
缅甸某难选锌氧化矿浮选工艺
2021-05-24 13:46许大洪刘小妹崔伟勇陈建华
矿产综合利用 2021年2期
许大洪,刘小妹,崔伟勇,陈建华
(1.广西高峰矿业有限责任公司,广西 河池 547205;2.广西大学资源环境与材料学院,广西 南宁 530004;3.广西大学化学化工学院,广西 南宁 530004)
锌是一种重要的战略金属资源,其消费量仅次于铝、铜,位居有色金属第三位[1]。锌的应用非常广泛,其中排在前列的有钢铁、冶金、电气、化工以及军工等领域[2-4]。同时,锌还是生命体必需元素之一[5]。目前全球范围内获取锌资源的主要途径依然是通过对含硫化锌矿物的处理获得[6-7]。然而,经过近百年来的不断开发,易于处理的锌硫化矿矿床资源已多数接近枯竭,因此人们不得不把目光投放到难处理的氧化矿或者硫-氧混合矿等。作为一种价格相对低廉且高效的预富集方式,浮选对于此类矿物的初步回收已经获得国内外业界的认可,但是矿物中常伴生细粒黏土类矿物,因此泥化现象带来的一系列问题仍然是阻碍其工业广泛应用的重要原因[8-9]。锌氧化矿浮选方法主要有硫化-金属离子活化-黄药法、硫化-阳离子捕收剂法(主要为胺类捕收剂)、脂肪酸法以及螯合捕收剂法等[10-13]。目前生产中主要以硫化-胺类捕收剂法最为常见,然而该方法存在的不足时浮选指标不尽人意,因此相关的研究亟待开展。
缅甸某锌氧化矿中锌品位约为15%,但是杂质含量高、嵌布复杂,且泥化率高,属于典型的难选、难处理氧化锌矿。本研究基于硫化-胺类捕收剂法对该矿进行了选矿初步探索,初步确定了两段分步浮选工艺流程,使锌资源得到有效地分离,获得较为满意的指标。
1 原矿性质与实验方法
1.1 原矿性质
原矿化学多元素分析结果和矿物组成分别见表1、2。

表1 原矿化学多元素分析/%Table 1 Multi-element analysis results of the run-of-mine ore

表2 原矿物相分析Table 2 Analysis results of the run-of-mine ore
由表1、2 可知,该矿物为重度氧化矿,其中有价金属锌含量为14.5%,主要杂质为SiO2,Fe2O3,Al2O3和CaO。主要含锌矿物是菱锌矿,其次为异极矿;主要脉石矿物是白云石、方解石和蒙脱石。
1.2 实验方法
该矿高度氧化且泥化现象严重,有用矿物与脉石矿物之间交互共生,嵌布粒度较细,且各矿物之间可浮性相似,分选较为困难。经综合考虑,采用目前较为成熟的硫化钠-胺类捕收剂工艺,实验原则流程见图1。

