20Cr13钢表面激光熔覆铁/镍基合金熔覆层的组织与性能研究**
2021-04-12 08:41周志杰杜彦斌
重庆工商大学学报(自然科学版) 2021年2期
周志杰, 许 磊, 杜彦斌, 张 磊
(1.重庆工商大学 制造装备机构设计与控制重庆市重点实验室,重庆 400067;2.重庆水泵厂有限责任公司,重庆 400003)
0 引 言
20Cr13不锈钢具有硬度高、强度大、耐腐蚀和耐磨等优点,广泛应用于各种机械零部件,如叶轮、叶片、轴承等。在服役工作中,恶劣的工况条件下(如高应力、高转速、工作介质劣化等)常使机械零部件产生如磨损、裂纹等表面损伤,严重影响了相关设备的服役安全和服役寿命。因此,如何提高相关零部件的表面性能一直是该领域的研究热点,目前常用的表面强化技术主要有激光熔覆、堆焊、冷喷涂、电刷镀等[1]。
激光熔覆是一种利用高能激光束在基体材料表面熔覆具有高性能熔覆层的表面改性技术[2]。首先通过激光束辐照将熔覆材料熔化形成熔池,随后通过散热快速冷却凝固,获得组织细小且与基材实现冶金结合的涂层。激光熔覆材料主要为自熔性合金粉末,分别为铁基、镍基、钴基自熔合金等[3]。目前相关科研机构和学者开展了大量的理论和实验研究,尤其是针对不同粉末在不同基体上进行的激光熔覆性能实验[4-12]。何建群等[5]针对45钢基材设计了Fe55激光熔覆合金粉末,并进行了工艺验证,获得了高硬度、表面无裂纹、耐磨性和耐腐蚀性能优异的激光熔覆层。赵坚等[6]对齿轮常用材料17CrNiMo6合金钢表面上熔覆Fe基、Ni基和Co基合金修复层,对比得出Fe基和Co基合金修复层无裂纹,Ni基合金修复层存在一定裂纹,三者比较Fe基涂层耐磨性最优。张敏等[7]在40Cr钢基体上熔覆Fe基、Ni基合金涂层,结果得出两种涂层均改善了40Cr钢基体的耐腐蚀性和耐磨性,其中Fe基涂层的耐腐蚀性和耐磨性较优。Zhang W[9]使用VC粉末和铁基粉末对H13模具钢表面进行激光熔覆试验,获得了高于基体涂层硬度5倍的强化涂层。Li M等[10]在中碳钢基体表面进行镍基涂层的激光熔覆试验,结果表面镍基涂层大大改善了基体的耐腐蚀性,同时镍基涂层表面易出现裂纹等缺陷,通过在镍基粉末中添加金属镧元素,可以有效避免裂纹等缺陷的产生。但是,目前与20Cr13钢激光熔覆铁基和镍基合金涂层的研究文献鲜有报道,亟需相关研究。
以20Cr13马氏体不锈钢为研究对象,采用同轴送粉方式在表面进行M2铁基和Ni60A镍基合金粉末的熔覆实验。利用显微镜和硬度计等设备对两种熔覆层的微观组织、显微硬度等进行分析对比研究。研究结果可为20Cr13不锈钢的表面改性提供一定的参考。
1 试验材料和方法
试验基体材料为20Cr13不锈钢板材,试样尺寸200 mm×100 mm×10 mm。试验前,将钢板待熔覆区域打磨除锈及氧化膜,使用乙醇清洗并烘干,防止熔覆时出现裂纹等缺陷,影响熔覆质量。采用如图1所示的光纤激光熔覆设备(辉锐),输出功率最大为1 500 W,激光波长1 060 nm,微电脑程序控制。实验采用同轴送粉方式,保护气氛采用氩气,经过大量试验后确定优化工艺参数如表1所示。

图1 激光熔覆实验系统
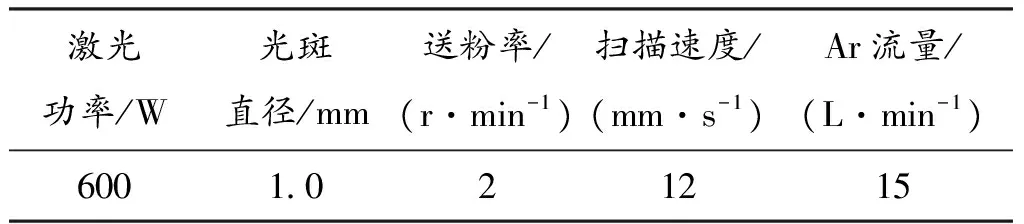
表1 激光熔覆工艺参数
熔覆粉末为粒度在-120~+300目的M2铁基与Ni60A镍基球形粉末,试验前将M2铁基和Ni60A镍基合金粉末放入烘干箱进行干燥备用,干燥温度设定为150 ℃,时间为2 h,保证粉末彻底干燥无水分,减少熔覆层气孔、裂纹等缺陷。试验基体与粉末的化学成分如表2所示。

