
二极管焊接加固工艺改进方法研究
2021-04-07 07:20花文波王旭东杨彪
科技风 2021年9期
花文波 王旭东 杨彪
摘 要:为研究接口模块复位异常导致系统无法启动故障,通过复位机理分析,建立复位二极管断裂故障树,分析故障原因并对分析结果进行试验和故障复现。结果表明:玻壳二极管电装过程中的点红胶工艺,在高低温交替过程中,因玻壳和红胶膨胀系数差异较大,红胶会对玻壳产生温度应力,最终导致玻壳断裂。改进的电装去红胶工艺,经多次高低温循环试验验证,改进措施有效。
关键词:复位;FPGA;工艺改进;故障树;异常
中图分类号:TP302文献标识码:A
1 绪论
接口模块用于完成数据的采集、处理和计算等,是一种多应用模式、多种操作系统并存的统型模块[1-2]。根据应用场景和功能要求、质量属性等,每类操作系统会根据当前特定需求、采用不同软件架构来实现[3]。随着操作系统种类多、规模大、软件重载,产品复位在系统中作用越来越大。
复位就是系统初始化到一个确定的状态,稳定后撤销;或异常时使系统恢复正常工作[4-5]。
接口模块在应用过程中因复位异常产生无法启动故障,建立失效器件故障树,对故障树各个分支进行分析,提出改进方法,试验验证改进措施有效,对提高航空接口模块产品可靠性,降低地面系统联试故障率、减少飞机在执行任务时报故有重大意义。
2 接口模块复位机理
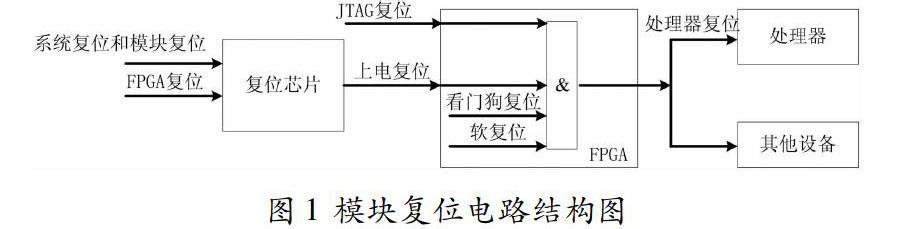
接口模块复位电路如图1所示,复位芯片的前端输入信号由FPGA和模块硬件复位信号的“与电路”提供,硬件复位经复位芯片输出得到上电复位信号,输出至FPGA,经逻辑控制输出至CPU以及其他芯片。
接口模块加电工作时,产品无法正常启动,通过测量,发现FPGA在逻辑加载之后,二极管DONE信号先高后低再高,低电平持续200ms,说明FPGA加载完成后发出的复位信号正常,测量模块硬件复位信号为3.3V常高,说明无复位信号输入,FPGA复位对应的二极管故障,导致内部复位信号无法传输,放大镜下观察二极管焊接情况,发现二极管表面有明显裂纹。
3 二极管断裂故障树
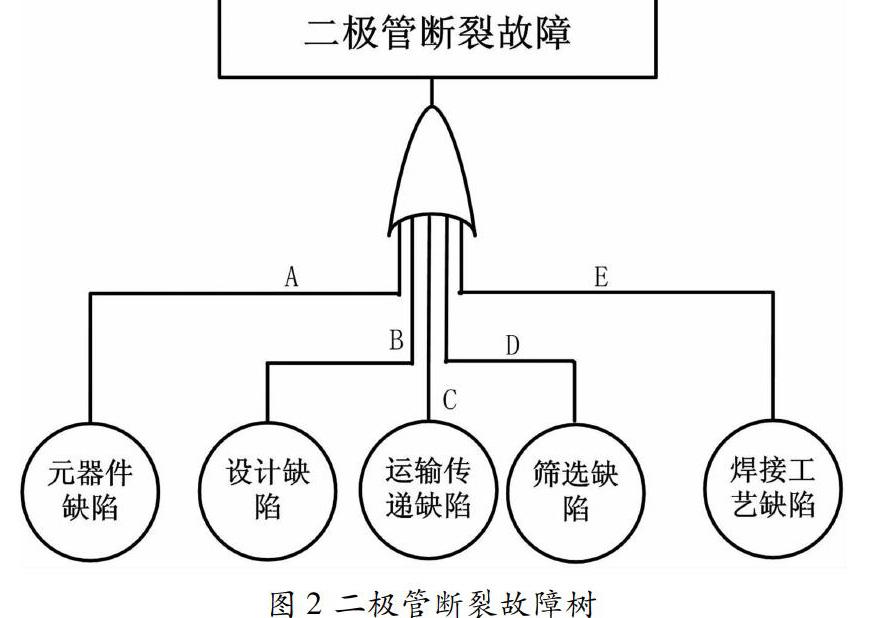
故障树在分析系统故障模式、查薄弱环节、指导故障维修等工作具有重要的参考价值[6]。自上而下寻找直接和间接原因,并进行分析计算。体现了研究问题的系统性、准确性和预测性[7]。可能导致二极管断裂的故障树如图2所示。
4 二极管故障分析
4.1 元器件缺陷
二极管送失效分析,分析结果:器件电特性正常。因此排除电应力影响,分析结论:在使用中引入异常机械应力,导致玻封体局部产生裂纹,在后续环境应力作用下,二极管玻封体断裂开路而失效。
经厂家清查,该型号表贴二极管产品年供货约20万只。2014年1月起至今,其他使用单位未反馈二极管断裂故障。厂家对器件的生产过程进行清查,清查结果:在人、机、料、法、环、测等环节均合格。
4.2 设计缺陷