图1 实验原则流程Fig. 1 Flow chart of test principles
2 结果与讨论
2.1 磨矿细度对浮选指标的影响
矿物入料颗粒对于浮选有着重大影响。颗粒过粗不仅达不到物料解离还会导致气泡携带能力不足等问题;颗粒过细则则产生严重泥化现象,最终恶化浮选环境。首先进行磨矿细度实验研究,以获得较佳的实验结果。考察磨矿细度(-0.074 mm)对矿物浮选的影响。采用制度如下:六偏磷酸钠600 g/t,硫化钠8.33 kg/t,十八胺400 g/t,2#油133 g/t,pH 值=11。浮选结果见图2。
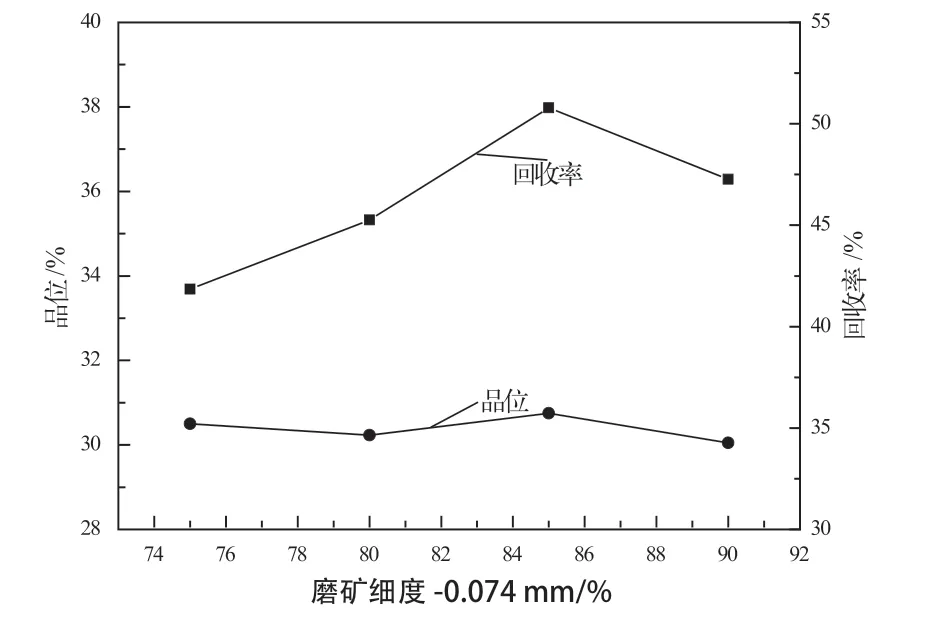
图2 磨矿细度对浮选效果的影响Fig. 2 Effect of grinding fineness on flotation effect
由图2 可以看出,随着磨矿细度的增加,精矿回收率呈现先上升后下降的趋势,在磨矿细度-0.074 mm 75%增大到85%时,回收率从42.5%增加到50.79%,但是当磨矿细度-0.074 mm 含量再增加时,颗粒之间出现絮凝现象,浮选恶化严重,回收率则开始下降。对于精矿品位曲线我们可以看出在磨矿细度变化时其品位较为缓和,但在磨矿细度-0.074 mm 85%时精矿品位最高达到31%。因此,经过综合考虑,磨矿细度选择-0.074 mm 85%最为合适。
2.3 硫化钠对浮选指标的影响
磨矿细度为-0.074 mm 85%,六偏磷酸钠600 g/t,十八胺400 g/t,2#油133 g/t 条件下,进行了硫化钠用量实验。结果见图3。

图3 活化剂用量对浮选结果的影响Fig. 3 Effect of dosage of activator on flotation results
由图3 可以看出,随着硫化钠用量的增加,精矿品位有所波动,硫化钠的用量在5 ~ 6.67 kg/t时,锌的回收率呈现稳步上升的趋势,但是精矿的品位却呈下降趋势,即硫化钠的用量为6.67 kg/t时,锌的回收率达到最高,为42.24%,但此时精矿品位仅为30.37%。当硫化钠用量继续从6.67 kg/t加大至8.5 kg/t 时,精矿品位达到42.19%,但是回收率较之前略有下降。随着硫化钠用量进一步增加,无论是精矿品位还是回收率都呈现下降态势。硫化钠在此主要起两种作用,其一是作为活化剂,其二是作为pH 值调整剂。适量的硫化钠对于提高氧化锌的浮选是有利的,但是随着硫化钠用量的增加,其在水溶液环境发生水解行为从而产生大量OH-离子。硫化钠过量使得矿浆中pH 值超过了胺类捕收剂的较佳作用范围,因而浮选指标有所下降。因此,综合考虑硫化钠用量为6.67 kg/t 时精矿品位可以满足要求,同时此时也可以较大限度回收有价矿物。
2.4 捕收剂用量对浮选指标的影响
图4 为十八胺用量对浮选结果的影响。