表2 20Cr13钢、M2与Ni60A的化学成分(wt.%)
采用线切割制备M2铁基合金涂层和Ni60A镍基合金涂层的横截面金相试样,金相腐蚀剂配比为5 mL氢氟酸(HF)+100 mL水溶液,腐蚀时间15 s。采用Leica DMILM型金相显微镜观察两种合金涂层的微观组织。使用HV-1000B显微硬度计在加载100 g、保压10 s的条件下测试横截面硬度,沿熔覆层横截面中垂线,从熔覆区至基体每隔0.1 mm均匀取20个测试点,电脑计算获取硬度值。
采用LK1100A型电化学工作站对铁基与镍基涂层进行电化学测试,两电极体系,待测电极是两种合金涂层,工作面积为2.0 cm2,电解液为2.5%的NaCl溶液。极化曲线测量参数如下:
扫描速率为0.5 mV/s,扫描范围为-0.5~0.2 V。
2 结果与分析
2.1 宏观形貌
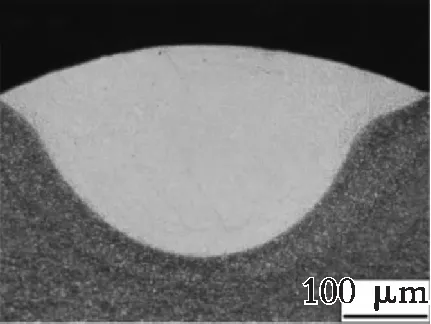
图2为M2铁基合金涂层和Ni60A镍基合金涂层单道熔覆试验后实物图,熔覆层外观均为连续柱状,无断裂、气孔、夹渣等缺陷。图3(a)、图3(b)分别为铁基、镍基涂层的宏观截面图,可以清晰观察到熔覆层均成半椭圆状,涂层与基体间无裂纹、气泡等缺陷,熔覆层与基体的结合处有明显白亮带,说明熔覆层与基体形成了良好、连续的冶金结合。

图2 铁基/镍基合金粉末单道熔覆层
(a)铁基
2.2 微观组织分析
图4为温度梯度(G)和凝固速率(R)对结晶组织形态和大小的影响。如图4所示,结晶参数G/R的值决定了结晶组织的形态,结晶参数由高至低分别对应的结晶组织为平面晶、胞状晶、树枝晶和等轴晶;G×R的值则决定了结晶组织的大小,G×R的值越高,结晶组织越小。

图4 温度梯度G和凝固速率R对结晶组织形态和大小的影响
图5(a)、图5(b)分别为M2铁基、Ni60A镍基合金涂层,基体与熔覆层结合区微观组织像。如图5(a)、图5(b)所示,凝固过程首先开始于基体和熔覆层的结合区,此时温度梯度(G)极高,凝固速率(R)相对较低,因此结晶参数G/R的值很大,几乎不存在成分过冷,晶体形核速度比生长速度快得多,进而晶体在界面处以平面晶向凝固方向生长。此时铁基涂层区域为平面柱状晶,镍基涂层区域由平面晶与柱状晶组成。图5(c)、图5(d)分别为M2铁基、Ni60A镍基熔覆层心部微观组织像,由于逐渐远离结合界面区,凝固速率(R)增加,G/R值减小,靠近熔覆线的平面柱状晶对熔池中部的热量扩散起到了一定阻碍作用,有助于树枝晶的形成和生长[8],因此熔覆层心部形成较粗大的树枝晶以及沿热量扩散方向的胞状晶。图5(e)、图5(f)分别为M2铁基、Ni60A镍基熔覆层上部微观组织像,由于熔池上部直接接触空气,进行快速的辐射散热,导致温度梯度急速下降,与此同时凝固速率持续增大,成分过冷此时占据液相的主导,结晶速度不断提高,此时铁基涂层形成晶粒细小、尺寸均匀的等轴晶,而镍基涂层形成生长方向无序的细小树枝晶。

