关于轮制陶器的再思考
2021-03-28 17:07陆青玉
黄河·黄土·黄种人(华夏文明) 2021年3期
□陆青玉
制陶技术作为古代社会生产力水平的重要体现,从中国现代考古学产生之初就受到老一辈学者的关注,现在已经基本厘清了各文化区域不同发展阶段的制陶技术发展框架。 从成型技术上来说,一般认为,史前陶器可分为手制、模制和轮制三类。 其中手制陶器又分为捏塑、 泥片贴塑和泥条盘筑[1]2,但是, 对于轮制陶器却缺少具体的界定而笼统称之。 这种概念的模糊,影响着对区域及区域间社会生产发展问题的深入探讨。 下面结合制陶工艺的人类学调查和考古学视野中对典型陶器标本的观察,就何为“轮制陶器”进行进一步的探讨和界定。
一、人类学视野中的轮制陶器生产
轮盘在陶器成型中的应用,具有慢轮和快轮之分。 其中慢轮制陶多以轮盘为载体,实际采用泥条盘筑的方法塑造胎体,因此通常被归为手制陶器的范畴,不少人类学调查案例对此有详细的描述[2-3]。轮制陶器通常指快轮制陶,即陶轮不仅作为泥料的载体,更在胎体成型过程中起着塑形的作用。 早先的人类学调查资料中,有不少涉及对轮制陶器生产工艺的描述。 而这些所谓的轮制成型技术,从具体操作上又可以分为两类。 其一,如山东和云南存在的部分传统制陶术,在轮制陶器的成型过程中可以分为两个阶段, 即先用泥条在轮盘上盘筑出毛坯,此后借助快速旋转的轮盘产生的离心力,将盘筑的毛坯提拉成型[4-5],有时候在轮制之后还有后续的拍打成型环节[6],此类成型方式在其他的制陶技术调查资料中也多有发现[7-9]。 其二,则以湖北枝江市传统制陶技术为代表,其轮制陶器成型过程中不存在泥条盘筑毛坯的环节,而是采用快轮进行一次性拉坯成型[10-11]。 本文分别称以上两类技术为泥条盘筑加拉坯成型和一次性拉坯成型。
由此可见,泥条盘筑加拉坯成型技术处于陶器成型技术发展的过渡阶段,泥条在胎体成型过程中的作用在逐渐减弱,而轮盘的作用则逐渐凸显。 相比于单纯的泥条盘筑成型,泥条盘筑加拉坯成型生产的陶器, 在器壁厚度和整体形制方面都更加规整,同时由于省去了部分泥条盘筑环节,生产效率也应有所提升。 但论效率,一次性拉坯成型技术则达到了史前陶器生产效率的顶峰,有力地推动着以交换为目的的规模化生产。
二、考古学视野中的轮制陶器
考古学从实物资料出发,结合人类学调查成果,验证了轮制陶器生产技术的存在, 并提出了相应的判定标准。 以李文杰先生为例,他认为“快轮制陶简称轮制,是指利用轮盘快速旋转产生的惯性力,直接将泥料拉坯成型的制陶技术”[1]163,“螺旋式拉坯指印是快轮制陶的直接证据,将它与偏心涡纹联系起来,便可断定轮制……”[1]19可见, 李文杰先生对于轮制陶器的界定,仅限于一次性拉坯成型。 而以栾丰实先生为代表的主流考古学者,则将泥条盘筑加拉坯成型和一次性拉坯成型制作的陶器统称为轮制陶器[12],而其判定标准,则同样采用李文杰先生的“螺旋状拉坯指印和偏心涡纹”。 如此,李文杰先生对轮制陶器的狭义性界定低估了轮制技术的应用范围和起始时间, 同时也割裂了以泥条盘筑技术为主的陶器生产与以轮制技术为主的陶器生产之间的过渡,使轮制技术的突然出现在技术史的角度显得极为突兀。 而以栾丰实先生为主的学者的广义轮制陶器的界定,则由于不能具体提出轮制技术的内部差异,极易混淆该技术内部长时段的细节演变, 从而错失从技术细节解读生产和社会变化的能力。
