提高钢筋笼主筋直螺纹套筒连接合格率的流程设计
2021-03-06 05:13朱杭新
科技创新与生产力 2021年1期
汪 洋,朱杭新
(浙江交工集团股份有限公司地下工程分公司,浙江 杭州 310024)
在地下工程围护结构的钻孔咬合桩型式中,钢筋笼主筋的接头质量直接影响其受力性能,进而影响有筋桩的承载力甚至整个基坑的稳定性。在现场施工中,钢筋笼主筋采用直螺纹套筒连接往往存在合格率低的问题。
1 地下工程围护结构的钻孔咬合桩的研究背景
钻孔咬合桩作为国内地下工程围护结构的一种新型式、新工法,它的可靠性、适用性得到广泛的认可[1-3]。杭州至富阳城际铁路工程位于浙江省杭州市西湖区转塘街道,区间总长为1 407.355 m,标准段结构总宽度约为31.5 m,最大深度为22.4 m。基坑围护结构采用钻孔咬合桩型式,共有1 862 根有筋桩,钢筋笼主筋为HRB400E 级直径32 mm 的普通热轧钢筋。根据设计要求,钢筋接头位置相互错开,钢筋笼主筋采用直螺纹套筒连接,共需用直螺纹套筒50 000 余个。主筋的接头质量直接影响其受力性能,进而影响有筋桩的承载力甚至整个基坑的稳定性。结合本工程对接头质量和成本进行了调查分析,对提高合格率的措施进行了分析。
2 接头质量调查统计
根据JG/T 163-2013 钢筋机械连接用套筒[4]规范、监理验收要求以及现场实际情况,主筋直螺纹套筒的检查项目设置为4 项:丝头间距小于6 mm;最小安装拧紧扭矩值为320 N·m;连接后超外露有效螺纹小于2p;通止规检测合格。
