聚1,9-亚壬基对苯二酰胺双向拉伸薄膜的改性及应用
2021-03-10 01:55唐荣芝舒维何航张世明周柯罗春明唐安斌
塑料包装 2021年1期
唐荣芝 舒维 何航 张世明 周柯 罗春明 唐安斌*
(1.四川东材科技集团股份有限公司;2.国家绝缘材料工程技术研究中心;3.利尔化学股份有限公司)
1. 引言
自1939 年杜邦开发研制聚酰胺(俗称尼龙)以来已有60 多年的历史[1]。从最初的纤维应用已发展到以注塑产品为主的阶段,且薄膜和片材也成为其主要的应用方向,但目前仅有PA6 可制造为双向拉伸薄膜并广泛应用于包装膜领域[2]。
PA9T 又叫尼龙9T,化学名为聚1,9-亚壬基对苯二酰胺,由日本可乐丽在1999 年实现工业化生产,申请商品名为Genestar,初期设计产能为1000 t/a[3],2010 年将产能扩大至13000 t/a,预计2021 年会将产能扩大至26000t/a。可乐丽结合其独有的壬二胺合成技术,使其成为全球最大的PA9T 生产厂家,巴斯夫有小批量样品生产。但目前PA9T 的应用仅局限于注塑产品[4],在双向拉伸薄膜方面未见相关研究报道。
本文采用可乐丽PA9T 树脂为原材料,添加成核剂和抗氧剂,结合特殊制膜过程,制得双向拉伸PA9T 薄膜,并对其成膜影响因素和相关性能进行了研究。
2. 实验
2.1 试剂与仪器
2.1.1 主要原材料
PA9T 树脂,型号为GENESTAR TS-594,日本可乐丽株氏会社提供;
成核剂,型号为NAV101,科莱恩化工(中国)有限公司广州分公司提供;
抗氧剂168 和抗氧剂1076,北京天罡助剂有限责任公司提供;
抗氧剂TPP,利尔化学股份有限公司提供;
抗氧剂3114,佛山沅胜化工有限公司提供。
2.1.2 主要仪器和测试方法
拉伸强度测试仪由上海倾技仪器仪表科技有限公司提供,型号为QJ210A,方法参照标准GB/T 13542.2-2009 进行。
取尺寸为200 mm×15 mm 的PA9T 薄膜样条,在试样中部标出两个相距100 mm 的标记线,并测试样品的厚度。
将PA9T 薄膜试样放入拉伸强度测试仪的夹具间,以100 mm/min 的速度拉伸至样品断裂,计算得出薄膜的拉伸强度。
热失重测试在德国耐驰公司的DSC200C 设备上进行。取薄膜试样5-10 mg 于铝坩埚中,放置于炉体内,在空气气氛中以10℃/min 的速度升温到500℃。
黄度指数测试仪由光量(上海)国际贸易有限公司提供,型号为CC-i,将样品放于透射窗内,测试其黄度指数。
PA9T 树脂改性在双螺杆挤出机上进行,设备来自南京科亚化工成套装备有限公司,型号为AK36,螺杆长径比为36:1;流延片材挤出设备来自艾麦思(上海)仪器科技有限公司,型号D20,螺杆长径比为35:1;PA9T 静态双向拉伸机来自于德国Brückner 机械制造公司,型号KARO IV。
2.2 PA9T 双向拉伸薄膜的制备
PA9T 改性料:在双螺杆挤出机上进行,将PA9T 树脂、抗氧剂和成核剂按一定比例进行混合,再加入料斗中,双螺杆挤出机温度设置为
329℃、332℃、333℃、335℃、337℃、339℃、340℃、340℃,模口温度为340℃。
PA9T 片材:在流延片材挤出机上进行,将改性的PA9T 树脂或PA9T 纯树脂加入挤出机料斗中,挤出机温度为330℃、334℃、338℃、340℃、340℃,模头温度为340℃,冷辊温度为15℃。
双向拉伸PA9T 薄膜:将PA9T 片材裁成100×100 mm 尺寸,在85℃热水中吸水15 min,再在静态双向拉伸机上进行拉伸,拉伸倍数为2.8×2.8,预热时间为120s,拉伸速率为3 m/min。
双向拉伸PA9T 薄膜加工流程如图1 所示。