因此,从考古资料出发,对轮制陶器中的泥条盘筑加拉坯成型、 一次性拉坯成型技术进行区分,并找到各自的判定标准,对于从制陶技术的细部变化探讨古代社会发展进程具有重要意义。
三、轮制成型技术的内部差异和判定方法(来自丁公遗址的证据)
丁公遗址包含大汶口、龙山、商周和汉代遗存,其中以龙山文化遗存为主, 尤其是龙山文化城址、陶窑和“丁公陶文”的发现[13],为探讨海岱地区文明化进程提供了重要资料。 该遗址的陶器标本,涵盖了捏塑、模制、泥条盘筑和轮制技术,其中,以泥条盘筑加拉坯成型和一次性拉坯成型为代表的轮制成型技术在出土标本中的应用最为广泛。
1.一次性拉坯成型技术
它是利用高速旋转的陶轮产生的离心力,将泥料一次性拉制成型的技术。由于受到轮盘旋转过程中陶工在胎体内外施加的挤压、提拉力,因此在胎体修整、装饰不完全的区域,可以见到成型过程中留下的螺旋式拉坯指印痕迹(图1-1),这就是李文杰先生判定轮制陶器的证据之一[1]19。 当然,对于有些夹砂陶, 为了避免拉坯过程中泥料中的砂粒伤手, 陶工有时还会使用湿布或动物毛皮作为内衬,这样轮制成型的陶器残留的就不仅只有拉坯指痕。陶坯制作完成以后,为了快速且安全地将其从轮盘上取下,陶工通常会用绳子紧贴着转动的轮盘进行割坯,从而在修整不完全的器体底部会残留出偏心涡纹(图1-2),这是李文杰先生判定轮制陶器的另一个证据。这两方面的证据在丁公陶器中的泥质陶杯、豆、盒、罐以及夹砂陶鼎、罐等器形中均可见到。
另外,拉坯之初,陶工在插入泥料的手指并拢不紧的情况下, 会在器底中央留下圆锥形的泥凸(图1-3);对于圆锥形或圆筒形器,如袋足、豆柄等,在拉坯成型过程中会因器壁内外受力不均而在内壁留下麻花状的褶皱,也可作为轮制成型技术的重要标识。
但是,以上特征只是证明了轮制技术参与了陶器的成型,包含以上特征的陶器产品,还有可能是采用泥条盘筑后再拉坯成型的。
2.泥条盘筑加拉坯成型技术
从人类学调查资料可知,泥条盘筑加拉坯成型的操作步骤为:首先拍打或轮制圆形的器底;然后再在器底边缘依次盘筑泥条,直至一定高度;最后快速转动轮盘, 将盘筑的毛坯提拉成最终的陶器。栾丰实还根据盘筑和拉坯间隔次数的差异又对其进行了具体区分[12],但仍未突破泥条盘筑加拉坯成型的工艺范畴。 相比于一次性拉坯成型的陶器,采用泥条盘筑加拉坯成型技术生产的陶器,在胎质上多为夹砂陶, 形制上多为器形较大的陶器, 如鼎、罐、鼓腹盆、鬲等。 由于在拉坯程度足够的情况下,此种成型方法与一次性拉坯成型制作的器物极其相似,加上后续的修整和装饰环节对其制作痕迹的破坏,致使两种成型工艺极难区分。 但从部分拉坯程度不深、修整和装饰不完全的陶器中,仍可看到拉坯之前陶胎的泥条盘筑痕迹。如图2 中的夹砂陶鼎所示, 内外壁上下均可见细密的螺旋状拉坯痕迹,胎体形制规整、器壁厚度均匀。 单从外壁看,很容易做出一次性拉坯成型的判断。但仔细观察器体内壁会发现, 陶片下段存在两道明显的泥条缝隙,可见胎体在最终的拉坯成型之前,存在着泥条盘筑的环节。