按4 项检查项目指标,对主筋接头质量进了调查,得到直螺纹套筒连接质量调查统计表,见第64页表1。由表1 可知,4 个方面的质量问题同时存在,各检查项目的不合格率见表1。质量问题的具体表现为4 个方面:一是丝头间距过大。由于加工误差造成钢筋笼主筋加工长度不一,两节钢筋笼对接时产生的丝头间距过大。二是最小安装拧紧扭矩值小于规范值。在钢筋滚丝过程中,由于丝头加工的齿高、螺距p、螺径等不合规范,造成无法拧紧至规范设计的最小安装拧紧扭矩值。三是连接后超外露有效螺纹过多。钢筋笼对接完成后,正常外漏丝长为全丝段的一半丝长,由于丝头滚丝过长或丝头间距过大,会导致超外漏有效螺纹过多,形成不合格直螺纹连接。四是通止规检测不合格。在滚丝过程中,丝头的齿高、螺距p、螺径等不合格会导致通规无法全部扭入以及止规扭入超过3p 等不合格现象。在调查统计的400 个接头中,有73 个接头不合格,合格率仅为81.75%,不满足规范要求的一次验收合格率为95%的要求[4],其中, “丝头间距大于6 mm”和 “连接后超外露有效螺纹大于2p”2 个方面质量问题的出现概率为 (8%+7%)/18.25%=82.19%,明显高于其他4 个方面质量问题,是导致直螺纹套筒连接合格率低的主要因素。
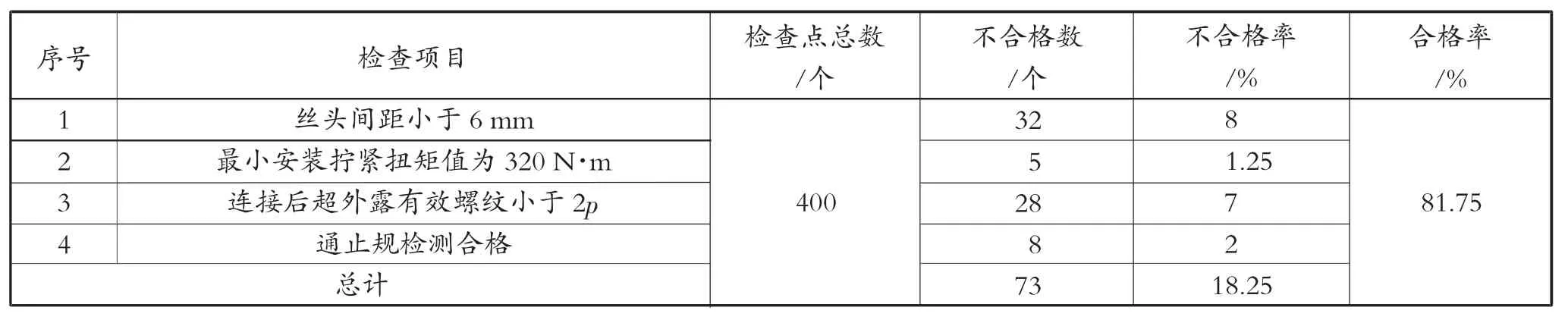
表1 直螺纹套筒连接质量调查统计表
3 直螺纹套筒连接质量不合格原因分析与对策
针对直螺纹套筒连接合格率低的这种情况,通过现场调查与分析研究,明确了不合格原因,并采取了相应对策。
3.1 不合格原因分析
通过现场调查,可从人员、机械、材料、工艺、环境、测量 (可简称为 “人、机、料、法、环、测”)6 个方面分析直螺纹套筒连接不合格的原因,并整理绘制成不合格原因调查分析系统图,见图1。对这些影响因素展开要因确认,并提出相应对策,见第65 页表2。
通过对以上10 个影响因素进行要因确认,得出导致直螺纹套筒连接不合格的要因是滚丝机行程碰块松动和主筋架放工艺不完善。