图1 双向拉伸PA9T 薄膜加工流程示意图Fig.1 The diagram of the manufacture processfor PA9T film
3. 结果与讨论
3.1 抗氧剂种类和含量对PA9T 改性树脂黄变指数的影响
PA9T 本身为透明泛白颗粒,熔点为303℃左右,其加工熔化温度需高达340℃,长时间的高温会使树脂发生热氧降解,同时添加的成核剂耐温性相对不高,更易发生热降解。
抗氧剂是一种可有效延缓塑料树脂及制品降解或热氧老化的助剂,可显著提高塑料树脂的耐热性能,延长塑料制品使用寿命。不同种类抗氧剂与PA9T 进行共混后进行一次造粒,成核剂添加量为0.2wt%,抗氧剂添加量为0.2wt%,对PA9T黄变指数的影响如图2 所示。从图中可看出,抗氧剂3114 是一种耐高温抗氧剂,可在更高温度发挥抗氧化作用,有效防止PA9T 分子链在高温下发生断裂。

图2 抗氧剂对PA9T 改性料黄度指数的影响Fig.2 Influence of Antioxidant for the Yellowness Index of PA9T modified material

图3 抗氧剂的热失重曲线Fig.3 Weight loss curve of antioxidant
抗氧剂对PA9T 改性料颜色的影响主要与抗氧剂热分解温度直接相关,对四种抗氧剂进行了热失重分析,如图3 所示。从图中可看出,抗氧剂TPP、168、1076 和3114 的5%失重温度分别为235℃、284.3℃、298℃和341.7℃,表明抗氧剂3114 的耐热性能最好,在340℃的加工温度下,可最大限度的保持分子结构的稳定,起到保护PA9T 分子链的作用。
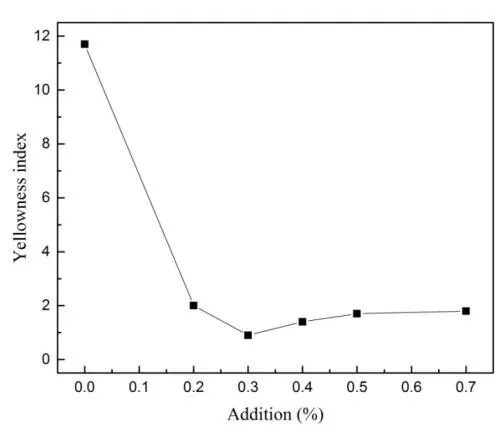
图4 抗氧剂3114 添加量对PA9T 改性料黄度指数的影响Fig.4 Influence of antioxidant 3114 addition for the Yellowness Index of PA9Tmodified material
对抗氧剂3114 的添加量进行了研究,如图4所示。随着抗氧剂3114 的添加量增大,PA9T 改性料的黄度指数先迅速降低,再略微上升,在添加量为0.3%时,其黄度指数最小,表明0.3%的添加量是抗氧剂3114 的最优添加量。抗氧剂3114是一种三官能团的受阻酚类抗氧剂,熔点高,挥发性小,但添加量过少时,极少量的抗氧剂3114无法对所有分子链段起到保护作用。但当抗氧剂3114 添加过多时,则过量的抗氧剂自身会发生轻微降解,导致黄度指数略有上升。抗氧剂3114作为受阻酚类抗氧剂,可有效捕捉PA9T 聚合物降解产生的过氧化自由基,将其转变为氢过氧化物,有效防止链增长反应的继续发生[5]。
3.2 成核剂添加量对PA9T 片材成膜性影响
考察了成核剂添加量对 PA9T 成膜性的影响,如图5 所示。
从图中可看出,当成核剂添加量为0.05%时,少量的添加量对成膜性没有明显的影响,可能是少量的成核剂对PA9T 的结晶度没有明显改变。继续提高成核剂添加量到0.1%时,PA9T 片材能够发生软化变形,但仍无法进行有效拉伸。
当成核剂添加量为0.15%时,PA9T 片材可进行拉伸,但有脱夹现象发生,无法得到完整的薄膜。PA9T 片材在添加0.2%的成核剂后,PA9T 片材已经可进行双向拉伸,能够得到完整透明的薄膜,不再对更高添加量进行考察。

