废纸制浆渣浆中纤维回收系统改造
2021-04-20 09:10朱维民
天津造纸 2021年3期
邵 校,朱维民,王 磊
(1.远通纸业(山东)有限公司,枣庄 277014;2.华润雪花啤酒(中国)有限公司,北京 100005;3.蚌埠凯盛玻璃有限公司,蚌埠 233400)
造纸是中国古代四大发明之一,有着悠久的历史,但也一直是高能耗、高污染的行业。自2005年习总书记第一次提出“绿水青山就是金山银山”以来,造纸行业对环保的重视程度逐步提高。为了减少对树木的砍伐,很多造纸企业采用回收废旧瓦楞纸箱作为生产原料。在回收的废纸原料中通常含有杂质,由于制浆除渣设备和流程的局限性,很难将所有杂质与纤维完全分离,部分纤维随各种杂质排出,因而造成了浪费。为了提高废纸原料的利用率,回收后再利用渣浆中的纤维是很好的方法[1]。本企业的一条制浆生产线建于20世纪90年代,设备生产效率低,渣浆处理系统不完善,存在纤维浪费的现象。本文在分析具体原因后,采取废渣集中回收、系统化处理再利用的措施,从而达到提高原料利用率和降低纤维单耗的目标[2-3]。
1 制浆工艺流程及问题描述
1.1 制浆工艺流程
制浆车间的设计日产能为900 t,原料使用国内旧瓦楞纸箱(OCC),经碎解、除渣、分级、净化、浓缩、打浆后送造纸车间抄造,制浆工艺流程如图1所示。
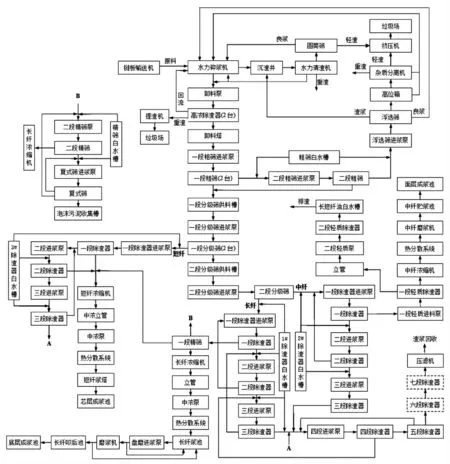
图1 OCC浆线工艺流程
1.2 纤维得率低现象描述
在制浆过程中各工段的排渣率较高,渣浆中纤维含量高。碎浆工段的排渣率为8%~10%,在排出杂质的时候,各种塑料薄膜会包裹着部分纤维被同步排出,经检测渣浆中的纤维含量约为30%左右。碎浆系统排渣现场如图2所示。
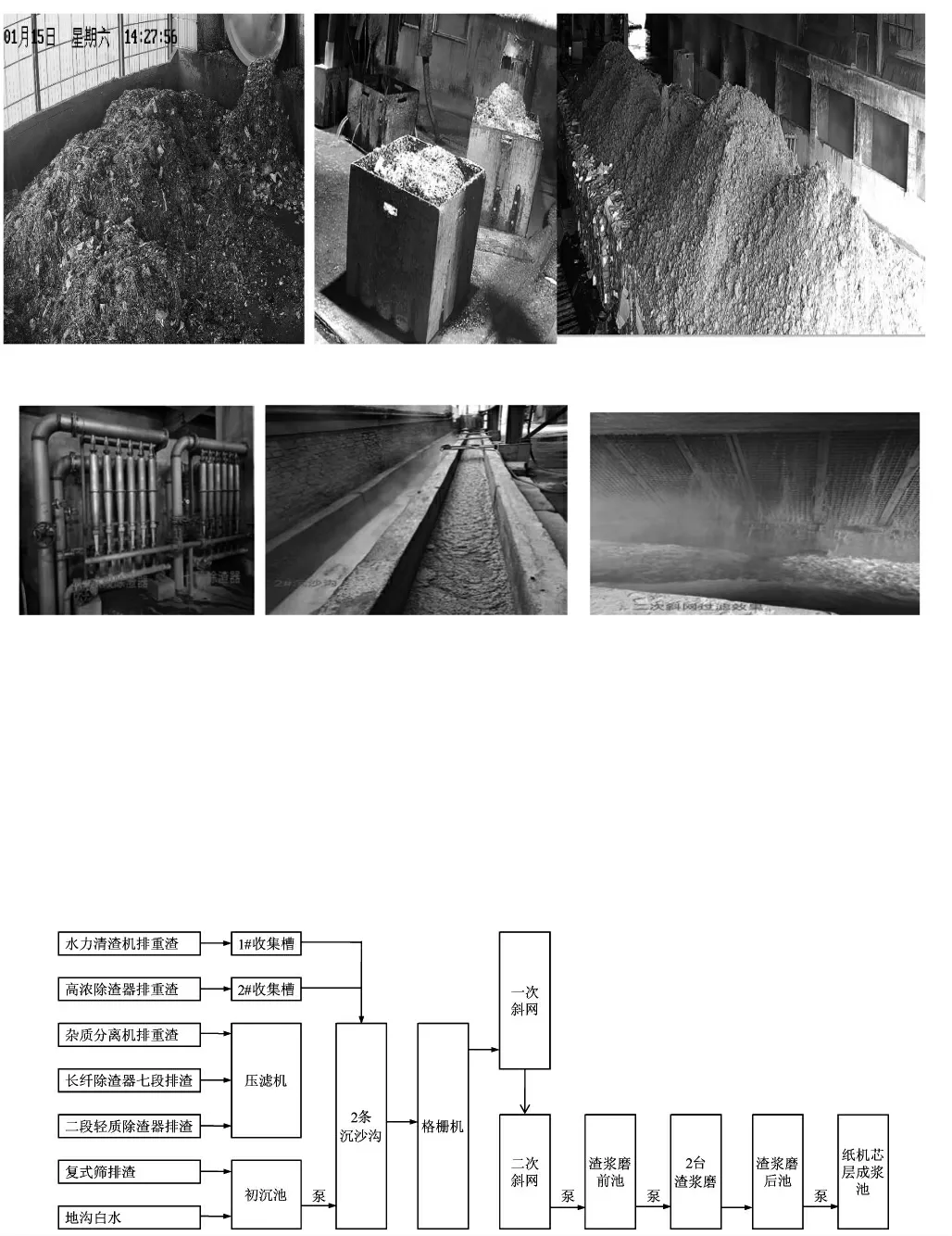
图2 碎浆系统排渣现场照片
高浓除渣器的排渣进入提渣机时,常因杂质内含浆较多而出现螺旋堵塞现象,排渣率为0.3%~0.5%,纤维含量约为30%。高浓除渣器排渣情况如图3所示。
图3 高浓除渣器排渣照片
低浓除渣器系统的排渣率为2%~3%,长纤五段排出的渣浆中纤维含量约为50%,经过压滤机回收的渣浆如图4所示。
图4 压滤机回收的渣浆照片
轻质除渣器系统的排渣率为0.5%~0.8%,纤维含量约为20%。精筛系统和粗筛系统的渣浆进入地沟,随着地沟白水流失的纤维为0.5%~0.8%。每日的制浆原料用量为900~1000 t,综合纤维单耗(生产1吨成品纸所需的废纸用量)达1.2 t。
2 原因分析及改进措施
2.1 原因分析
经分析,纤维单耗高的主要原因有以下几个方面:(1)废纸原料含水、含渣比例较高,造成处理时存在困难;(2)由于设备处理能力的局限性,在流程设计上无法实现各种杂质与纤维之间完全分离;(3)由于纤维回收次数较多,成浆湿重较低,短纤维湿重<2.8 g,在纸机抄造的过程中纤维流失较多;(4)部分设备的使用年限较长,部分浆池推进器、浆泵存在漏浆的情况,导致地沟内白水浓度升高。
2.2 改进措施
