
纤维增强复合材料激光加工研究进展
2021-03-19 06:30李文毅李纯杰
宇航材料工艺 2021年6期
苏 飞 李文毅 李纯杰
(湖南科技大学,机电工程学院难加工材料高效精密加工湖南省重点实验室,湘潭 411201)
0 引言
纤维增强复合材料(FRP)从20世纪40年代的玻璃纤维增强树脂发展到现在的碳纤维复合材料(CFRP)、芳纶纤维复合材料(AFRP)等多种类型复合材料,由于纤维增强复合材料的比强度高、比模量大、抗疲劳性好等优异特点,FRP 在航空航天、汽车制造以及军事装等方面都有着广泛的应用[1]。在FRP 传统机械加工过程中极易产生各种问题,如毛刺、撕裂、分层缺陷以及刀具磨损严重等[2-4]。
随着1960年世界上第一台红宝石激光器的发明,激光加工技术就不断展现其优异的加工性能。激光加工是一种非接触加工,加工过程中不会产生刀具磨损,能加工高硬度、高脆性以及高熔点的材料[5]。因此,早在1985年VISCONTI 等[6]采用连续激光对纤维增强复合材料进行激光切割实验,研究发现,激光加工玻璃纤维和芳纶纤维增强复合材料都能得到较好的加工质量。ERBA 等[7]采用准分子激光加工芳纶纤维复合材料、碳纤维复合材料以及玻璃纤维复合材料,研究发现,准分子激光加工的加工质量远超过传统加工技术的质量,展现了纤维复合材料激光加工的巨大潜力。AKSHAY 等[8]通过CFRP、玻璃纤维增强复合材料(GFRP)传统钻削和连续光纤激光制孔的对比实验,研究发现,在薄板钻孔时,激光加工能够减少加工和工件装夹的时间。SOLATI 等[9]利用CO2激光器切割GFRP,与常规钻孔进行对比,发现GFRP 层压板在激光加工后的拉伸强度比在常规钻孔后的高。Al-SULAIMAN 等[10]进行了Kevlar 复合材料激光切割和传统切割的对比实验,发现Kevlar 复合材料激光制孔相比传统加工制孔所需要的能量更低、加工质量更好。以上研究均充分体现了激光加工FRP的优越性。
目前,国内外激光技术得到了长足发展,激光的种类也越来越多,如常见的连续激光、长脉冲激光、短脉冲激光、超短脉冲激光等,激光技术的发展促进了激光技术在FRP 材料加工中的推广应用。本文针对FRP 激光加工的机理、激光加工热影响区、数值模拟及其激光复合加工技术在FRP 加工方面的应用进行了综述和展望。
1 FRP激光加工机理研究现状
实质上,激光加工纤维复合材料是通过激光与材料发生热作用或化学作用达到去除材料的目的。烧蚀、热解、氧化、气化等多种烧蚀破坏行为在FRP激光加工中同时存在,其激光加工机理极为复杂。目前,国内外学者在FRP 激光加工中材料去除过程、去除机理、热吸收特性等方面展开了一系列的研究。
1.1 FRP激光加工中材料去除过程研究
随着激光参数以及辐照时间的变化,FRP 激光加工过程中的光学现象、表面形貌等均不同。黄永光等[11]利用高速相机观察不同功率密度下Nd:YAG激光烧蚀碳纤维复合材料的现象,研究发现,在功率密度为50 w/cm2的激光作用下,碳纤维复合材料没有燃烧,只是随着时间的累积形成炭黑飘絮,复合材料在激光作用下软化、熔融以及表层分解,树脂基体在该功率密度下被分解形成碳粉或者炭黑;在功率密度为300 w/cm2的激光作用下,在激光作用瞬间材料表面出现亮斑,表层材料开始焦化,随着辐照时间的累积材料表面出现焰燃烧现象,直到激光停止辐照一段时间后火焰才能完全熄灭;在功率密度为4 500 w/cm2的激光作用下,材料表面在瞬间就被破坏,随着辐照时间累积内层物质从孔内被喷射出来,最终形成通孔。