微型步进马达总工程自动组装工艺研究与产业化应用
2021-03-01 02:46王永亮廖新明
机电工程技术 2021年1期
王永亮,廖新明
(日本电产三协电子(东莞)有限公司,广东东莞 523325)
0 引言
随着科技的不断进步,机械自动化设备的发展也实现了由简单到复杂、由低级到高级的变化过程,这是工业行业发展的必然,企业如何高效地提高经济效益,减少企业成本[1]是一大课题。本文针对微型步进马达总工程组装设备设计,以减少公司人工成本、提升产品良品率为出发点,设计研发了一种微型步进马达总装工程自动作业的组装设备及自动特性检查设备,运行环形轮带设计;同时独特的可视判定,实现了无人润滑油作业及摩擦齿轮伤判定,解决了本行业中瓶颈工程,提升了微型步进马达工程良品率。通过对自动化组装设备的模块化设计,确定工艺流程,完全实现一条流水线多机种生产。
1 总装工程组装工艺
步进微型马达总组装[2]是把各个部组工程产出部组品进行总组装后,进行特性检查,最终产出完成品。马达总组装工程包含:定子组与外壳组组装、转子组组装、弹簧片组装、齿轮组组装、润滑油涂布、主轴组组装、取付板组装、马达性能检查、完品自动捆包机等,通过在轮带回转治具[3]及各伺服机构等组装成马达完成品,并在总组装线自动进行马达相关参数检查[4]。如图1所示。

图1 微型步进马达总组装线
2 重要机构
2.1 定子组与外壳组自动组装机
总组装工程定子组组装部件包含2个部分:外壳组和定子组。
(1)外壳组自动供给[5]机构如图2 所示。整体设备运用振动盘、直震料槽及机构夹取供料。外壳组通过振动盘自动区分方向,直震料槽连续、可控供料,当直震料槽满料时振动盘及直震料槽停止工作,夹取外壳组连续组装,直震料槽外壳组下限时继续工作,从而解决了外壳组持续供给导致叠料出现,以及减少电力资源损失。具体外壳组上料机构如图3所示。

图2 外壳组自动供给机构

图3 外壳组上料机构
(2)定子组自动组装机如图4所示。外壳组供给后由定子组装机供给定子组,组装机构通过伺服器精密取付组装至治具受台。
2.2 转子组自动组装机
(1)转子组自动组装机利用可编程PLC[6]控制伺服电缸进料,夹取放置到转子清洁位置,进行转子组底部和侧面清洁后,进行自动组装,如图5所示。

图4 定子组自动组装机构
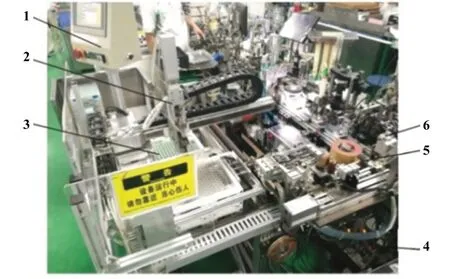
图5 转子组自动组装机构
2.3 齿轮组自动组装机
齿轮组装机构如图6所示。运用振动盘、直震料槽供料,通过机械机构夹具进行自动组装工作。总组装工程由三菱PLC[7]及威纶人机界面控制[8],使用轮带回转治具,并通过气缸限位把组装受台定位到各组装机构位置,各组装机通过独立专用设备组装,完成微型步进马达系统化的组装并完成特性数据检查。

