浅议挤出中空成型机的高效率挤出塑化系统的研制与发展(一)
2021-03-10 01:55邱睿邱建成
塑料包装 2021年1期
邱睿 邱建成
前言
挤出中空成型机现在许多吹塑制品的生产方面已经基本形成生产线在生产,如2 L~30 L 系列的塑料桶的生产,已经基本上实现双工位自动化生产,一些容积较小的产品还实现了双工位多摸头生产,极大的提高了产品的生产效率和产品重量,为规模化,批量化大生产中空吹塑制品开创了良好的开端。高效率塑化挤出系统是中空成型机生产线最主要的部件之一,对于高效率、高质量生产吹塑制品起到至关重要的作用。
在下面的文章中简要介绍高效率塑化系统的工作情况与研发状况。
1. 高效率塑化挤出系统
挤出吹塑中空成型机的塑化装置包括塑化平台、挤出机等。目前国内外挤出吹塑中空成型机使用最多的是单螺杆。
随着工业技术的发展,塑化平台从以往的单一功能到具有升降、转动、左右平移等复合功能。
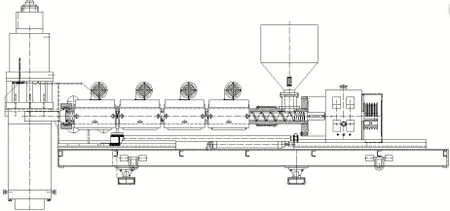
图1 具有前后、左右平移功能的塑化平台
在图1 所展示的可以前后、左右平移的塑化平台,在高速生产机型中还要求机头在短时间内抬升一定高度,因此还需增加转动功能。在设计塑化平台时,还要从提高使用方便性装配快速准确方面入手,做到电气线路、气路、水路横平竖直、整齐划一、易于辨识等。同时设计平台时要采用国际通用的标准,注重安全方面的考虑。
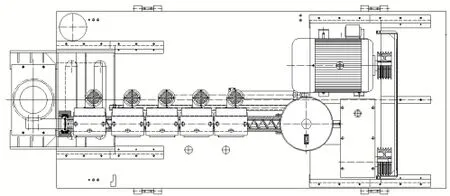
图2 塑化平台俯视图
挤出吹塑中空成型机多数采用普通单螺杆挤出机,挤出机主要包括驱动装置、机筒螺杆、加热冷却装置、换网装置,如图2 所示。驱动装置一般采用直流电机或三相异步电机(配变频器)输出转速和扭矩,再通过皮带或联轴器连接到减速机。近年来很多厂家采用减速机直连电机的形式,其结构紧凑、效率高、美观、噪音低等;大功率电机直连减速机是未来多年的发展趋势。低速大扭矩交流伺服电机在低速范围下具有较好的转矩输出特性,其结构简单、体积小、效率高、响应迅速、过载能力强;采用低速大扭矩交流伺服电机直接驱动螺杆,可以省去减速机,实现对机械负载的直驱,提供系统的传动效率和控制精度以及系统运行的可靠性,降低能耗。目前在注塑机行业已经实现伺服电机直驱螺杆,挤出吹塑中空成型机领域只有国外少数厂家可以提供。采用伺服电机直驱是未来多年的挤出吹塑中空成型机一个发展方向。
机筒螺杆是挤出机最核心的部件,在具体使用中根据需要加工的物料特性需要配套专用的机筒螺杆。对挤出吹塑中空成型机来说大多情况下加工的是聚乙烯,高速化和高效化是现代挤出机的重要发展方向。
早期的机筒内部是全部光滑的。1968 年,德国亚堔工业大学塑料加工研究所研发的机筒开槽挤出机,被作为轴向直槽机筒螺杆挤出机的标志。随着螺杆转动,螺杆螺槽内物料与机筒和机筒沟槽内物料存在相对运动,聚合物材料之间的内摩擦系数是聚合物材料与光滑金属间外摩擦系数的1.5-5 倍,因此沟槽机筒单螺杆挤出机能显著地提高固体物料输送效率。随后国内外众多先驱对机筒沟槽参数进一步深入研究,在槽轴向长度、槽深度、槽数量、槽锥度、加工工艺参数等等已经得到的很好的验证。直开槽加料段的沟槽结构形式通常是直线型,与螺杆轴线平行。直开槽的断面形式有矩形、三角形、锯齿形等。矩形断面沟槽多用于粒状原料,圆形(三角形)断面沟槽用于加工粉状原料。沟槽的长度在2.5~6D(D 为螺杆直径)范围内。沟槽个数大约为螺杆直径的1/10。沟槽深度必须大于颗粒的最大尺寸,一般在1~4 mm。沟槽宽度与螺杆直径有关。沟槽尺寸如表1 所示。