王贵兵等[12]应用1.064 μm 近红外激光在不同功率密度下辐照芳纶/环氧复合材料,并利用光学显微镜观察了材料表面的变化规律,研究表明,在激光功率较低时,材料表面只是沿着纤维方向有起皱,基体和纤维均未分解;当激光密度达到30 W/cm2左右时,材料的基体被融化挥发,随着激光功率和辐照时间的增加,材料表面辐照区域形成一个椭圆形的焦化、碳化区域;当激光功率密度增加到60 W/cm2时,材料开始焦化并发生降解反应,产生宏观裂纹,随着辐照时间增加,材料温度上升达到纤维点燃温度,材料表面发生燃烧现象。
1.2 FRP激光加工中材料去除机理
FRP 激光加工中材料的去除方式主要有热效应去除和光化学反应去除,这与激光波长和激光脉冲类型密切相关。其中,热效应去除材料是在激光与材料相互作用时,激光能量通过电子与晶格的碰撞、振动来进行热传导实现材料去除,主要以连续激光、短脉冲激光以及近红外激光为主。TAO 等[13]采用皮秒激光对CFRP 进行钻孔实验研究,以热效应去除材料的过程分为加热阶段和升华阶段。庞思勤等[14]通过扫描电镜观察毫秒脉冲激光加工碳纤维复合材料的切痕和侧面形貌,得知碳纤维复合材料的去除机理是以热蒸发和热融化为主,在高热能密度(>108 w/cm2)激光作用下,加工材料被气化去除,而激光热能密度稍低的材料边缘区域,达不到气化温度,而使材料变成熔融状态,最终在辅助气体的反冲压力下飞溅而出。LEONE 等[15]用1.064 μm 脉冲激光进行碳纤维复合材料铣削研究,发现碳纤维复合材料与激光相互作用时,材料去除过程中存在烧蚀、树脂热解、力学剥蚀等材料变化机理。
此外,在激光脉冲宽度达到超短脉冲级别时,激光与材料相互作用的时间极短,材料的电子在多光子的作用下发生碰撞电离、光致电离或隧道电离,实现了电子跃迁、电子库伦爆炸效应,最终达到材料被去除。以这种方式去除材料能有效的减少热效应,从而实现材料的“冷加工”。
光解化学反应去除材料主要发生在紫外光源辐照FRP 的时,激光波长小于400 nm,而在这个波长下激光的光子能量足够高,能直接破坏基体和纤维的分子键,致使材料分离,最终实现材料去除。张瑄珺等[16]利用皮秒紫外激光加工CFRP,紫外单光子能量为3.49 eV 高于材料分子主结构中C—C 键的键能3.45 eV,材料在吸收单紫外光子能量后,能将材料分子中的化学键打断,使材料脱离,实现材料去除。这种材料去除方式在材料加工中产生的热量较少,材料的热损伤显著降低,亦能实现“冷加工”。
1.3 FRP的热吸收特性研究
国内外专家在纤维增强复合材料的激光能量的吸收率、折射率和透射率等方面进行了一系列的实验和理论研究。王贵兵等[17]在芳纶复合材料对激光的吸收特性做了详细研究,发现当激光功率一定时,芳纶纤维复合材料随着材料厚度的增加,材料体积反射率增加,透射率减少,体吸收系数呈指数衰减,而当芳纶纤维复合材料的厚度一定时,材料的体吸收系数随着激光功率的增大而减小,体积反射率随着激光功率增大而增大。然后采用双积分球—光电测试系统记录的方法,对碳纤维复合材料和芳纶纤维复合材料对激光能量的吸收性进行了实验研究[18-19],结果表明,当材料未发生烧蚀前,芳纶纤维/环氧复合材料和碳纤维/环氧复合材料对激光能量吸收率均随激光功率增加而缓慢减少、反射率均随激光功率增加而缓慢增加;当材料发生烧蚀时,芳纶纤维/环氧复合材料的吸收率迅速增大、反射率急剧下降,而碳纤维/环氧树脂复合材料的吸收率、反射率无明显变化。
