不锈钢带材脱脂线复丝刷辊的研究
2021-04-14 05:45王向宇
中国设备工程 2021年7期
王向宇
(山西太钢不锈钢精密带钢有限公司,山西 太原 030006)
1 概述
不锈钢带材在冷轧过程中,出于工艺上的需要,通常使用轧制油作为润滑剂,润滑剂在经过刮油辊除油后会在带钢表面留下一层油膜,这层油膜在经过光亮退火炉进行退火时,因加热分解会出现渗碳的现象,影响带钢的退火性能和表面处理效果。同时,油膜被分解后会对退火气氛造成较大的影响,炉内氢气的露点和氧含量会升高,造成带钢退火后氧化。因此带钢在进行退火前需进行脱脂处理,脱脂处理主要工序包括碱液喷淋、电解、脱脂刷洗、清水漂洗等。
2 脱脂原理
2.1 化学脱脂
利用碱液脱脂剂的皂化作用和乳化作用,通过润湿、渗透、卷离、分散和增溶的方式,破坏带钢表面油膜,去除油脂。
2.2 物理脱脂
主要针对钢带表面残留铁锡磷等金属屑和残留的油脂,利用高速旋转的刷辊对带钢表面进行刷洗,同时在刷洗部位喷淋碱液,润滑刷洗表面,同时冲洗掉刷洗下来的表面油泥状污染物。带钢表面油膜在经过前述碱液喷淋和浸泡工序后已经软化,且部分脱离,在经过刷洗工序时,油膜被彻底破除,同时,带钢微观表面内部残留的金属屑也能够被有效清除。
3 单丝刷毛与复丝刷毛优缺点分析
单丝刷毛一般为尼龙材质,刷丝直径在0.3~0.5mm。此直径的刷丝在应对较光滑的不锈钢表面的刷洗时,有良好的效果,但较高粗糙度的不锈钢在微观表面内部容易残留轧制产生的金属屑,尤其是高磁性不锈钢很容易吸附这种金属屑,而单丝刷毛因刷丝较粗,很难清洗掉沟壑内部碎屑,刷洗效果较差。
单丝刷毛在降低刷丝直径后,刷毛自身的支撑力较差,同样刷洗力下压下量较大,清洗效果不好,刷毛端部容易被磨断,使用寿命低。增加刷毛直径可以获得很好的支撑力,能够保持刷丝端面对带钢的刷洗效果,但是大直径的刷毛会对精密不锈钢表面造成轻微的划伤。
复丝刷毛直径为1.2~1.5mm,由4000根以上直径为0.02mm的单丝刷毛集合而成,在刷毛主体材料圆周面上,将公定含水率为聚酰胺纤维3倍以上的特种纤维以螺旋状缠绕设置,并使用特种树脂进行固化,以提升刷毛主体支撑强度。在复丝的末端,分支成无数个单丝,常规状态下,复丝为集合状态,在刷毛端部受力并处于水的环境下,复丝散开。复丝刷毛为集合型式,强度高,支撑力好,较高的刷洗支撑力为端部提供了良好的研磨能力,刷毛的尖部能够最大限度发挥刷洗力,保证刷洗效果。复丝刷毛对各种粗糙度表面都有十分良好的适应性,能够将沟壑内的油脂清洗的比较彻底,很好的提升刷洗效果,如图1。
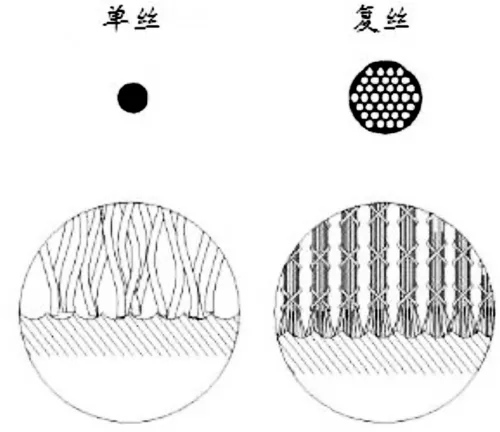
图1 复丝刷毛的刷洗效果
一般情况下,精密不锈钢表面粗糙度在Ra0.13~0.16左右,这种光滑的表面沟壑小,单丝刷毛很容易清洗。而部分特殊品种的精密不锈钢粗糙度在Ra0.19~0.21左右,表面粗糙度提升以后,0.3~0.5mm直径的单丝刷毛,对钢带深层清洗效果较差,沟壑内的脏物和油脂很难清洗干净。
4 复丝刷辊设备功能参数与刷洗工艺
4.1 刷毛密度
刷辊密度指单位面积内自然状态下刷毛的数量与完全压紧状态下刷毛数量的比值,一般用专业仪器来测量。刷毛密度的增加可以提高单位时间内带钢表面的刷洗量,脱脂效果与刷毛密度成正相关关系。单丝刷毛密度能够达到65%~75%,复丝刷毛因直径较大,密度一般能够达到60%左右。实际应用中,为保证刷洗效果,刷毛密度应至少达到50%。
4.2 刷辊转速
刷辊的转速应控制在合理区间内,转速低于900rpm以下,清洗效果会明显下降,带钢表层深处的金属屑很难彻底清除。一般情况下如果转速达到900~1200rpm,带钢运行速度(生产速度)可以达到60~100m/min,而转速在500~700rpm左右时,带钢运行速度要维持在35~45m/min之间,才能保证良好的脱脂效果。有研究表明,转速增加10%,刷洗后带钢表面清洁度可以增加5%~6%。
