闭口型双曲率复合材料工字梁制造技术研究
2021-03-11 07:40
工程技术研究 2021年3期
西安飞机工业(集团)有限责任公司,陕西 西安 710089
复合材料由于比强度高,材料的可设计性使其在飞机上的应用越来越广泛,应用部段包括外翼翼盒、舱门、进气道、运动翼面等,且呈现出整体化、大型化、精确化、复杂化的特点。由于复合材料压缩强度比拉伸强度低,因此在飞机结构设计上经常采用上下非对称的工字梁。文章以某闭口型双曲率复合材料工字梁为例,论述其成型过程中的制造难点、加工流程及制造关键技术。
1 某闭口型双曲率复合材料工字梁结构形式
闭口型双曲率复合材料工字梁,长度约8.0m,宽度约1.2m,缘条高度约0.1m,厚度约4.5mm,如图1所示。复合材料工字梁一侧缘条面与腹板面之间夹角约60°,长度方向为双曲面,呈现为闭口双曲率结构。复合材料工字梁选用材料为高温固化环氧碳纤维织物和高温固化环氧碳纤维单向带。
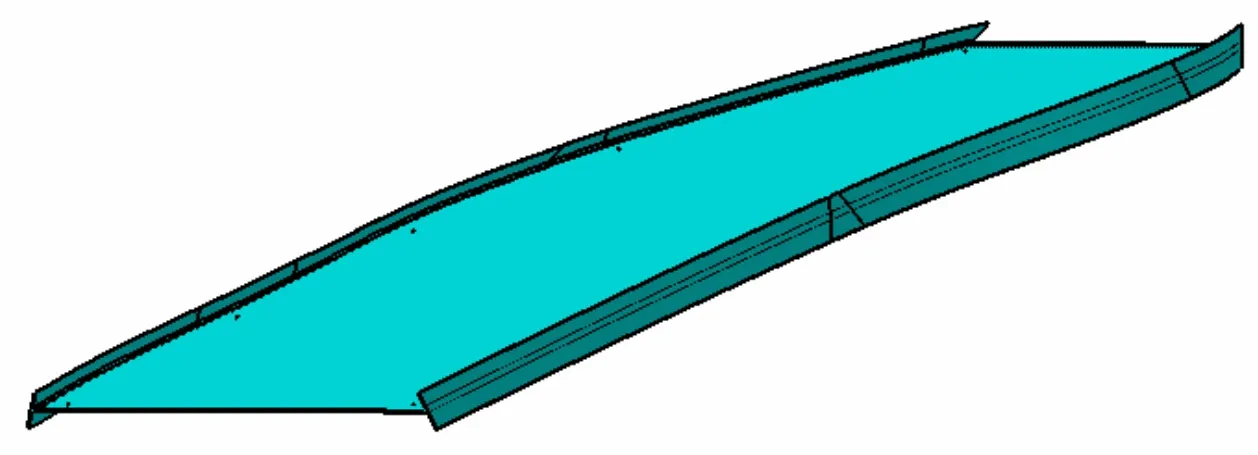
图1 闭口型双曲率复合材料工字梁
2 复合材料工字梁制造难点及加工流程
2.1 复合材料工字梁闭口缘条脱模方法
该复合材料工字梁一侧缘条面与腹板面之间呈锐角。复合材料制件在成型模具上完成固化后,需要有一定的开敞空间,确保其能够轻松从模具上脱下。然而该复合材料工字梁设计锐角的一侧缘条,显然不具备轻松脱模的可行性,而且该侧缘条借助芯模固化后,将无法从整体芯模上脱模。通过分析,提出将芯模设计为分块结构,使用时组合成为整体结构,在完成零件固化处于脱模时,将分块芯模一块块取下,从而达到复合材料工字梁开口缘条脱模的目的。由于该复合材料工字梁腹板宽度约为1.2m,为保证复合材料工资里闭口缘条一侧芯模整体稳定性,不宜在长度方向设计过多分块,因此选择宽度方向分块为主,长度方向尽量减少分块。分块芯模组合后,设计不影响铺贴操作的锁紧装置,该锁紧装置在完成上下芯模组合后,可快速拆卸。选择合理位置设计定位销或其他定位装置,用于上芯模和下芯模之间的准确定位及组合。
2.2 复合材料工字梁缘条面厚度控制