(a)铁基结合区
2.3 显微硬度分析
为了获得激光熔覆区域的硬度分布规律,线切割铁基与镍基熔覆试样并进行打磨、抛光,分别沿熔覆层横截面中垂线,从熔覆区(Coating)-热影响区(HAZ)-基体(Substrate)每隔0.1 mm均匀取20个测试点,进行硬度测试,图6为显微硬度测点布置示意图,图7为显微硬度分布图,可知M2铁基涂层的平均硬度值为541.7 HV,Ni60A镍基涂层的平均硬度值为592.3 HV,两种涂层的硬度值均高于基体(220.7 HV)。两种材料熔覆层与热影响层的硬度均要高于基体硬度,熔覆层的硬度是基体硬度的 2~3倍。硬度的提高由以下因素导致:首先通过微观组织分析可知,由于激光熔覆属于快速熔化、极速凝固的热加工工艺,过冷度大,晶粒没有足够时间生长,因此形成细小晶粒,从而达到细晶强化的作用;其次熔覆层中存在着一些固溶体,如α-Fe、γ-Ni等固溶体发生固溶强化;最后熔覆层中可能弥散分布着一些如FeCr、FeNi3的金属化合物相,这些金属化合物相起到了弥散强化的作用。同时随着靠近熔覆线,基体对熔覆层的稀释作用越来越大,热影响区的硬度呈骤降趋势,但总体还是超过20Cr13基材硬度。这是由于热影响区发生了化学冶金反应,该区的硬质相和固溶体较少,导致热影响区的硬度相较熔覆层的硬度发生骤降,但仍高于基体硬度。
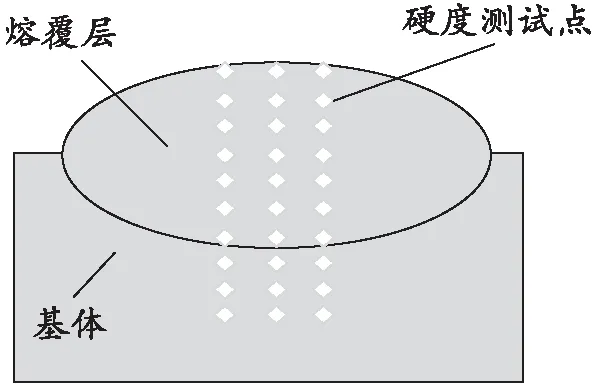
图6 显微硬度测点布置示意图

图7 显微硬度分布
对比分析表明在熔覆区,采用镍基材料时的显微硬度要比采用铁基材料时的显微硬度高;在热影响区部位即显微硬度发生骤降部位,两者显微硬度相差不大。
2.4 电化学腐蚀分析
图8为两种合金涂层的电化学测试结果。根据极化曲线测量得出,铁基涂层的自腐蚀电位为-0.21 V,略高于镍基涂层的自腐蚀电位-0.23 V,其中铁基涂层的自腐蚀电流密度下降幅度明显大于镍基涂层,因此铁基涂层的耐蚀性要高于镍基涂层。这是由于铁基涂层相较于镍基涂层,含有更多的Mn和Cr元素,这些元素起到了提高合金涂层致密的作用,同时降低了激光熔覆时的裂纹率和孔隙率,提高了合金涂层的耐腐蚀性。

