激光焊接技术在汽车制造中的应用分析
2021-02-22 08:02张鑫
汽车科技 2021年1期
张鑫

摘 要:伴随着生活水平的提升,人们对包括安全及舒适程度在内的汽车质量和性能等方面的要求得越来越高。激光焊接技术在汽车制造中的应用,能够有效提升焊接的精度以及质量,对汽车质量的提升有着重要的促进作用。本文首先对激光焊接技术的原理和优缺点进行简单介绍,然后介绍了几种激光焊接技术在汽车制造中的应用,旨在进一步促进对激光焊接技术的了解,增进激光焊接技术的应用。
关键词:激光焊接;汽车制造;质量
中图分类号:U466 文献标识码:A 文章编号:1005-2550(2021)01-0063-04
Abstract: With the improvement of living standards, people have higher and higher requirements on automobile quality and performance including safety and comfort. The application of laser welding technology in automobile manufacturing can effectively improve the precision and quality of welding, which plays an important role in the improvement of automobile quality. In this paper, the briefly principle, advantages and disadvantages of laser welding technology have been introduced firstly, and then several applications of laser welding technology in automobile manufacturing have been recommended, in order to promote the understanding and application of laser welding technology.
Key Words: Laser Welding; Automobile Manufacturing; Quality
在汽车制造的过程中,由于对零部件的质量要求非常高,因此需要对大量的零件进行精加工和測试。在车身焊接、零部件焊接、厚板拼焊等方面,激光焊接技术的应用以其自身工艺的优越性、安全性、节能环保等特点受到了青睐并得到广泛应用。因此,了解激光焊接技术的优缺点并加强对激光焊接技术的应用,对进一步提升汽车制造的整体安全性和质量精度有着重要的意义。
1 激光焊接技术
1.1 原理
从本质上来看,激光焊接技术实际上是属于熔融焊接技术,其主要是以激光束作为能源,将激光束在焊件的接头处进行冲击,以此来达到焊接的目的。其原理是通过光学震荡器来产生高功率的激光束,并将激光束作用于金属表面,在较短的时间内将金属汽化,汽化孔被熔融金属液包围,通过应力反作用、加热与冷却等方式来形成焊缝,完成金属零件的焊接。激光束本身的密度对焊缝的深浅有着一定的影响,密度较高的时候,其熔深就越大,使得焊缝也就越深,反之,密度越小其熔深也就越小,焊缝也就越浅。
1.2 优缺点
激光焊接技术的优势主要表现在:在工作的过程中热影响的范围较小且由于热传导而导致的变形量较小;焊接的精度、质量较高且外形较为美观;操作灵活方便,工作效率非常高;工作过程中产生的噪音较小,节能环保的程度较高;对于一些质地坚硬、熔点较高、易脆裂的材料来说具有较好的功效。