(1)对原料进行分类细化,每60 t为一批次,严格按比例均匀搭配。(2)增设收集槽,用于回收高浓除渣器系统的排渣,经过沉沙沟使纤维与杂质分离。(3)将长纤低浓除渣器由五段增加为七段,将六段和七段除渣器的进浆压力控制在180 kPa、良浆压力为50 kPa,压差为130 kPa,尾浆压力为30 kPa,这样可以有效地将纸浆中的泥砂与纤维分离,达到降低尾渣中纤维含量的目的。六段和七段除渣器如图5所示。(4)集中回收粗筛、精筛系统的浆渣进压滤机处理。(5)地沟白水经初沉池沉淀重杂质,再经过格栅机过滤轻杂质,泵送到沉沙沟二次沉淀,分别通过100目和150目两道斜网筛过滤,充分回收白水内的纤维,过滤后白水浓度由0.20%下降至<0.06%。沉沙沟如图6所示,斜网过滤效果如图7所示。

图5 六段和七段除渣器照片
图6 沉沙沟照片
图7 斜网过滤效果照片
3 渣浆回收工艺流程
(1)分别回收制浆工段的渣浆,集中后进入沉沙沟,设计两条长40 m、宽0.5 m、高0.6 m的沉沙沟,采用一用一备的方式运行。在底部重杂质沉积到溢流出水口时,启用备用沉沙沟。同时,采用机械方式清理沉积物,达到连续使用的目的。
(2)在沉沙沟出口加装格栅机能有效地去除白水中的塑料等轻杂质。
(3)斜网一次过滤采用100目斜网,以达到浆水分离的效果;二次过滤使用150目斜网,能够更好地回收纤维。斜网支撑采用50 cm×50 cm的格栅板拼装,方便拆卸和更换。
(4)过滤后的浆料进盘磨处理,盘磨采用2台Φ450 mm渣浆磨并联使用,一用一备,以保证设备连续运行。渣浆回收工艺流程如图8所示。
图8 渣浆回收工艺流程
4 实际运行数据分析
2019年5月开始,对在改造前后制浆系统各工段的排渣量和原料单耗进行统计。对长纤低浓除砂器五段改七段后,经检测,排出渣浆的平均灰分含量由1月—5月的54.2%上升为6月—12月的76.4%,上升22.2%,这说明在低浓渣浆中的纤维含量下降了22.2%。此期间的渣浆回收量和纤维单耗见表1。由表1可以看出:系统改造后,6月—12月共回收渣浆7500 t,按每吨1200元的市场价,总价值约900万元。此外,随着渣浆回收量逐步增加,生产原料消耗呈现下降趋势,每吨纸的纤维单耗最低降至1.055 t左右。

表1 纤维单耗统计表
5 结束语
针对制浆车间渣浆系统不完善的问题,本企业采取集中回收再利用的方式,有效地控制了渣浆浪费,降低了进污水厂悬浮物的含量,减轻了污水处理负荷。通过改进降低了生产原料消耗,节约了原料成本,在提升产品的利润空间的同时也降低了对环境的危害。
猜你喜欢
中国造纸(2022年9期)2022-11-25
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
中学生数理化(高中版.高考理化)(2021年6期)2021-07-28
昆钢科技(2021年2期)2021-07-22
昆钢科技(2021年1期)2021-04-13
造纸信息(2019年7期)2019-09-10
造纸信息(2019年7期)2019-09-10
造纸信息(2019年7期)2019-09-10
科技创新导报(2017年35期)2018-06-05
中小企业管理与科技·中旬刊(2016年3期)2016-04-22