试和使用环节,客户对品牌的忠诚度要求高。
(4)企业规模化竞争优势
目前光伏玻璃行业已经形成规模化的竞争格局,规模较大的企业才能在产品的质量、供应和价格方面赢得市场竞争,小规模的生产企业很难在这种市场竞争环境中获得优势。光伏玻璃生产项目的建设需要投入大量资金,包括但不限于生产设备成本、原材料存储、环保费用开支及销售费用开支等。2019年我国光伏玻璃市场份额占比,信义光能占比38%,福莱特占比24%,两家合计市场份额占比超过60%,形成了双寡头的局面。
4.4 光伏玻璃产能扩张
近日来,超白压延玻璃持续短缺,组件成本压力大,虽然价格暴涨,但依然采购困难,基本处于有价无量的态势,玻璃的供应短缺也制约组件厂的生产秩序,部分组件厂出现小幅下调开工率的情况。紧俏的供应下,不断走高的价格,让超白压延玻璃成为近期市场热议的焦点。
2020年我国光伏玻璃的产能27 423 t/d,但需求量为31 702 t/d,两者存在4 279 t/d的产能缺口。有需求,当然就会有新产能,有光伏企业正在抓住时机加大玻璃产能扩张,8月底前已建成4条光伏玻璃生产线,另一家光伏企业2017年开始投资50亿元自建光伏玻璃产能基地,凤阳硅谷光伏玻璃原片一期投产,二期和三期正在紧锣密鼓地建设。据不完全统计,目前与光伏玻璃生产有关的在建、拟建项目共19项,预算总规模超170亿元。随着光伏技术的发展,2019年以来双面组件占比越来越多,双面双玻的渗透率不断提高也促进了光伏玻璃市场的不断增大。
5 结语
光伏能源具有无污染、无噪声、维护成本低、使用寿命长等优点,目前已经成为全球一致认可的重要可再生能源,成为未来电力发展的主要方向。在我国,光伏发电规模逐渐扩大,逐渐形成东中西部共同发展,与农业、养殖业、生态治理等各种产业进行融合,已经实现规模化发展。光伏玻璃是光伏组件的关键部件,从而带动了光伏玻璃行业的发展。长远来看,在国家太阳能长远发展规划的指导下,光伏行业的发展预期将趋于稳定,光伏超白玻璃将更为健康、可持续的发展。
猜你喜欢
科学大众(2022年23期)2023-01-30
能源工程(2022年2期)2022-05-23
新能源科技(2021年5期)2021-04-03
云南化工(2020年11期)2021-01-14
重型机械(2020年2期)2020-07-24
装备制造技术(2019年12期)2019-12-25
小哥白尼(趣味科学)(2018年4期)2018-06-21
材料科学与工程学报(2016年5期)2016-02-27
少儿科学周刊·儿童版(2015年7期)2015-11-24
太阳能(2015年12期)2015-04-12