复合材料工字梁缘条面与腹板面之间呈非规则T型结构,在完成上芯模和下芯模铺贴后,进行上芯模和下芯模组合时出现三角填充区。通常情况下,将裁减好的单向带进行填充,由于该处的碳纤维单向带未固化,处于一定的疏松状态,在完成整体复合材料工字梁铺贴后,零件缘条面外表面、三角填充区的上方有一定的突起,若不采取措施进行压实,则会导致固化后该处保留突起状态,缘条面不平整,该处厚度偏厚超差。为解决复合材料工字梁缘条面厚度超差问题,需要在缘条面的靠袋面一侧放置具有一定刚性的匀压板,将充分压实缘条面,使得缘条面固化后无空隙密集、分层缺陷,且厚度合规。由于该复合材料工字梁两件缘条面为曲面,传统的平面金属匀压板不能起到较好的控厚效果,因此需要制作一套专用压力垫。
2.3 复合材料工字梁加工流程
复合材料工字梁加工流程如图2所示。
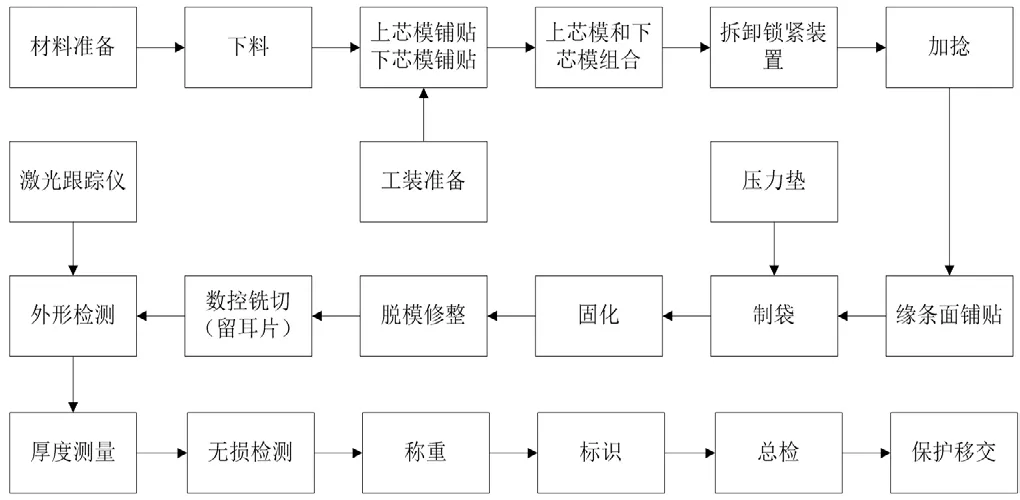
图2 复合材料工字梁加工流程
3 复合材料工字梁制造关键技术
(1)复合材料工字梁成型模具设计。根据复合材料工字梁制造方案规定,其成型模具设计为上下合模形式,上芯模分块设计。在完成主体芯模设计后,为保证模具具备足够的刚性,配套设计框架。最终,复合材料工字梁的成型模具设计为5个部分,即下框架、下芯模、上芯模、上框架和吊装机构,其中上芯模用于固化成型复合材料工字梁闭口侧缘条及腹板,下芯模用于固化复合材料工字梁开口侧缘条及腹板。复合材料工字梁成型模具下芯模与下框架整体焊接,可以减少螺栓连接,整体具有非常好的刚性。由于上芯模分块设计和脱模需要,上芯模与上框架之间采用螺栓连接,螺栓安装位置要求不干涉铺贴、制造和固化,同时具有开敞的拆卸空间。为降低复合材料工字梁固化过程中的翘曲变形,复合材料工字梁成型模具的材料选择为殷钢材料。
(2)复合材料工字梁压力垫成型模具设计。复合材料工字梁,两侧缘条面为双曲构型,无法采用传统的金属匀压板实施控厚,因此需要设计专用的压力成型模具,用于固化具有一定刚性的压力垫,压力垫成型模具的工作表面为复合材料工字梁缘条面外表面。对于复合材料工字梁压力垫成型模具,在考虑制造成本和模具刚性的条件下,材料选择为钢质材料。为保证制作的压力大外形符合使用需求,对复合材料工字梁压力垫成型模具的工作表面进行缩比设计。