另外,在纤维增强复合材料的吸收特性的数值模拟上,BOLEY 等[20]根据激光在基体和纤维的折射率,建立了射线追踪模型研究FRP 在激光辐照时的吸收率和反射率。徐合兵[21]根据电磁波的传导理论,建立了碳纤维/树脂界面激光吸收率的计算模型,并采用光线追踪模型分析了碳纤维复合材料的吸收率特征,研究表明,在波长532 nm 的激光辐照下,材料的平均吸收能率能达到90%左右,但吸收率会随着波长的增加而减少。
FRP 材料在激光加工过程中,其物理、化学性能存在复杂变化,目前,FRP 激光加工机理需进一步深入、系统研究。
2 FRP激光加工的热影响区研究现状
激光加工无接触,能避免加工刀具的磨损,且提高加工效率。但在纤维增强复合材料的激光加工中,由于复合材料的非均质性、各向异性以及纤维和基体热力性能存在显著差异,在激光在加工过程会产生诸多加工缺陷,如热影响区、碳化、纤维拔出、裂纹、分层等。近年来,国内外学者在热影响区对FRP性能的影响、热影响区的影响因素以及对热影响区度的预测等方面进行了大量的研究。
2.1 热影响区对FRP性能的影响
由于纤维和基体气化温度存在着巨大差异,在激光加工中基体比纤维先气化,当激光能量不足时,加工区域附近的树脂气化而纤维裸露在基体表面;同时纤维和基体以及纤维沿轴向和径向之间的热传导率的巨大差异,导致沿纤维轴向方向的热量传导更快,造成内部基体损伤区域更宽。热影响区对复合材料构件的使用性能影响较大,HERZOG 等[22]发现对于90°和45°铺设方向的碳纤维复合材料,热影响区的宽度每增加1 mm,材料的静强度就会降低84和35 MPa。YE等[23]对不同厚度的CFRP层合板进行激光打孔实验,研究发现,热影响区的宽度与拉伸强度成线性关系,且热影响区对复合材料的拉伸强度的影响随着层合板的厚度增加而减弱,其中1 mm 试件的的拉伸强度降低了约122 MPa/mm,2.5 mm 厚的试件的拉伸强度降低了约33.9 MPa/mm。通过有限元方法揭示了热影响区影响拉伸强度的机理:热影响区的树脂基体损伤导致拉伸载荷不能有效地在纤维间传递,从而削弱了纤维的强度。
由此可见,降低热影响区对于纤维增强复合材料的激光加工的意义显得极为重要。
2.2 影响热影响区的因素
在FRP 激光加工过程中,热影响区的形成受到众多因素的影响,如功率、脉冲宽度(脉冲激光)、辐照时间、扫描速度、重复频率、光束能量、波长、热积累等。JOSE 等[22]建立了一个以加工表面的热影响区为输出响应的数值模型,通过响应面法优化激光加工CFRP 的加工参数,发现重复频率、切割速度、脉冲辐照时间和光束能量是影响热影响区的主要因素。SATO 等[25]指出波长越短产生的热影响区越小。HERZOG 等[22]观测了不同的激光器切削CFRP 的截面形貌(图1),研究发现,脉冲激光加工CFRP产生的热影响区相比另外两种激光器加工CFRP 产生的热影响区较小。YE[23]等观察了纳秒激光、毫秒激光、皮秒激光加工CFRP 的微观形貌(图2),发现纳秒激光加工能产生显著的热影响区,而皮秒激光几乎能避免热影响区的产生。