图5 成核剂添加量对PA9T 拉伸性能的影响Fig.5 Influence of nucleator addition for the drawing property of PA9T
对于聚酰胺材料,通常形成的大球晶会使透明度下降,材料的韧性变差。在熔融状态下,由于成核剂提供所需的微小晶核,PA9T 聚合物由原来的均相成核转变成异相成核,从而加速了结晶速度[6],改变树脂的结晶行为,促使晶粒尺寸微细化形成微晶结构,达到减小聚酰胺分子间氢键作用、提高制品透明性的目的。
3.3 拉伸工艺对PA9T 片材和薄膜拉伸强度的影响
对未拉伸PA9T 片材和双向拉伸PA9T 薄膜(双向拉伸温度为160℃)进行了对比,对其拉伸强度进行了测试,如图6 所示。从图中可看出,未拉伸的PA9T 片材拉伸强度仅为到95MPa,而经过双向拉伸后的PA9T 薄膜,其拉伸强度高达247MPa,强度提高了1.6 倍。这是由于拉伸过程使PA9T 分子链发生了明显的取向,这种现象在双向拉伸PA6[7]、PET[8]和PP[9]中也会出现。与未拉伸的PA9T 片材相比,一方面通常认为双向拉伸有助于结晶度的提高,结晶度提升可显著增加材料的拉伸强度;另一方面,拉伸后的晶片和无定形区分子链沿外力方向取向,取向的分子链段能够承受更大的拉伸应力,提高了拉伸强度。
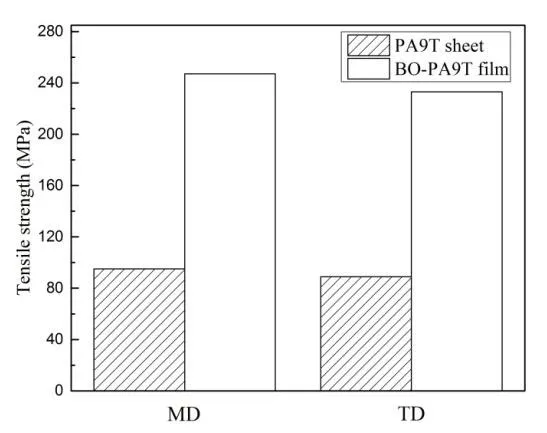
图6 拉伸过程对PA9T 片材和薄膜拉伸强度的影响(厚度:0.025 mm)Fig.6 Influence of tensile strength for the PA9T sheet and film (Thickness: 0.025 mm)
3.4 拉伸温度对PA9T 片材成膜性的影响
拉伸温度是薄膜加工的重要影响因素,合适的拉伸温度将有助于得到平整透明、机械性能高的薄膜[10]。
拉伸温度过低,加工出来的片材无法得到有效软化,分子链无法进行有效延伸;而提伸温度过高,分子链会迅速发生结晶行为,导致材料变为刚性结构,分子链同样无法进行拉伸。考察了拉伸温度对PA9T 成膜性的影响,如图7 所示。

图7 双向拉伸温度对PA9T 拉伸性能的影响Fig.7 Influence of bixially oriented temperature for the drawing property of PA9T
PA9T 的琉璃化转变温度为125℃左右,因此拉伸温度选择在大于该温度下进行。在140℃以下,PA9T 片材无论经过多长时间的预热,均不会发生拉伸形变,表明该温度无法使PA9T 分子链达到可形变的条件。随着拉伸温度升高,PA9T片材逐步可进行热变形,但拉伸温度一直升到160℃,片材才能拉伸为完整的薄膜。
4. 应用
双向拉伸PA9T 薄膜具有优异的耐热性和透明度,能够进行激光焊接,可应用于防水开关。目前手机用防水开关主要用PI 膜进行涂胶后进行粘结,但胶水存在劣化和漏水的可能性,防水性能保证性不好。而防水开关可采用基座以PA9T为原材料进行注塑加工,再把PA9T 薄膜进行覆盖,采用激光进行焊接,达到IP67 等级的防水要求,如图8 所示。这样的防水开关更安全可靠,可应用于手机、相机等电子设备的开关防水。

图8 双向拉伸PA9T 薄膜在防水开关中的应用Fig.8 Application of PA9T film on the waterproof switch
同时PA9T 双向拉伸薄膜还可应用于新能源汽车用电容器、柔性覆铜板、高阻隔膜和耳机振膜等领域,可推广至其他耐高温薄膜的应用。
5. 结论
双向拉伸PA9T 薄膜是一种高性能薄膜,具有耐热性高、机械强度高、透明性好、阻隔性好,可在260℃进行回流焊使用。添加0.3%的抗氧剂3114 和0.2%的成核剂NVA101,于160℃下可对PA9T 片材进行有效拉伸,拉伸后的薄膜拉伸强度可达247MPa,较未拉伸的片材提高1.6 倍。双向拉伸PA9T 薄膜作为高技术、高附加值特种薄膜产品,其应用开发有待深入研究,其发展前景值得期待。
我国BOPA 薄膜静观消费量已超过10 万吨,是全球产量最大的国家,在包装材料中应用广泛,但双向拉伸PA9T 薄膜仍处于空白阶段。实验室的成功研发可为我国高性能薄膜材料的发展奠定坚实的基础。
猜你喜欢
化工管理(2022年30期)2022-11-24
辽宁石油化工大学学报(2022年4期)2022-09-28
中国塑料(2022年4期)2022-04-25
施工技术(中英文)(2021年21期)2022-01-22
药品评价(2021年17期)2021-11-06
玻璃纤维(2021年4期)2021-08-25
合成树脂及塑料(2020年5期)2020-01-17
粘接(2019年1期)2019-02-21
中国质量与标准导报(2018年3期)2018-09-10
汽车文摘(2017年4期)2017-12-07