在激光焊接技术应用的过程中,其在发挥自身优越性的同时也存在着一定的弊端,其主要表现在:对焊接的位置和要求的范围较为严格,是一种“精细活”;对焊厚度较大的工件来说在生产线上并不适合使用激光焊接技术,也就是说激光焊接技术的适用范围有限;高反射性、高导热性材料焊接中使用激光焊接技术会影响到材料本身的焊接性;能量的转换效率较低;焊道凝固的速度过快可能会导致气孔、脆化等情况出现;激光焊接相关设备较为昂贵。
2 激光焊接技术在汽车制造中的应用
为了降低或消除激光焊接技术应用过程中的缺陷性问题,需采用复合焊接工艺来进行,包括激光电弧复合焊接、激光与感应热源复合焊接等,并加强辅助工艺的应用,包括激光填丝焊接、激光远程焊接等。本文就几个常见的、优越性较高的激光焊接技术进行简单分析。
2.1 激光自熔焊接
激光自熔焊接是指需要焊接的两个部分或是多个部分,自身熔化、冷却进而凝聚成一个整体,达到焊接的目的。该焊接的方式在使用的过程中不需要添加焊剂,整个过程依靠的是工件自身的物理性质,达到熔接在一起的目的。当激光功率密度达到一定值的时候,工件表面的温度在较短的时间内迅速上升并达到其沸点,使得金属汽化,并形成一个细长的孔洞。当金属蒸汽反冲压力与液态金属表面张力、重力等达到一个平衡值后,细长的孔洞不再继续加深,最终形成一个性质稳定、深度稳定的孔洞,当小孔闭合后,焊缝就此形成,激光深熔焊接完成。
在汽车制造的过程中,激光自熔焊接主要应用于车身组焊、拼焊以及零部件焊接等方面。早些年,很多汽车的顶盖和侧围连接处都使用激光自熔焊接,而现阶段,已经很少有汽车在此方面使用激光自熔焊接了,使用钎焊的较多。大众旗下有很多车型在侧围焊接的时候会使用到激光自熔焊接方式,如途观、速腾、迈腾等。车门焊接中依然有部分车型在使用激光自熔焊接方式,如高尔夫、迈腾、标致、雪铁龙等。此外,使用激光拼焊方式来进行车身的制造能够在很大程度上降低零件、模具等的成本,有效提升汽车产品本身的试制竞争力。按照焊缝的类型进行分类,可以分为单条直线焊缝、复数直线焊缝、非直线焊缝等多个类型,其中单条焊接缝类型的生产工艺较为简单,所以该类型的应用范围较为广泛。
2.2 激光填丝焊接
激光填丝焊接主要是指在焊缝中填充特定的焊接材料,然后用激光束对其进行熔化进而形成焊接接头。该方法与其他的非填丝焊接方式相比较具有非常明显的优势,如:能够有效提升焊缝的质量并扩大激光焊接的适用范围,同时对精度的提升有着重要的作用;能够利用较小的功率来对厚板进行焊接,且成型效果较好,变形较小,减少了焊接过程中产生的缺陷问题;能够通过改变填丝的成分来控制焊接缝区域范围内的组织性能等。
在实际使用的过程中,该技术不仅仅需要焊丝,同时也需要熔化母材,并能够在母材上形成小孔效应以及较深的熔池,焊丝本身的成分与母材本身的金属成分充分混合到一起,形成了新的混合熔池。新的混合熔池元素比例、质量等与焊丝、母材等有着较大的区别,所以,使用该技术的时候可以以实际需求、母材本身的性能缺陷等为基础,选择成分合适的焊丝作为填充材料,添加到焊接过程中,有效改善和提升焊缝的抗裂性、耐腐蚀性、耐磨性等。此外,激光填丝焊能够实现多道堆叠焊接,能够实现两层焊道之间的有机熔合,因此,该技术具备焊接大厚度接头的能力。
2.3 激光电弧复合焊接
激光电弧复合焊接方式主要是指将激光热源与电弧复合起来,共同作用在同一个熔池上达到焊接的目的(如图1所示)。该方式结合了激光、电弧的优势,适应性较强,变形较小,焊接的速度较快。激光电弧复合焊接技術中所涉及到的电弧类型主要有TIG电弧、等离子弧、GMA电弧等,其中GMA电弧是较为常见且应用最为广泛的类型。
在实际情况中,电弧电压会直接影响到焊接过程的稳定性、焊缝熔宽大小等,当电弧电压过大的时候容易导致焊接过程不稳定,特别是在角接焊缝处较容易导致弧偏吹的情况产生。而当电弧电压过小的时候,很可能会导致短路的情况发生,进而导致焊接过程中飞溅明显增加。因此,为了能够保证焊接的质量和效果,在考虑增大焊接电流的过程中也要适当提升焊接的电压,根据焊接方法、相关经验公式都能够来对电压值以及电流值进行合理估算。为了保证电压以及电流能够处在最佳的配合状态,可以通过调节送丝的速度来自动匹配相应的电压值和电流值。在现有的车型中,很多车型都会使用到激光电弧复合焊接技术,如:奥迪A8车型的侧顶梁上有各种规格和形式的接头,这些接头就是采用激光电弧复合焊接工艺来完成焊接的。