张开虎等[30]对比了近红外激光和紫外激光加工加工AFRP 的截面形貌(图3),指出近红外激光加工的热影响区比较显著,而紫外激光加工无明显热影响区。底才翔[26]采用红外激光和紫外激光分别对CFRP 进行切割实验,研究发现,在最优激光参数下,红外激光加工产生的热影响区达到约190.6 μm,而紫外激光加工产生的热影响区仅30.7 μm,紫外激光加工CFRP远优于红外激光加工。蔡庆明[27]采用不同波长激光切削CFRP,也得到了相同结论。LENOE等[15]发现脉冲频率增加和脉冲重复次数增加也将导致热影响区的增加。GOEKE 等[28]通过Yb-doped 光纤激光切割CFRP 实验研究发现热影响区的宽度随着激光进给速度的增加而减小。

图1 不同类型激光加工CFRP的截面[22]Fig.1 Cross-section of CFRP processed by different types of Laser[22]

图2 不同脉冲宽度激光加工CFRP形貌[23]Fig.2 Micromorphology of CFRP fabricated by laser with different pulse widths[23]

图3 不同波长激光加工AFRP的表面形貌[29]Fig.3 Surface morphology of AFRP processed by laser with different wavelengths[29]
大量研究表明,在以上众多影响因素中,激光脉冲模式、激光类型和激光功率是影响热影响区的最主要因素。TAKAHASHI 等[29]在CO2激光的连续模式和脉冲模式对CFRP 进行切割实验,发现脉冲模式能得到更小的热影响区。张开虎等[30]对纤维复合材料在连续激光、纳秒激光、皮秒和飞秒超短脉冲激光下的热影响区对比分析可知,超短脉冲激光加工产生的热影响区能够达到0.01 mm 量级,大幅度地降低了热影响区。LIA等[31]和LI等[32]等利用连续光纤激光切割CFRP层压板发现,切削速度和激光功率对热影响区具有显著性影响。ILIO等[34]和LENOE等[15]通过实验分析,指出激光功率是影响激光切削热影响区的最重要的切削参数。Al-SUMLAIMAN 等[33]指出激光功率对热影响区的显著性水平最高,其次是扫描速度。
为获得更小的热影响区,国内外学者对激光加工工艺参数以及方法的进行优化研究。RAO 等[35]、HOSSAIN 等[36]、CHATTERJEE 等[37]分别利用响应面法、模糊逻辑法、遗传算法对激光加工参数进行优化,分别得到激光加工复合材料的最佳工艺参数。GAUTAN 等[38]运用基于灰色关联分析的遗传算法技术(GRGA)对Kevlar-29 激光切割进行工艺参数优化,减小了Kevlar-29激光切割的热影响区。
在FRP 激光加工的工艺方法优化研究中,CANISIUS 等[39]采用树脂基体中掺杂了激光波长吸收添加剂和炭黑颗粒的碳纤维增强复合材料进行激光切割实验,研究发现,在树脂中加入浓度为4%的添加剂时,平均热影响区可降低25%。ZHOU 等[40]采用皮秒激光对CFRP 进行钻孔实验,研究发现,选择合适的激光扫描路径能够获得较高的加工质量的前提下,产生的热影响区也较小。JAESCHKE 等[41]在CO2激光切割CFRP 的同时,用喷嘴向加工表面喷射聚酰胺粉,填补进树脂汽化后形成的孔隙,提高CFRP的表面质量。花银群等[38]采用500 W 毫秒Nd:YAG 激光切在水下割CFRP,指出水下切割能够有效降低热影响区的范围。TAO[13]提出了一种对位双束激光加工(DBOB)钻削较厚CFRP板材的方法,如图4所示,采用该方法加工厚板相比单束而言,能有效减小热影响的同时,还能提高加工效率。