图8 铁基和镍基涂层的极化曲线图
3 结 论
(1)通过激光熔覆技术在20Cr13不锈钢表面激光熔覆M2铁基与Ni60A镍基涂层。基体与涂层之间有明显白亮带,无气孔、裂纹等缺陷,冶金结合良好。铁基涂层微观组织主要由等轴晶和胞状晶组成,镍基涂层微观组织主要由柱状晶和树枝晶组成。
(2)M2铁基熔覆层的平均硬度值为541.7 HV,Ni60A镍基熔覆区的平均硬度值为592.3 HV,二者的硬度值均高于基体硬度(220.7 HV),约为基体硬度的2~3倍,相较基体硬度均有明显提升。同时,热影响区硬度随着靠近熔覆线发生骤降,但仍高于基体,硬度值介于基体与熔覆区之间。在熔覆区,采用镍基材料时的显微硬度要比采用铁基材料时的显微硬度高;而在热影响区部位即显微硬度发生骤降部位,两者显微硬度相差不大。
(3)铁基涂层的自腐蚀电位为-0.21 V,略高于镍基涂层的自腐蚀电位-0.23 V,因此铁基涂层的耐蚀性要高于镍基涂层。
参考文献(References):
[1] 肖正涛.冷喷涂铜合金涂层制备工艺及其防护性能研究[D].北京:中国海洋大学,2011
XIAO Z T.Studies on Preparation Process and Protective Properties of the Cold Spray Copper Alloy Coatings[D].Beijing: Ocean University of China,2011(in Chinese)
[2] WANG L,ZHOU J,YU Y,et al.Effect of Powders Refinement on the Tribological Behavior of Ni-based Composite Coatings by Laser Cladding[J].Applied Surface Science,2012,258(17):6970—6980
[3] 赵子龙.球墨铸铁表面激光熔覆钴基合金组织及性能研究[D].沈阳:沈阳航空航天大学,2017
ZHAO Z L.The Research on the Microstructure and Properties of the Laser Cladding Layer of Co-base Alloy on Ductile Cast Iron[D].Shenyang:Shenyang Aerospace University,2017(in Chinese)
[4] WANG X H,ZHANG M,DU B S,et al.Microstructure and Wear Properties of Insitu Multiple Carbides Reinforced Fe Based Surface Composite Coating Produced by Laser Cladding[J].Tribology Letters,2010,26(8):935—939
[5] 何建群,刘森,成巍,等.45钢表面激光熔覆铁基合金粉末研究[J].热喷涂技术,2018,10(3):89—93
HE J Q,LIU S,CHEN W,et al.Characteristics of Fe Based Alloy Powder Prepared by Laser Cladding on 45 Steel[J].Thermal Spray Technology,2018,10(3):89—93(in Chinese)
[6] 赵坚,陈小明,刘伟,等.激光熔覆Fe基/Ni基/Co基合金修复层的微观结构及抗磨损性能[J].材料保护,2018,51(4):16—19
ZHAO J,CHEN X M,LIU W,et al.Microstructure and Wear Risistance of Fe-basedd/Ni-Based/Co-Based Repaired Coating by Laser Cladding[J].Material Protection,2018,51(4):16—19(in Chinese)
[7] 张敏,王刚,张立胜,等.40Cr钢表面激光熔覆Fe、Ni基涂层组织性能研究[J].稀有金属,2012(4):1—7
ZHANG M,WANG G,ZHANG L S,et al.Microstructure and Properties of Laser cladding Fe,Ni-Based Coatings on 40Cr Surface[J].Chinese Journal of Rare Metals,2012(4):1—7(in Chinese)
[8] 黎文强.液压支架激光熔覆强化层的组织与性能[J].金属热处理,2019,44(5):83—86
LI W Q.Microstructure and Properties of Laser Cladding Reinforced Layer of Hydraulic Support[J].Heat Treatment of Metals,2019,44(5):83—86(in Chinese)
[9] LI M,HAN B,WANG Y,et al.Effects of La2O3 on the Microstructure and Property of Laser Cladding Ni-based Ceramic Coating[J].Optik-International Journal for Light and Electron Optics,2017,130:1032—1037
[10] GUANG Y Z,CHENG L W,YUAN G,et al.Effect of Rare Earth on the Microstructure and Tribological Properties of Laser Cladding Ni-Based Coatings on 6063 Al[J].Tribology,2015,35(3):335—341
[11] 宋新华,邹宇峰,邢家坤,等.35CrMo激光熔覆铁基合金与镍基合金涂层性能比较[J].激光技术,2015,39(1):39—45
SONG X H,ZOU Y F,XING J K,et al.Comparison between Laser Cladding Fe-basedd and Ni-based Alloy Coatings on 35CrMo[J].Laser Technology,2015,39(1):39—45(in Chinese)
[12] HE X,SONG R G,KONG D J.Microstructures and Properties of Ni/TiC/La2O3 Reinforced Al Based Composite Coatings by Laser Cladding[J].Optics & Laser Technology,2019,117:18—27
[13] WEN P,CAI Z,FENG Z,et al.Microstructure and Mechanical Properties of Hot Wire Laser Clad Layers for Repairing Precipitation Hardening Martensitic Stainless Steel[J].Optics & Laser Technology,2015,75(7):207—213
猜你喜欢
石材(2020年11期)2021-01-08
金属加工(热加工)(2020年12期)2020-02-06
桂林电子科技大学学报(2019年3期)2019-09-11
制造技术与机床(2017年5期)2018-01-19
光学精密工程(2016年1期)2016-11-07
焊接(2016年6期)2016-02-27
焊接(2016年2期)2016-02-27
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
诗选刊(2015年6期)2015-10-26
焊接(2015年9期)2015-07-18