4.3 脱脂液润滑
在刷洗过程中,应在刷辊的工作部位即带钢表面喷射高压脱脂液,脱脂液除起到脱脂作用外,还起到刷洗的润滑和冷却作用。否则高速旋转的刷辊会对带钢表面造成严重的划伤,同时,干摩擦会导致刷毛温度升高,端部熔化。如图2。

图2 润滑不良导致的刷毛端部熔化
脱脂液的喷淋一般以扇形喷嘴进行喷射,对于精密不锈钢的刷洗,一般情况下,每隔200~250mm应布置一个喷嘴,喷嘴的喷射角度需在95°~115°,同时,喷嘴的喷射扇形面应错开位置,防止喷射的碱液互相干涉,影响喷淋压力和润滑效果。喷嘴间隔大于250mm时,应通过增加喷嘴流量和喷射角度,来使得喷射扇形面之间有50%以上的重合度,这样才能保证良好的润滑效果。喷嘴的喷射方向应沿着刷辊刷洗部位的切向方向喷入,一般喷射角度控制在25°左右最为合理。
同时,喷射速度和喷射流量应尽可能加大,一是保证良好的刷洗效果,大量的碱液能够将刷洗下来的油泥污染物和金属屑及时带走,二是大流量的碱液能够起到良好的润滑和冷却作用,以900rpm刷辊转速、60m/min带钢运行速度为例,应至少保证每100mm刷面有5L/min的碱液喷射流量。
4.4 脱脂液温度
温度低于65℃,碱液活性较差,且易高浓度下易结晶。温度超过80℃,碱液活性也会降低,并且维持高温的运行成本会急剧增加。以Henkel P3 T7221,3%溶液为例,它发挥最好活性的温度范围为70~80℃。
4.5 刷辊压下量
刷辊压下量一般保持在2~3mm左右,这样的压下量可以保证刷毛略有倾斜,但刷毛本体仍保持良好的支撑力。如果压下量过小,刷洗效果差,压下量过大,刷毛顶部变形严重,容易被折断或者磨断,使用寿命降低。
刷辊的压下量控制一般采用恒定压下力控制模式,通过刷辊控制电机的电流反馈值来进行闭环控制。以400mm直径刷辊、5kW控制电机为例,刷辊压下量与传动电机电流成正比关系,每增加0.7mm压下量,电流增加1A。由此可见,压下量与电流有着很好的线性关系,因此实际生产中通过传动电机的电流反馈值能够精准的控制刷辊的压下量。
4.6 刷辊直径和刷毛长度
刷毛长度宜控制在40~55mm,超过55mm长度的刷毛根部的支撑力非常差,且刷辊刷毛的安装为向外辐射型式,这就导致刷毛如果太长,会降低刷毛端部的密度,从而影响刷洗效果。刷辊的直径宜大于400mm,一是减少刷辊的磨损,提升使用寿命,同时,大直径尺寸的刷辊可以保证同等压下量状态下,刷辊与带钢表面有更大的接触面积。在使用过程中,刷毛长度会因磨损逐渐减小,但刷辊直径应保持在300mm以上,低于300mm应及时更换刷辊。
5 结语
(1)单丝刷毛直径过小,根部支撑力不够,无法起到良好的刷洗效果;直径过大,会造成带钢表面的划伤,且带钢微观表面凹槽内的金属屑无法彻底清洗。复丝刷毛能够克服这两种缺点,对不锈钢带材的脱脂刷洗有良好的效果。
(2)刷辊转速、压下量、碱液喷射角度和流量、刷毛长度和刷辊直径等设备和工艺参数对复丝刷毛的刷洗效果有明显的影响。
猜你喜欢
矿冶工程(2022年1期)2022-03-19
合成纤维工业(2021年5期)2021-10-31
纺织报告(2020年10期)2021-01-19
爱你(2020年10期)2020-11-19
合成纤维工业(2020年4期)2020-09-16
轮胎工业(2020年11期)2020-07-19
家庭百事通·健康一点通(2020年6期)2020-07-14
乐活老年(2019年10期)2019-11-01
山东工业技术(2019年1期)2019-02-08
创新时代(2016年11期)2016-12-22