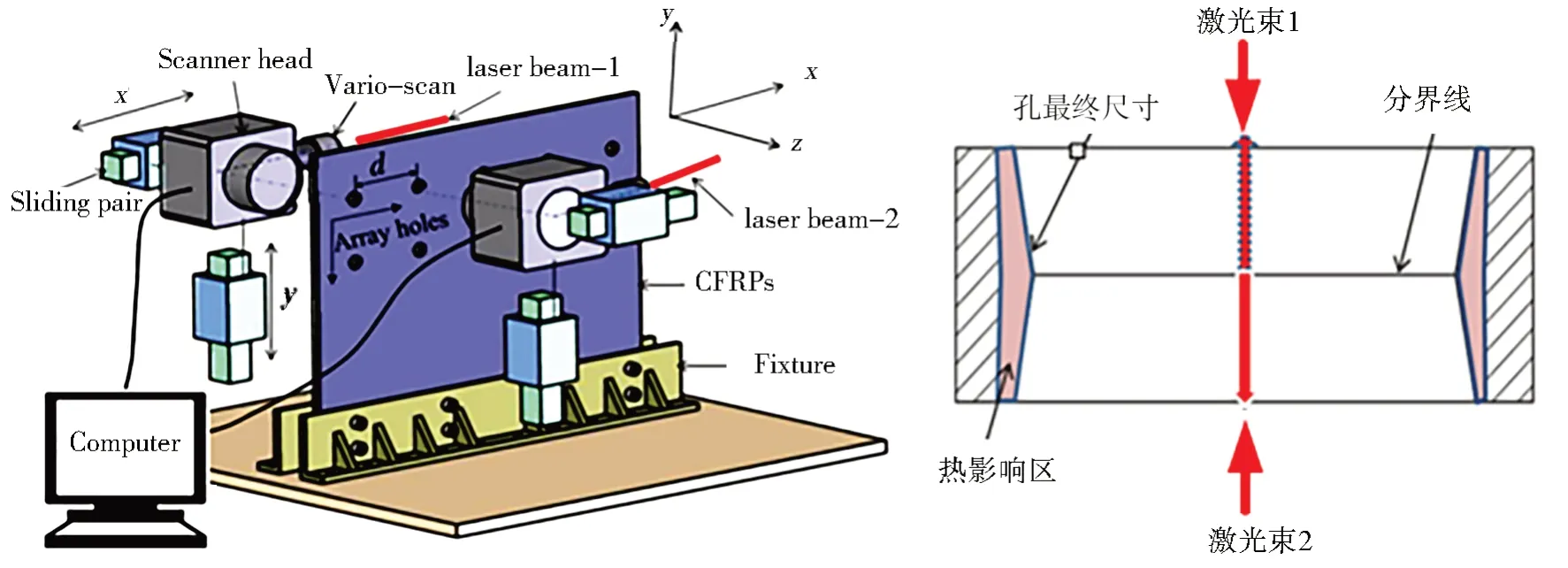
图4 DBOB激光钻孔原理[13]Fig.4 Schematic diagram of DBOD laser drilling[13]
通过激光加工工艺参数以及工艺方法的优化,降低了激光加工纤维增强复合材料的加工的热影响区宽度,提高了FRP材料适用范围。
2.3 热影响区的预测
此外,在对FRP 激光加工热影响区的预测方面,国内外学者主要是通过数学统计学方法和数值模拟方法建立了热影响区的预测模型。GAUTAM 等[38]通过碳纤维复合材料的激光加工实验,获得了热影响区关于激光功率、扫描速度、间隔距离三因素的回归模型。JOSE等[22]运用Nd:YAG激光切割碳纤维复合材料,通过数据拟合方法,获得了热影响区关于切削速度、脉冲能量、辅助气体压强、脉冲宽度、脉冲重复频率的预测模型。TOMOMASA 等[43]对激光切割的CFRP 进行热重分析和差热分析,成功地定性模拟出热影响区。MUCHA 等[45]在平均热流模型的基础上建立一维激光切削CFRP 的热流模型,通过该模型较好地预测激光切削CFRP 的热影响区。CHEN 等[44]建立了一个垂直于切缝方向的单向热传导模型,通过实验结果分析得知,该模型可用于预测高功率光纤激光切割复合材料时的热影响区。
目前,通过对于激光加工FRP 材料的热影响区的研究,已经能在较大程度上减小热影响区,但热影响区的形成依然无法避免。
3 FRP激光加工热效应数值模拟研究
由于实验条件、观测手段的限制,仅通过实验研究FRP 激光加工这一复杂的过程具有一定的局限性,而应用纤维增强复合材料激光加工的数值模拟能方便地得到不同激光和材料条件下激光加工结果,从而指导FRP 激光加工技术的提升,提高加工效率。
目前,学者主要从两个层面对FRP 激光辐照热学效应进行了数值模拟研究。
其一,FRP 表面激光辐照温度场分布的模拟。利用FRP 表面温度的变化表征加工参数对FRP 激光加工的加工质量的影响,将FRP 表面温度超过树脂热解温度的部分作为热影响区。万红等[46]模拟了连续激光辐照树脂复合材料的温度场,指出随着激光功率密度增加,材料表面辐照区域的温度升高速率将迅速增大。YILBAS 等[47]模拟了FRP 激光切割的温度场,并采用顺序耦合的方法研究Kevlar 激光辐照的热应力,研究发现:随着垂直激光扫描方向的距离增加,Kevlar材料的温度急剧下降形成较大的温度梯度,而热应力在温度梯度较高的区域达到较大。后来,又对Kevlar 的激光圆环切割的温度场进行了模拟[48],研究发现,在切削终止区,切削刃周围的温度较高,孔的顶部周围温度达到最高。在切削结束后,温度沿切削边缘逐渐下降。于东洋[49]对单层CFRP 激光同向切割以及多向切割进行温度场模拟,研究发现,同向切割模拟时,在丝束模型中随着丝-束直径比的减小,温度场的宽度逐渐减小,热影响区宽度逐渐变窄,在树脂-纤维两相模型中纤维内部温度场比表面树脂温度场更宽更长,且最高温度更低;在多向切割时,碳纤维铺设角度从0°到90°,同一时刻最高温度在90°时达到最低。TIMUR 等[50]建立了随机定向短玻璃纤维激光烧蚀的的数学模型。DING等[51]基于Abqus 软件,研究了激光辐照CFRP 时不同纤维方向的温度分布,研究发现激光聚焦特性导致了较大的温度梯度。