图6 齿轮组自动组装机构
3 关键技术和成果
3.1 主要技术指标
自动化装配机主要技术指标如表1所示。

表1 自动化装配机主要技术指标
3.2 关键技术
本项目在实施过程中主要解决了以下关键点。
(1)卷线组的取料弹性吸附技术。解决了线圈移位送料装置中的移料零件将线圈送至取料位置点后,取料机构与移料零件硬接触且线圈定位不好的问题。
(2)卷线组的放料同轴自校对定位问题。通过弹性限位块与组装模组定位的圆柱端面圆弧倒角的组合,精简结构降低成本的同时能够保证所需的定位精度。
(3)定子组外形弹性卡位导向技术。解决了模糊放料下的精确装配问题。一般零件,通过阶梯轴和孔键的配合达到准确装配。针对非对称存在偏位的零件组装,通过弹簧作用力与零件组成轴向弹性卡位,以及挡块等完成与轴的装配。
(4)自制校正模板。解决了机器视觉检查中在显微镜下目视许多是无法区分的问题。在检测中将光源打到工件上反射光成像后进行分析,工件在成型模具的加工纹路是各种各样,但实际的反射角度是完全相反的,导致机器视觉的检测结果完全相反或差异很大,因此需要对其进行校正。
3.3 项目成果
(1)在取料/放料工程中采用自校对定位技术,采用缓冲器加限位块定位的模式。限位块头部追加伸缩性良好的聚氨酯等弹性材料,目的是在限位位置点取料零件可以继续前后移动。放料/取料口部位中空圆孔设计与组装模组定位圆柱端面圆弧倒角处理,取料零件内圆孔与定位圆柱外壁轴配套,放料零件初入定位圆柱时沿倒角自动与定位圆柱外壁轴配套。
(2)定子组通过外形弹性卡位导向技术,将定子组各个模块进行组装;此外,定子组采用自动焊锡技术,通过不断地尝试与总结,发现烙铁头端部的形状、倾角以及焊锡进入的方向对自动焊锡的品质有重要影响。因此,通过改对烙铁头的形状和倾角,满足自动焊锡设备达到高品质、高产能需求。
(3)转子组外观检查采用独特三维一体技术,通过对设备组装检查品放置方向独特处理,照相机短时闪断多次成像,机器视觉放大30 倍检测,提升转子组外观检查率。
(4)总组装工程采用回转轮带式,高精度组装机构模块化装配,即先通过零部件的组合装配出具有不同功能机构模块,通过各模块的组合装配出满足顾客要求的产品。因此,模块化装配的基本单元是独立的模块。企业的装配线多是基于顾客订单的装配线,装配过程具有动态性。
4 应用前景
目前公司通过本项目,微型步进马达年产值1.5亿元人民币,后续也会运用新技术创新改善现有产品的组装工艺,并通过团队研发创造,激励技术人才高技能化发展,为后续创造更多的科技成果,提高生产力和经济效益。今后将以此项目为开拓点,多方向运用新技术(可编程控制器、触摸屏、步进电机系统、伺服电机控制系统、变频器系统、机械手(多关节)、新型传感器、高精密工业相机等),对其各部组工程优化设计,减少工程中间各种资源损失,向成熟稳定系统运行达成连续稳定化、空间最优化、效益最大化迈进,进一步形成微型步进马达总组装工艺的良好发展及产业化应用。
5 结束语
本项目是在自动控制系统下运行,自动设备生产效率是以前旧组装工艺的数十倍,成果突出。通过对新装配技术引用和创新,新颖的设计方法使占有系统资源最优化,控制系统功能全面而又简洁,与传统的手工组装和行业其他公司生产的设备相比有明显的成本、创新、效益优势。通过本项目,实现了微型步进马达总工程自动组装设备设计,目前适用于微型步进马达专业领域的设备还需深入研究,各行业自主研发设备推动着电子产业迅速发展,实现产品的精密生产和批量生产,同时有效地缓解劳动力短缺,改善工人的工作环境,模组化的设备设计,为实现微型步进马达智能制造产业化奠定基础。
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
哈尔滨轴承(2020年4期)2020-03-17
装备制造技术(2019年12期)2019-12-25
模具制造(2019年7期)2019-09-25
猪业科学(2018年4期)2018-05-19
新能源科技(2018年1期)2018-02-17
小学生导刊(2017年15期)2017-05-17
山东工业技术(2016年15期)2016-12-01
棋艺(2016年4期)2016-09-20
中国塑料(2016年3期)2016-06-15