3.2 实施对策
针对主筋架放工艺不完善这个主要的不合格原因,经过讨论、分析、比较,制定相关对策措施,见第65 页表3。
3.2.1 平板定位器的设计思路
设计制作一种平板固定器,可以固定每一根主筋的相对位置,然后焊接在滚焊机的移动盘上,与每根主筋预连接,全程控制每根主筋的相对位置,可精确控制两节钢筋笼对接时的丝头间距,消除因丝头间距过大导致的超外露有效螺纹丝数过多。
3.2.2 平板定位器的加工制作
现场使用平板定位器后的主筋架放工艺。由钢筋场加工工人按照设计图,通过对钢板、带丝头钢筋、套筒进行剪切和焊接等工序制成平板定位器。在滚焊机架放主筋时,直接把主筋与平板定位器上的套筒预连接后开始滚焊,滚焊后再拆除转运。
4 直螺纹套筒连接质量改进效果
4.1 合格率
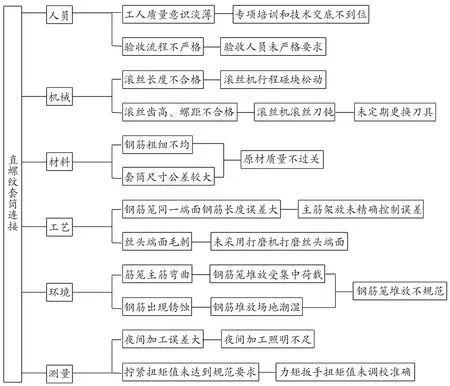
图1 不合格原因调查分析系统图
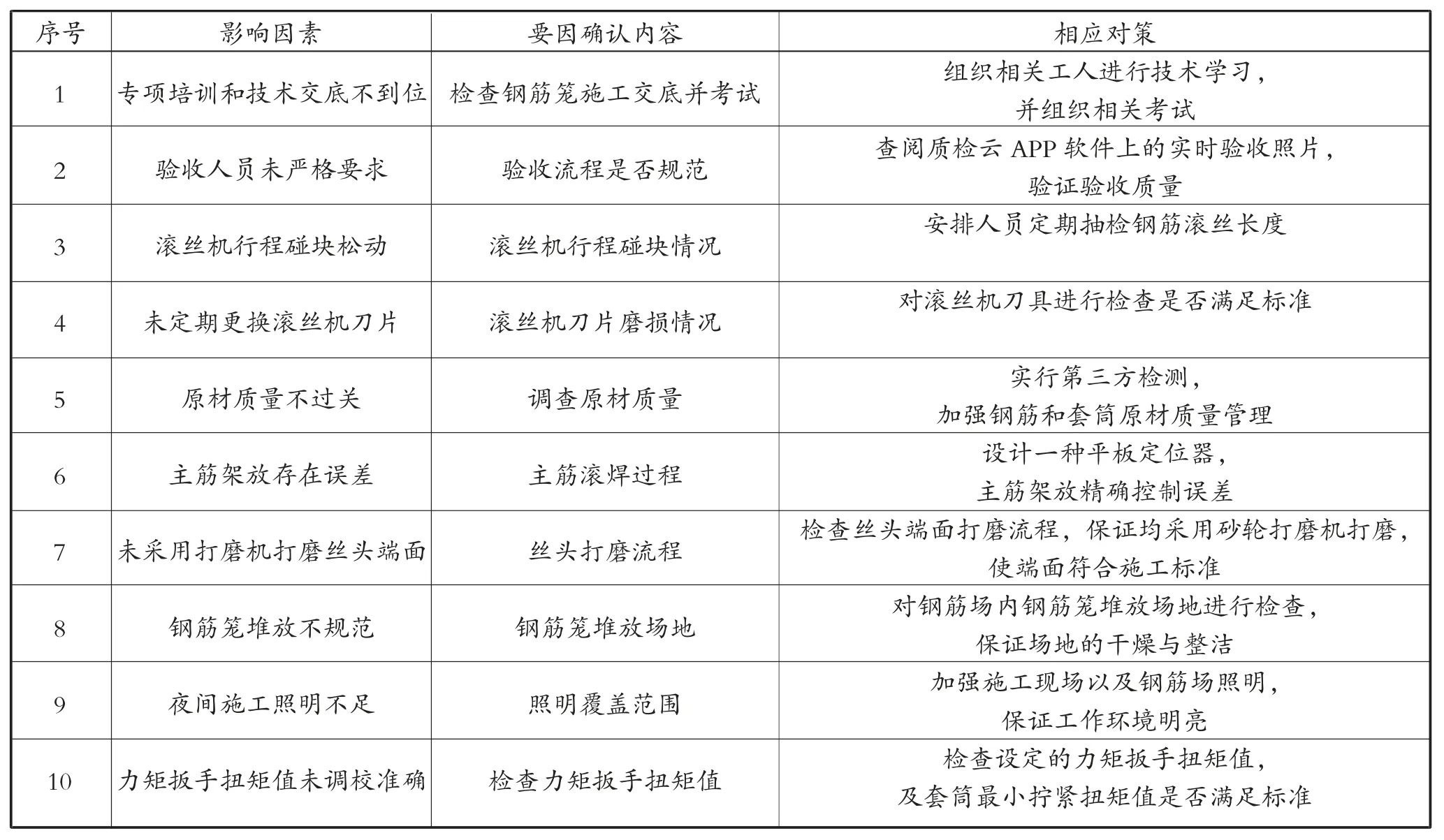
表2 影响因素的要因确认内容及其相应对策

表3 针对主筋架放工艺不完善的对策措施表
通过采用加强检查和平板定位器的方法加工钢筋笼后,对杭州至富阳城际铁路工程第三标准段的钢筋笼直螺纹套筒连接情况再次进行调查统计,检查点总数为400 个,得到优化后的直螺纹套筒连接质量调查统计表,见表4。
由表4 可见,在调查统计的400 个接头中,有12 个接头不合格,合格率高达97%,比优化前的合格率提高了15.25%,满足JG/T 163-2013 钢筋机械连接用套筒[4]规范要求的一次验收合格率为95%的要求。
4.2 经济效益
据计算,所有不合格的连接都需要后期再采用帮条焊连接方式补救,每根帮条焊材料成本费用为:原材成本费用+焊条成本费用-原套筒成本费用=25 元+6 元-4 元=27 元。