其二,FRP 激光加工烧蚀形貌的数值模拟。在对烧蚀形貌的数值模拟中,常采用两种方法进行研究:(1)主要是利用三维仿真软件建立FRP 的三维有限元模型,模拟FRP 激光加工的温度场,然后采用“生死单元法”模拟材料去除,最终得到FRP 激光加工的烧蚀形貌以及材料的热影响区范围。NEGARESTANI 等[52]采用该方法对碳纤维复合材料的激光切割进行了数值模拟,指出扫描速度在低扫描速度(50~200 mm/min)下比高扫描速度(200~800 mm/min)下对热影响区的宽度更敏感;(2)通过理论方法建立烧蚀模型,研究激光辐照复合材料的烧蚀形貌。王以忠[53]建立了激光辐照CFRP 时的热效应破坏的一维烧蚀模型,研究了激光参数对CFRP 烧蚀效果的影响。张家雷[54]等建立了激光辐照复合材料烧蚀的简化模型,通过该模型成功预测了激光辐照复合材料的烧蚀率以及烧蚀区域。
4 纤维增强复合材料激光复合加工
超短脉冲激光加工FRP 能实现“冷加工”,但超短脉冲单脉冲能量较小,材料的去除率极低,造成FRP 超短脉冲激光加工的加工成本较高,致使超短脉冲激光加工的商业化程度不高。纤维增强复合材料激光加工仍主要采用连续激光、长脉冲激光以及短脉冲激光进行加工,而这些类型激光加工会导致热影响区的产生,降低零件的使用性能。TAO 等[13]等采用不同的方法进行了激光钻削CFRP 实验,研究发现,激光钻削CFRP 均存在尺寸误差,并指出激光加工更适合于粗加工。为融合激光加工技术的优势,激光复合加工技术逐渐成为了FRP 加工技术的研究热点和重要发展方向。
目前,常见的激光复合加工技术有激光辅助切削、激光水射流复合加工、激光超声辅助切削加工、激光电火花复合加工等。而FRP 激光复合加工主要以激光加热软化辅助切削和激光水射流复合加工为主。其中,激光加热软化辅助切削是通过激光的热效应使材料表面温度达到玻璃转化温度,但未达到材料基体热解温度,在低激光功率作用下对材料进行改性,提高材料的加工性能。DANDEKAR 等[55]利用CO2激光对氧化铝纤维增强复合材料进行激光加热辅助切削[图5(a)],研究发现,在相同切削参数的条件下,纤维损伤得到降低,提升了加工质量的同时还降低了刀具的磨损。梁洪涛等[56]对激光诱导氧化辅助铣削碳化硅颗粒增强铝基复合材料进行了研究,得知,该方法能够有效减小加工过程铣削力,改善表面质量,提高加工效率。KHULAN 等[57]对C/SiC复合材料进行了激光辅助切削实验,研究发现,在相同的加工条件下,激光辅助切削C/SiC 的切削力比传统机械方法加工C/SiC 的切削力降低40.7%,表面粗糙度降低了33.8%。与此同时,有学者研究发现单束激光辅助切削过程中存在材料加工表面不能被充分预加热,从而提出增加一束加热斜面区的激光束加工方法[图5(b)],由此达到了更好的软化效果。但无论是传统激光辅助切削还是多束激光辅助切削的方法,FRP 从激光辐照区到切削区之间均存在一定的距离,导致软化区域增加、能量损失增加以及激光能量利用率低等问题。为了解决这些问题,PARK等[58]提出了一种激光直接辅助加热切削的方法[图5(c)],采用激光束透过专用的蓝宝石刀具直接照射在加工区域,研究指出,这种方法能够降低激光辐照后的能量损失,提升激光能量的利用率,加工质量得到进一步的提升。