表1 机筒沟槽基本尺寸

表2 加工HDPE 粉料的开槽衬套轴向锥形沟槽参数
很多情况下,机筒的开槽处设计为单独的零件,该零件称为开槽衬套。
⑴ 开槽衬套沟槽的基本数据:
开槽衬套沟槽的最优化形状设计应该由塑料材料实验来确定,从实验中得出沟槽的数量n 近似为:

式中D 为螺杆直径,n 为沟槽的数量。
加工HDPE 或是HMWHDPE 粉料时,开槽衬套的轴向锥形沟槽参数可参考表2 选择。
沟槽的入料锥角β ,对于 HDPE,β 可取15°,对于粉料,β 可取至5°。
沟槽的长度L,根据实验与实际应用,L 可取(3~5)D(D 为螺杆直径)。
加工粒料时,开槽衬套的沟槽深度、宽度与塑料原料的尺寸、形状有关,沟槽的宽度应大于粒料的平均尺寸,沟槽深度h 可取粒料平均尺寸的1/2,沟槽宽度b 可参考表2-3 选择。

表3 加工粒料的开槽衬套沟槽宽度参数
需要强调说明的是:机筒进料端开槽的数据由于挤出机采用的塑料原料的不同,或者是采用的原料分子量的不同,其具体参数也会不同,需要针对不同的塑料原料与原料的分子量来确定这些具体参数的设置。而往往这些具体参数的设定的背景是需要做许多繁复的试验、测试和计算机模拟及计算。
⑵ 开槽衬套的温度控制:
开槽衬套在充分冷却的情况下,加工HMW HDPE 粉料时,产量可以提高180%,能效可提高20%以上,这是因为衬套被充分冷却时,在进料段建立了很高的压力,因此需要增加螺杆的工作扭矩。因为HMWHDPE 粉料的剪切应力较高,可以明显提高输送能力,所以也利于提高能效。
但开槽衬套充分冷却需要消耗较大的能量,会使螺杆的驱动装置增加能量或使机筒增加升温的能耗。因此改善开槽衬套挤出机的能效主要是选择较好的衬套冷却温度,理论分析与实践证明,一般情况下,只要塑料原料固体床与衬套接触的界面上不产生塑料熔膜,较高的衬套温度和较低的螺杆温度有利于提高挤出机的产量。
根据塑料原料品种的不同,衬套温度也不同,对于普通的HDPE、LDPE、PP 等塑料原料,衬套温度可控制低一些(40~60℃),对于 HMW HDPE、LLDPE 等塑料原料,衬套温度可控制高一些(60~90℃);对于一些工程塑料衬套温度可控制更高一些,如ABS 为90~110℃,PA6 为140~180℃。此外,开槽挤出机开始工作时,开槽衬套的温度可以设置高一些,有利于适当降低开机时的功率输入,正常运行后可以适当降低衬套的温度,以保证输送量的稳定。可在挤出机开槽衬套的部位设置自动控温装置,可使挤出机的运行状况处于较好的节能状态和适用不同塑料原料对衬套温度的要求。
⑶ 减少开槽衬套及进料段前端磨损的措施:
从多年使用的情况看,“IKV”结构也还是存在一些缺陷,比如螺杆与机筒的进料段前端约4~10 倍螺杆直径的区域以及开槽衬套磨损较快,磨损后生产效率会很快下降;虽然加强这一区段的冷却能够减缓部分磨损,也能部分提高挤出量,但冷却所带走的能量会明显偏高。在这一部位上,采用双金属螺杆和双金属机筒可以明显提高耐磨性能1-2 倍以上,价格提高仅约为50%。从投入产出比来说是可行的。目前,多家螺杆制造公司已经能较好的制作双金属螺杆和双金属机筒,采用高压速(HP/HVOF)全面合金披覆的熔射技术使合金层全面覆盖螺杆的所有表面。并将机筒的表面合金含钨10%提高到30%及50%,能较好的解决“IKV”螺杆进料段前端螺杆、机筒磨损较快的问题。同时改善螺杆进料段的设计也能提高耐磨的能力,如将进料段螺棱设计成为双螺棱结构能有效改善磨损情况。