二极管焊接位置周边空余区域较大,并不与其他器件产生干涉。模拟功能振动,通过建模与仿真,二极管中心振动应力最大为2.1MPa。二极管采用玻璃材料封装,抗拉极限为40MPa,最小安全系数19,满足功能振动环境要求。通过以上分析和仿真,排除设计缺陷导致二极管受外部机械应力产生断裂。
4.3 运输过程缺陷
产品入所后,所内对二极管按照《电子元器件入所复检规范》进行入所复检,对同批大于10支的数量抽取10支进行外观检查,检查采用目视或根据需要使用放大镜观察,包括引线、封装体,检查损伤、变形、裂缝、剥层、沟痕和空洞等缺陷。该型号二极管自使用以来在入所复检中未发生外观不合格情况。排除运输过程造成器件缺陷。
4.4 筛选过程缺陷
所内二次筛选按照《电子元器件二次筛选规范》进行,检验项目包括:外观初查、常温初测、温度循环、常温中测、高温反偏老炼、功率老炼、老炼后测试、外观复查。通过清查二筛过程各项试验条件及操作规程等,未发现有可能对二极管产生损伤的隐患,因此排除筛选过程造成缺陷。
4.5 焊接缺陷
可能影響二极管器件断裂的因素包括人员、焊接工艺、焊接工具、焊接材料、人员操作、环境五方面因素。
人员情况,通过对焊接工序人员核查,人员均持持证上岗,未发现违规操作现象。
焊接工艺文件齐全,为现行有效工艺文件,同期产品电装均采用回流焊接工艺,由于2016年前的回流焊接热风不可精细控制,圆柱形器件在焊接后易产生偏移、掉器件等问题,按照焊接规范要求,二极管焊接时需通过红色贴片胶固定后再进行回流焊接。该点胶工艺属于电装基础工艺,可提高焊接可靠性,该工艺主要针对表贴电阻、电容、二极管等小型表贴器件,是通用表面组装工艺方法,至今其他器件均未发生类似情况。2016年后新组建的回流设备可提高回流炉内热风稳定性,可保证表贴器件不经点胶固定,就能达到不偏移、掉落等缺陷,因此,2016年6月更改了新的工艺文件,删除了点胶工序。该产品已发生5起二极管断裂故障,均因二极管点红胶发生断裂,因此,点红胶是造成二极管出现应力断裂的原因。
断裂二极管端口分析无三防漆,焊接设备均在检测有效期内,设备焊接条件、状态和检测记录正常,生产环境在标准要求的范围内,因此排除其影响。焊接过后的二极管均进行AOI自动光学检测和人工目检,清查检验记录和试验记录,产品合格。
5 故障机理及验证试验
查询红胶手册,手册中描述,当25℃(室温)~70℃时,红胶的膨胀系数为50K-1,在90℃~150℃时,膨胀系数为160K-1。二极管的玻壳热膨胀系数为8.9~9.5K-1(30℃~380℃范围),二者相差较大,热匹配失衡。
二极管焊接前,管壳下方点有红胶,在后续使用或试验过程中伴随着温度交替变化(二极管正常工作温度范围:-55℃~150℃)。因红胶与玻壳热膨胀系数相差较大,在温度交替过程中红胶会对玻壳产生较大应力,最终导致玻壳断裂。
验证一:试验条件-55℃~100℃,同批同筛器件进行150次温度循环,每50次循环观察产品状态,验证数量100只,结果工装1点胶失效1只,工装2不点胶失效0只。