图5 激光辅助切削简图[55,60-61]Fig.5 Laser assisted cutting diagram[53,56,60]
激光水导复合加工是在激光加工时利用水射流来降低激光加工区域的温度,降低FRP 激光加工中热效应的影响,提高FRP 的加工质量。SUN 等[59]采用水射流激光与传统激光加工CFRP 进行对比,发现水射流激光产生的热影响区更小。章辰等[61]采用了一种将水射流技术结合激光切割技术加工CFRP 的方法,借助水射流的冷却和冲刷作用来进行CFRP 加工,研究发现,水射流辅助激光切割CFRP 的加工横截面表面覆盖的碳化层明显减少,热影响区和切割内壁形貌比直接激光切割要好,整体加工质量效果的到显著改善。VIBOON 等[62]对比分析了CFRP 在空气中、静水中以及流水中激光加工热影响区的宽度,研究发现,在静水和流水中加工产生的热影响区宽度均比在空气中加工产生的热影响区宽度要窄。
激光复合加工FRP 已经展现了其优异的加工潜力。但目前激光复合加工在FRP 材料中加工中的研究较少,在FRP 复合加工的机理、FRP 激光辅助加工专用工具与复合加工的加工参数的匹配等方面的研究鲜有报道。
5 结语
本文对纤维增强复合材料激光加工国内外研究进展进行了梳理。首先,综述了FRP 激光加工机理,研究表明,超短脉冲激光或近紫外激光加工纤维增强复合材料能实现“冷加工”,能够得到较好的加工质量,而对于连续激光、短脉冲激光以及近红外激光加工纤维增强复合材料,主要是通过热效应机制去除材料,加工质量相对前者较差。其次,FRP 激光加工的热影响区能够有效的降至几微米,极大地降低了热影响区对构件性能的影响,通过建立理论模型对FRP 激光加工的热影响区的尺寸进行预测。最后,梳理了几种激光复合加工技术。研究表明,激光复合加工技术在FRP 加工领域具有明显优势,拥有广阔的应用前景。
目前,国内外学者在FRP 激光加工已经展开了大量的研究,但在FRP 激光加工数值模拟中,辐照过程中的热吸收特性变化、纤维在激光辐照过程中的升华吸热对热传导形式的影响等考虑甚少,仍需进一步深入、系统研究。另外,针对激光加工FRP 的加工质量、效率以及条件的限制,激光辅助加工技术已经展现了在FRP 加工中的优势,逐渐成为FRP 加工技术的一个重要发展方向。
猜你喜欢
纺织服装周刊(2022年39期)2022-11-02
航天制造技术(2022年4期)2022-09-30
建材发展导向(2022年12期)2022-08-19
舰船科学技术(2022年11期)2022-07-15
建材发展导向(2022年2期)2022-03-08
北京航空航天大学学报(2021年9期)2021-11-02
科学导报(2021年7期)2021-02-22
作文周刊(高考版)(2019年8期)2019-04-17
作文周刊(高考版)(2017年39期)2017-12-26
晚晴(2016年11期)2016-12-20