(3)复合材料工字梁铺贴实施过程。由于复合材料工字梁幅宽超宽,且缘条面呈双曲变化,铺贴过程中需要根据铺贴经验不断调整边缘对缝处,确保0°、+45°、-45°、+90°拼接处符合铺贴规范要求。复合材料工字梁的铺贴,分为A、B、C、D四个部分,首先在下模和上模分别铺贴C部分和D部分,铺贴过程中严格执行铺贴操作和真空压实,根据需要可进C部分和D部分预压实。待D部分和C部分铺贴完成后,使用吊装设备进行C部分的吊装和翻转,同样使用吊装设备进行C部分和D部分组合。组合完成后,进行三角区加捻,最后铺贴A部分和B部分。复合材料工字梁铺贴示意图如图3所示。
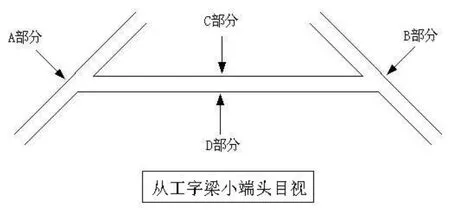
图3 复合材料工字梁铺贴示意图
(4)复合材料工字梁缘条面厚度控制。复合材料工字梁在完成铺贴后,由于三角加捻区进行填充后有一定的突起,使用专用复合材料压力垫进行压实及控厚。复合材料压力垫放置过程中,通过预先设计的定位孔,可保证放置位置准确。
(5)复合材料工字梁脱模。复合材料工字梁成型模具上芯模为分块设计,芯模宽度方向两侧边被零件包络,在脱模时,必须从中间部位的芯模开始启模,待中间部位的芯模取出后,方可进行两侧芯模的启模。实际脱模过程中,借用吊车将中间部位芯模垂直吊起取下,然后将两侧芯模向内偏移后吊出。
(6)复合材料工字梁外形铣切。复合材料工字梁外形铣切,在未使用真空铣具辅助铣切的情况下,使用五坐标柔性铣床进行操作。具体利用五坐标柔性铣床的吸盘吸附工字梁腹板面,两端余量区销钉定位完成外形铣切和腹板面制孔等操作。复合材料工字梁外形铣切如图4所示。

图4 复合材料工字梁外形铣切
4 结束语
在新一代飞机研制过程中,复合材料梁类零件逐步替代了金属材料梁类零件,其结构在C型的基础上演变为J型或工型,导致成型工艺变得更加复杂。文章开展的技术研究,成功研制了满足工程需求的闭口型双曲率复合材料工字梁,突破了闭口型、双曲率复合材料工字梁模具设计技术,为后续研制复杂结构复合材料工字梁提供了技术支持。
猜你喜欢
橡塑技术与装备(2022年2期)2022-02-14
青海电力(2021年2期)2021-07-21
客车技术与研究(2021年2期)2021-04-23
山花(2020年6期)2020-06-19
设备管理与维修(2020年4期)2020-03-03
建设监理(2020年7期)2020-02-15
VOGUE服饰与美容(2018年11期)2018-05-14
汽车实用技术(2017年22期)2017-12-11
文理导航·科普童话(2016年4期)2016-05-31
橡胶科技(2016年2期)2016-02-25