按优化前的合格率计算,总连接材料成本费用为:50 000× (81.75%×4+18.25%×27)=409 875 元。按优化后的合格率计算,总连接材料成本费用为:50 000×97%×4+50 000×3%×27=234 500 元。由于409 875 元-234 500 元=175 375 元,因此共节省了超过17.6 万元的成本费用。
5 结论
以杭州至富阳城际铁路工程为依托,针对钢筋笼主筋直螺纹套筒连接合格率低的问题展开研究,设计出平板定位器,取得了明显的技术经济效果。
1)通过对直螺纹套筒连接质量调查统计,得出导致直螺纹套筒连接不合格的要因是滚丝机行程碰块松动和主筋架放工艺不完善。
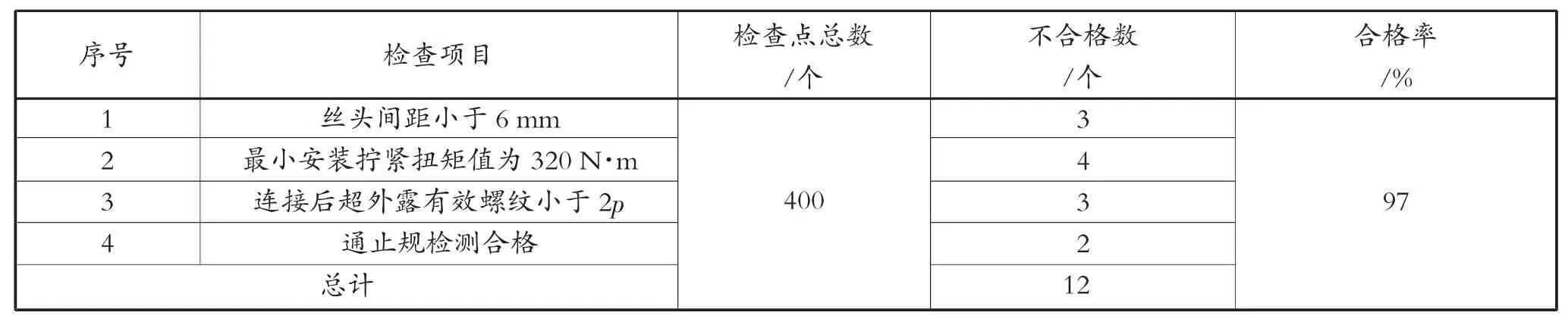
表4 优化后的直螺纹套筒连接质量调查统计表
2)对于滚丝机行程碰块松动问题,采取加强管理的措施,发现异常情况及时停工整改。
3)对于主筋架放工艺不完善问题,设计制作一种平板固定器以固定每一根主筋的相对位置,然后焊接在滚焊机的移动盘上与每根主筋预连接。
猜你喜欢
中国设备工程(2022年19期)2022-10-12
电气化铁道(2022年2期)2022-04-25
电子技术与软件工程(2021年18期)2021-11-03
科技创新导报(2021年33期)2021-04-17
装备维修技术(2021年20期)2021-03-29
建材发展导向(2021年2期)2021-03-02
小学生作文选刊·低年级版(2017年4期)2017-06-07
电子制作(2017年1期)2017-05-17
幼儿教育·教育教学版(2016年5期)2016-09-30
科技视界(2014年11期)2014-02-24