当然,修整装饰后的轮制陶器中,即便采用泥条盘筑加拉坯成型制作,残存泥条痕迹的现象也是极少的。 这时陶器岩相学分析则能为识别这种生产技术差异提供帮助[14]。 像两城镇龙山文化陶器一样[15],图2 陶器标本的纵向切面可见包含物和胎体纹理呈扁环状分布(图2-2),正是胎体中的泥条在盘筑和轮制过程中变形的结果。 因此,对于泥条盘筑加拉坯成型工艺,除了对胎体表面进行细致的观察外,还可通过陶器岩相学方法对其进行识别。

图1 传统轮制陶器的判定依据

图2 泥条盘筑加拉坯成型制作的陶器表面及胎体岩相特征
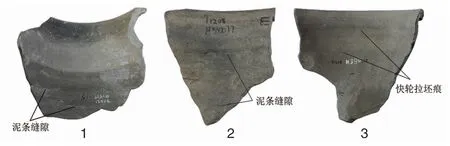
图3 丁公遗址龙山文化陶器中的泥条盘筑加拉坯成型工艺和一次性拉坯成型工艺
四、丁公遗址陶器轮制技术的应用特征
在对轮制成型技术内部差异进行界定的基础上,重新审视丁公遗址陶器的生产工艺,可以发现以下两个特征。
其一, 泥条盘筑加拉坯成型与一次性拉坯成型技术之间,并不存在时间上的替代关系,两者在整个龙山文化时期始终共存。 以图1 为代表的薄胎泥质陶单把杯,其存在于龙山文化各个阶段,采用一次性拉坯成型工艺为众所周知[16]。 而在这期间,龙山早期的泥质高领罐、夹砂凿形足鼎,龙山晚期的素面陶鬲, 则均存在采用泥条盘筑加拉坯成型工艺生产的证据。 (图3)
其二, 泥条盘筑加拉坯成型与一次性拉坯成型技术的应用,并不存在特定陶器的适用性。仍以素面鬲为例, 龙山文化晚期既存在泥条盘筑加拉坯成型工艺(图3-2),也存在一次性拉坯成型工艺(图3-3),但通常来说,泥条盘筑加拉坯成型工艺多用于那些形体较大的器物。 这很可能是因为一次性拉坯成型技术受陶工拉坯技艺及陶轮转速的影响所致。
可见, 两类轮制成型技术在丁公遗址各个阶段的陶器生产过程中均有采用, 不同陶器生产技术的选择似乎是受陶工技术水平和生产设施的影响,并不包含特定的社会含义。
五、结论
通过以上论述可以发现, 当前考古学研究所认为的轮制技术存在着内涵不清的现状。 根据陶轮及泥条在陶胎成型过程中的贡献, 陶器的轮制生产工艺可以分为一次性拉坯成型和泥条盘筑加拉坯成型。其中,前者可以根据陶器中螺旋式拉坯指印痕迹和偏心涡纹、部分陶器器底的锥状泥凸、麻花状褶皱来判定;后者则除了以上判定标准外,还要对器体厚度变化以及是否存在泥条痕迹来做出推测, 必要情况下还可借助岩相学切片进行验证。 根据以上分类和标准,丁公遗址的陶器生产,自始至终存在着两类轮制成型工艺, 且两种工艺不存在特定的器形偏好。
附记:此文得到国家社科基金重大项目“邹平丁公遗址发掘报告(12&ZD194)”、中原与海岱地区文明化进程研究(2020YFC1521602)、中国博士后科学基金(2020M672041) 和山东省博士后创新项目(202002002)的资助。
猜你喜欢
轮胎工业(2022年7期)2022-11-25
轮胎工业(2022年1期)2022-07-20
金刚石与磨料磨具工程(2022年3期)2022-07-14
中国金属通报(2020年4期)2020-07-04
学生天地(2020年34期)2020-06-09
北方音乐(2019年4期)2019-06-11
报刊荟萃(上)(2018年8期)2018-08-27
百家讲坛(2017年15期)2017-08-30
中学生数理化·七年级数学人教版(2008年1期)2008-08-19