2.4 激光远程焊接
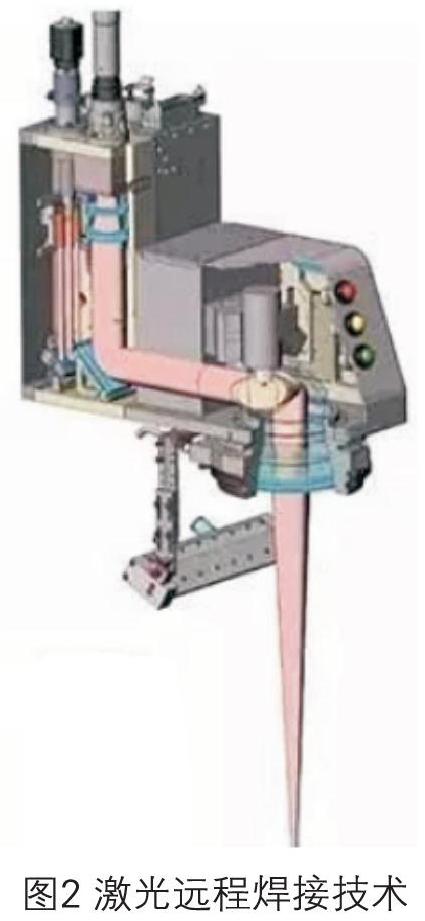
激光远程焊接技术主要是借助高速扫描振镜头来进行长距离的加工,将不同功率密度的激光束通过反射来聚焦在零件表面,对其进行有效焊接(如图2所示)。激光远程焊接技术具有非常多的优势,其主要表现在:定位精度非常高,且能够在较短的时间内进行快速焊接,焊接的效率较高;在焊接的过程中不会与相关夹具、光学镜片等产生反应而导致污染的情况出现;能够根据实际结构强度需求来进行焊接,从而形成需要的焊缝形状;总生产效率较高,能够适应大量汽车零部件的焊接需求。在现阶段,该技术主要应用于汽车的车门、侧围等方面,如奔驰的天窗、福特的侧围等。
虽然激光远程焊接技术的优点较多,但与此同时,该技术也存在着一定的不足。在使用该技术的过程中,其对材料、装备精度等方面的要求是非常高的,特别是在焊缝处的贴合精度方面有着较高的要求。当工件的厚度较大的时候,焊缝的深度也会增大,相应的,在焊缝处的剪切强度就会变得很低。
2.5 激光钎焊
激光钎焊技术主要是以激光束为热源,将激光束聚焦后照射在焊丝表面上,将焊丝熔化后填充到需要焊接的工件之间,通过钎焊层来实现有效的焊接。该方法与熔焊方式有着一定的区别,在焊接的过程中钎焊方法中的母材是不熔化的,使用的钎料的熔点要低于母材,所以当零件与钎料被加热到熔化的时候,可以用液态的钎料与母材相互溶解和扩散,并在母材间隙中进行浸润,通过毛细流动来进行填缝,让零件之间实现有效的连接。激光钎焊技术有着自身的优缺点。其优点表现在:焊缝成型较为美观,且具有良好的密封性,焊缝本身的强度较高。其缺点表现在:钎料本身的力学性能会对接头处的质量产生直接影响,接头处的强度和耐热性很容易达不到标准,同时,焊接过程的要求较为严格。钎焊工艺通常应用于行李箱盖、顶盖侧围连接处等,如:奥迪A3、海马、奇瑞的行李箱盖。
需要注意的是,在使用钎焊的过程中有很多工艺参数都会对焊接的过程和质量产生影响,包括光斑直径、激光功率、焊接速度、送丝速度等,要根据实际情况来选择合适的参数进行施工。同时要对钎焊丝校准、钎焊丝温度、间隙尺寸、出光控制、焊接速度与送丝速度匹配等方面加以控制。
3 结束语
综上所述,在汽车制造和生产的过程中,激光焊接技术的应用对提升制造的质量和效率都有着重要的作用。相关单位必须要掌握各种激光焊接技术的原理、优缺点以及适用范围等内容,进而根据实际情况选择合适的激光焊接技术来进行各种焊接工作,为汽车的质量提供基础保障。
参考文献:
[1]段东磊.激光焊接技术在汽车制造中的应用现状及发展趋势[J].世界制造技术与装备市场,2019(05):38-44.
[2]孔茗,傅戈雁.塑料激光焊接技术在汽车制造中的应用[J].塑料科技,2018,46(12):68-71.
[3]童驰.激光焊接、切割在汽车制造中的应用分析[J].时代汽车,2017(24):70-71.
[4]谢剑和,李晶.激光焊接技术在汽车制造中的应用分析[J].科技展望,2016,26(23):146.
[5]田文卿.激光焊接技术在汽车制造中的应用价值[J].科技创新与应用,2016(05):93.
猜你喜欢
初中生学习指导·中考版(2022年4期)2022-05-12
作文周刊·小学二年级版(2021年20期)2021-08-10
科技创新与应用(2017年2期)2017-02-09
科技与创新(2015年8期)2015-05-06
物联网技术(2015年2期)2015-04-07
中学生数理化·七年级数学人教版(2014年6期)2014-09-18
海外英语(2013年1期)2013-08-27