验证二:对厂家二极管进行四组试验,每组各100只二极管,试验条件为:-55℃~100℃,进行500次温度循环,每50次温循后观察器件状态,结果试验1点胶、三防工艺失效1只,试验2点胶失效2只,试验3不点胶失效0只,试验4加倍点胶量失效1只。
验证结果:二极管点红胶后,在温度交替过程中因红胶与玻壳热膨胀系数相差较大,红胶对玻壳产生较大应力,最终导致玻壳断裂。
6 改进措施
针对以上故障原因,接口模块采用以下方法进行改进:
(1)优化焊接工艺,对玻壳二极管焊接不再使用红色贴片胶固定二极管;
(2)举一反三,清查已交付的二极管点红胶产品,对因故障返修的模块全部落实更改,也可在外场直接更改。
7 结语
某种接口模块在使用中出现因复位异常导致系统无法正常启动故障,通过复位机理分析,建立复位二极管断裂故障树,对故障分支进行分析,确定二极管故障是因点红胶后,温度交替过程中,玻壳二极管和红胶因膨胀系数不同,红胶对玻壳产生较大应力,最终导致二极管玻壳断裂。通过机理分析和制定不同试验条件试验验证,二极管断裂故障均能复现,最后优化焊接工艺,去除玻壳二极管点胶工艺,同时对其他产品举一反三,改进方法经验证有效,能够预防和避免同类故障重复发生,提高了产品可靠性,降低维修成本和试验费用,在工程应用中能够起到重要的指导意义。
参考文献:
[1]陈云,陈恩耀,刘国斌,左丽丽,刘伟.FPGA中关于复位的设计和研究[J].数字技术与应用,2018,36(3):182-184.
[2]司焕丽,胡杨川.一种适用于SoC的时钟复位管理电路设计[J].通信技术,2013,46(12):104-106.
[3]孙国志,宁寧,张弛.一种片上系统复位电路的设计[J].电子技术应用,2012,38(12):32-35.
[4]任思伟,唐代飞,祝晓笑,刘昌举,刘戈扬,翟江皞.基于片上系统的时钟复位设计[J].半导体光电,2017,38(2):293-298.
[5]王迷迷,王斌,操凤萍,郑英.实时在线嵌入式系统复位设计[J].计算机工程与科学,2015,37(5):1019-1023.
[6]徐丙凤,黄志球,胡军,等.一种状态事件故障树的时间特性分析方法[J].软件学报,2015,26(2):427-446.
[7]李莎莎,崔铁军,马云东.基于空间故障树理论的系统可靠性评估方法研究[J].中国安全生产科学技术,2015,11(6):68-74.
作者简介:花文波(1986— ),男,汉族,陕西西安人,工程师,研究方向为计算机应用。
猜你喜欢
中国科技纵横(2016年20期)2016-12-28
科技创新与应用(2016年34期)2016-12-23
商情(2016年42期)2016-12-23
航空兵器(2016年4期)2016-11-28
计算机教育(2016年7期)2016-11-10
中国实用医药(2016年24期)2016-10-17
科技视界(2016年20期)2016-09-29