对于已经磨损的螺杆机筒,应将其及早更换。否则,为弥补其产量降低所花费的用电费用将很快冲抵设备更新的费用。从工厂的实际来考察,当挤出机的产量下降5%时,就应及时进行更换,不然产量将很快就会下降10%以上。以致造成更多的人工和电能浪费。
目前在国内众多生产企业,从实际生产成本出发,大都采用简易化的开槽机筒。随着高速化高效化的发展,一些中空成型机制造厂家在研制IKV 结构挤出机的基础上,将分离型螺杆与屏障型螺杆形式与IKV 结构形式有机地结合在一起,研制出了高效率、综合性能优良的单螺杆挤出机,并将其用于挤出吹塑中空成型机上,取得了较好的使用效果。在今后一段时间国内还是以开发实用的IKV 挤出机为主要趋势之一。
提高固体物料输送效率的最新研究是机筒上开设与螺杆螺纹方向相反的螺旋沟槽从而实现固体物料的正位移输送。
在提高固体物料的输送效率的同时,要提高物料的熔融效果,螺杆的设计要采用更加复杂的结构,提高物料的熔融效率和混炼效果。螺旋沟槽机筒将是机筒的发展趋势之一。
在挤出机的各个环节中,螺杆设计的好坏往往是关键的一环,螺杆参数和结构的适当更新往往有可能促使挤出机生产率有较大的提高,质量有较大的改善,扩大挤出机的使用范围。
螺杆是挤出机的心脏,是挤出机的关键部件,螺杆的性能好坏,决定了一台挤出机的生产率、塑化质量、填加物的分散性、熔体温度、动力消耗等。是挤出机最重要的部件,它可以直接影响到挤出机的应用范围和生产效率。通过螺杆的转动对塑料产生挤压的作用,塑料在机筒中才可以发生移动、增压以及从摩擦中获取部分热量,塑料在机筒中的移动过程中获得混合和塑化,黏流态的熔体在被挤压而流经口模时,获得所需的形状而成型。与机筒一样,螺杆也是用高强度、耐热和耐腐蚀的合金钢制造而成。
由于塑料的种类很多,它们的性质也各不相同。因此在实际操作中,为了适应不同的塑料加工需要,所需的螺杆种类不同,结构也有各有差别。以便能最大效率的对塑料产生最大化运输、挤压、混合和塑化作用。
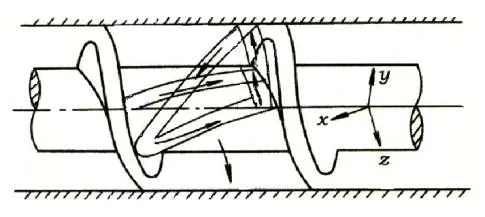
图3 熔体在螺杆、机筒中的流动示意图
表示螺杆特征的基本参数包括以下几点:直径、长径比、压缩比、螺距、螺槽深度、螺旋角、螺杆和机筒的间隙等。
最常见的螺杆直径D 大约为45~150 毫米。螺杆直径增大,挤出机的生产效率也显著提高。螺杆工作部分有效长度与直径之比(简称长径比,表示为L/D)通常为10~42。L/D 大,能改善物料温度分布,有利于塑料的混合和塑化,并能减少漏流和逆流。提高挤出机的生产能力,L/D 大的螺杆适应性较强,能用于多种塑料的挤出;但L/D 过大时,会使塑料受热时间增长而发生降解,同时因螺杆自重增加,自由端挠曲下垂,容易引起机筒与螺杆间的摩擦而擦伤,并使制造加工困难;增大了挤出机的功率消耗。过短的螺杆,容易引起混炼的塑化不良。根据塑料熔料的特性,可根据以下的几个方面来考虑选择长径比。
⑴ 短螺杆的优点:
① 物料在机筒内停留时间短,热敏性塑料受热时间短,这样可减少降解的机会。
② 塑化的机器占用空间小。
③ 扭矩要求低,使螺杆强度和驱动功率要求会低一些。换件修理时成本低一些。
⑵ 长螺杆的优点:
① 有更高的生产效率和熔体挤出量。
② 塑化熔融效果更好,有更好的混炼和更加均匀的输出。
③ 熔体具有较高的挤出压力。
④ 能够充分利用热能,相对节能。
机筒内径与螺杆直径差的一半称间隙δ ,它能影响挤出机的生产能力,随δ 的增大,生产率降低.通常控制δ 在0.1-0.6 毫米左右为宜。δ 小,物料受到的剪切作用较大,有利于塑化,但δ 过小,强烈的剪切作用容易引起物料出现热机械降解,同时易使螺杆被抱住或与机筒壁摩擦,而且,δ 太小时,物料的漏流和逆流几乎没有,在一定程度上影响熔体的混合。螺旋角Φ 是螺纹与螺杆横断面的夹角,随Φ 增大,挤出机的生产能力提高,但对塑料产生的剪切作用和挤压力减小,通常螺旋角介于10°到30°之间,沿螺杆长度的变化方向而改变,常采用等距螺杆,取螺距等于直径,Φ 的值约为17°41′;压缩比越大,塑料受到的挤压比也就越大。螺槽浅时,能对塑料产生较高的剪切速率,有利于机筒壁和物料间的传热,物料混合和塑化效率越高,反而生产率会降低;反之,螺槽深时。情况刚好相反。因此,热敏性材料(如聚氯乙烯)宜用深螺槽螺杆;而熔体粘度低和热稳定性较高的塑料(如聚酰胺),宜用浅螺槽螺杆。
常用的挤出吹塑中空成型机中较多采用普通单螺杆,因其产品的工艺特性,螺杆的转速一般在100 转/每分钟以内。这类普通螺杆结构上可以分为加料段、过渡段、计量段与混炼段。

图4 普通三段式单螺杆结构图
普通单螺杆的特点:长径比L/D 为(15~28)/1;进料段长度L1 为(4~8)D;计量段长度L3为(6~10)D。
普通单螺杆的工作过程:塑料进入固体输送段,随着螺杆的旋转,塑料在多种摩擦力共同作用下被强制地往前输送,塑料也由松散状态压缩成密实状态(改善了物料的传热性,有助于塑料的融化,这个密实的固态料块在基础理论的文献中常被称为“固体塞”)。
在传导热的作用下,与机筒接触的塑料开始熔化产生一个薄的熔膜。熔膜中由于各部分熔体间的运动速度不同,在塑料的大分子之间通过内摩擦也产生了大量的热量,这种作用产生的热量称为剪切热。在传导热和剪切热的共同作用下,在压力升高的同时,塑料逐渐融化,最后由固体状态变成流动着的熔体状态。流动的熔体由于多种复杂原因,可能存在温度、速度、压力等差异,熔体通过混炼段提高了混合的均匀度,减低了在温度、速度、压力方面的差异。
塑料及塑料三态:塑料有热固性和热塑性二大类,热固性塑料成型固化后,不能再加热熔融成型。而热塑性塑料成型后的制品可再加热熔融成型其它制品。
热塑性塑料随着温度的改变,产生玻璃态、高弹态和粘流态三态变化,随温度重复变动,三态产生重复变化。
1)三态中聚合物熔体不同的特征:
玻璃态:塑料呈现为刚硬固体;热运动能小,分子间力大,形变主要由键角变形所贡献;除去外力后形变瞬时恢复,属于普弹形变。
高弹态:塑料呈现为类橡胶物质;形变由链段取向引起大分子橡胶黏流态作出的贡献,形变值大;除去外力后形变可恢复但有时间依赖性,属于高弹形变。
粘流态:塑料呈现为高粘性熔体;热能进一步激化了链状分子的相对滑移运动;形变不可逆,属于塑性形变
2)塑料加工与塑料三态:
塑料玻璃态时可切削加工。高弹态时可拉伸加工,如拉丝纺织、挤管、吹塑和热成型等。粘流态时可涂复、滚塑和注塑等加工。
当温度高于粘流态时,塑料就会产生热分解,当温度低于玻璃态时塑料就会产生脆化。当塑料温度高于粘流态或低于玻璃态趋向时,均使热塑性塑料趋向严重的恶化和破坏,所以在加工或使用塑料制品时要避开这二种温度区域。
为适应不同状态的要求,通常将挤出机的螺杆分成三段:加料段L1(又称固体输送段),熔融段L2(称压缩段),均化段L3(称计量段)。这就是通常所说的三段式螺杆。塑料在这三段中的挤出过程是不同的。加料段的作用是将料斗供给的料送往压缩段,塑料在移动过程中一般保持固体状态,由于受热而部分熔化。加料段的长度随塑料种类不同,可从料斗不远处起至螺杆总长75%止。大体上说,挤出结晶聚合物最长,硬性无定形聚合物次之,软性无定形聚合物最短。由于加料段不一定要产生压缩作用,故其螺槽容积可以保持不变,螺旋角的大小对本段送科能力影响较大,实际影响着挤出机的生产率。通常粉状物料的螺旋角为30°左右时生产率最高,方块状物料螺旋角宜选择15°左右,而球形物料宜选择17°左右。
加料段螺杆的主要参数:螺旋升角ψ 一般取17°~20°,螺槽深度H1,是在确定均化段螺槽深度后,再由螺杆的几何压缩比ε 来计算。加料段长度L1 由经验公式确定:对非结晶型高聚物L1=(10%~20%)L 对于结晶型高聚物 L1=(60%~65%)L。
压缩段(迁移段)的作用是压实物料,使物料由固体转化为熔融体,并排除物料中的空气;为适应将物料中气体推回至加料段、压实物料和物料熔化时体积减小的特点,本段螺杆应对塑料产生较大的剪切作用和压缩。为此,通常是使螺槽容积逐渐缩减,缩减的程度由塑料的压缩率(制品的比重/塑料的表观比重)决定。
压缩比除与塑料的压缩率有关外还与塑料的形态有关,粉料比重小,夹带的空气多,需较大的压缩比(可达4~5),而粒料仅2.5~3。压缩段的长度主要和塑料的熔点等性能有关。熔化温度范围宽的塑料,如聚氯乙烯150℃以上开始熔化,压缩段最长,可达螺杆全长100%(渐变型),熔化温度范围窄的聚乙烯(低密度聚乙烯105~120℃,高密度聚乙烯125~135℃)等,压缩段为螺杆全长的45~50%;熔化温度范围很窄的大多数聚合物如聚酰胺等,压缩段甚至只有一个螺距的长度。
压缩比ε :一般指几何压缩比,它是螺杆加料段第一个螺槽容积和均化段最后一个螺槽容积之比。要有足够的压缩比,把小块状的塑料压实成为密实的熔体而不包含气泡。压缩比低时容易夹杂气泡。当回收料、粉末料或是微小料较多时,通常压缩比可选择较高。但是,压缩比较高时,聚烯烃在渐变段容易产生融料块,导致螺杆和机筒的磨损加快。
猜你喜欢
辽宁石油化工大学学报(2022年4期)2022-09-28
中国塑料(2022年4期)2022-04-25
中国塑料(2019年6期)2019-06-26
中国质量与标准导报(2018年3期)2018-09-10
中南大学学报(自然科学版)(2017年12期)2018-01-29
中国铸造装备与技术(2017年3期)2017-06-21
中国塑料(2017年2期)2017-05-17
制造业自动化(2017年2期)2017-03-20
制造技术与机床(2017年12期)2017-02-02
山东工业技术(2016年15期)2016-12-01