图4 十八胺用量对浮选结果的影响Fig. 4 Effect of octadecylamine dosage on flotation results
磨矿细度-0.074 mm 85%,六偏磷酸钠600 g/t,硫化钠6.67 g/t,2#油133 g/t,十八胺用量分别是600 g/t,800 g/t,1000 g/t,1200 g/t和1400 g/t。由图可以看到,随着十八胺用量的增加精矿品位总体上不升反降。这些主要是因为矿物成分复杂,脉石矿中硅类矿物含量高达41%,其他金属特别是铁主要以针铁矿形式存在,而且矿物含有难选的锌白云石,进一步提高了氧化锌的浮选难度。因此,随着十八胺用量的不断增加,一些硅质脉石矿物也一并上浮,消耗药剂的同时也降低了精矿的品质,这也符合石英矿泥和方解石矿泥对菱锌矿上浮率的影响规律。捕收剂用量为1000 ~ 1200 g/t 时,硅类矿物形成的矿泥对浮选的影响突然减小了,此时精矿品位分别是31.88%和31.90%,处于一个可以接受的阶段,且回收率也处于高位。随着捕收剂用量进一步增加,可以看到精矿品位从31.90%迅速降至30.32%,说明此时脉石矿物大量上浮,浮选出现恶化。综上所述,捕收剂十八胺用量取1200 g/t 较为合适。
2.5 分散剂对比实验
分别考察不同剂量等额六偏磷酸钠和硅酸钠作为分散剂对矿物浮选的影响。磨矿细度-0.074 mm 85%,六偏磷酸钠600 g/t,硫化钠6.67 g/t,2#油133 g/t,十八胺用量1200 g/t。六偏磷酸钠和硅酸钠作为分散剂对矿物浮选的影响结果见图5。

图5 硅酸钠对浮选结果的影响Fig. 5 Effect of sodium silicate on flotation results
可以看到,随着两种分散剂剂量的增大,精矿品位均有所浮动,其中硅酸钠作为分散剂时精矿品位在600 g/t 至1000 g/t 区间呈缓慢下降趋势,其中在600 g/t 时品位为29.93%,这主要归结于硅酸钠在水溶液环境中存在水解形成包括Si(OH)4、[SiO(OH)3]-、[SiO2(OH)4]4-以及二聚物[Si2O4(OH)4]4-和四聚物[Si4O8(OH)4]4-等多种复杂存在形式,这些物质可以与矿浆中不同离子产生作用,形成不同的产物;六偏磷酸钠作为分散剂时,精矿品位呈跳跃性分布,但是总体指标略优于同等剂量的硅酸钠。随着剂量增大,两种分散剂对于浮选回收率的作用也比较明显,但是以硅酸钠作为分散剂时整体回收率均保持在57.31%以上,尤其是用量在600 g/t 时其回收率更是高达58.35%,这显著优于同期的六偏磷酸钠。因此,综上所述,以硅酸钠作为浮选分散剂较为合适,其用量为600 g/t 较为适宜。
2.6 硫化钠作用时间对浮选指标的影响
图6 为硫化钠作用时间对矿物浮选结果的影响。磨矿细度为-0.074 mm 85%,硅酸钠600 g/t,硫化钠6.67 kg/t,十八胺1200 g/t,2#油133 g/t。图6 表明,在0 ~ 180 s 之间,随着硫化钠作用时间不断增加,精矿品位却急剧降低,然而同期对应的整体回收率却不断增加,在作用时间为180 s时,精矿品位为27.35%,此时回收率较大(61.62%);随着时间进一步增加,浮选的精矿品位和回收率均呈现下降趋势。这主要归结于硫化钠在溶液体系中发生水解的原因。硫化钠在水溶液环境存在复杂的离子间作用,具体如下:

因此,当硫化钠加入到溶液体系中时,最初会形成大量的S2-和HS-,但是随着反应不断进行,大量的HS-被消耗掉,对应矿物浮选指标下降。因此,综合考虑选取硫化钠作用时间为180s较为合适,此时对应精矿品位以及回收率分别为27.35%和61.62%。

图6 硫化钠作用时间对浮选结果的影响Fig. 6 Effect of sodium sulfide action time on flotation results
2.7 一段闭路探索实验
在上述参数确定的基础上,我们做了探索实验,工艺流程见图7。

图7 探索实验流程Fig. 7 Flowsheet of the explore test
药剂制度如下:硅酸钠600 g/t,硫化钠6.67 k g/t,十八胺1200 g/t,2#油133 g/t,pH 值=11,浮选结果见表3。
可以看到,精矿品位虽然达标,但是综合回收率偏低,尾矿中仍有31.9%的锌得不到回收,且脱泥产品中锌得不到合理的回收。鉴于此,我们决定对脱泥产品以及尾矿进行合并再选处理。由于合并所得的产品中含有较多的矿泥,它会覆盖在矿物表面,造成其表面的亲水性增强,与捕收剂等药剂难发生作用,还会阻碍矿物与起泡剂发生作用,导致矿物可浮性下降。另外,矿泥还会吸附大量的药剂,急剧增加浮选药剂的用量,恶化浮选过程,降低氧化锌的选别指标。因此,在进行第二次浮选之前,决定将合并后的产品进行二次脱泥,然后再进行浮选。
2.8 分步闭路浮选实验
考虑到综合回收尾矿及脱泥产品中的锌资源,制定了图8 工艺。第一段一次洗矿,一次粗选和一次扫选,精矿合并为精Ⅰ,尾矿与洗矿产品合并进入第二段分选;第二段包含一次脱泥,一次粗选和两次扫选,精矿合并为精Ⅱ,尾矿为终尾,脱泥产品单独处理。具体药剂制度和浮选结果分别见图8 和表4。
可以看到,经过调整增加尾矿与脱泥产品合并再处理后,锌资源的综合回收率达到84.77%,其中精Ⅰ和精Ⅱ的品位分别为32.15%和27.07%,基本满足预期要求;同时二次脱泥尾矿和二段选别尾矿中锌的品位分别降至4.82%和6.15%。

表4 闭路实验结果Table 4 The result of closed-circuit test
3 总 结
缅甸某难选高硅、高钙氧化锌矿杂质含量高、嵌布复杂,且泥化率高,属于典型的难选、难处理氧化锌矿。
(1) 矿物中锌主要以菱锌矿(10.62%)和异极矿(4.45%)形式存在,综合含锌量约为14.5%;主要脉石矿物为白云石、蒙脱石和方解石。
(2) 条件实验确定磨矿细度为-0.074 mm 85%,硅酸钠600 g/t,硫化钠6.67 kg/t,十八胺1200 g/t,2#油133 g/t,pH 值=11,硫化钠作用时间180 s。
(3) 条件实验的基础上制定了分步闭路实验,其中第一段为预先洗矿,一粗一扫工艺,精矿合并为精Ⅰ,尾矿和洗矿产品混合合并进入下一步处理;第二段合并洗矿产品和精选尾矿进行再脱泥然后一次粗选两次扫选,精矿合并为精Ⅱ,扫三尾矿为终尾。最终获得一段精矿品位32.15%,二段精矿品位27.07%,综合回收率达84.77%。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
广西大学学报(自然科学版)(2022年2期)2022-07-06
建材发展导向(2022年4期)2022-03-16
山东理工大学学报(自然科学版)(2022年3期)2022-03-01
矿产综合利用(2021年4期)2021-11-30
煤炭工程(2021年4期)2021-05-08
纺织检测与标准(2021年1期)2021-04-07
安徽工业大学学报(自然科学版)(2020年4期)2020-12-26
商品与质量(2020年23期)2020-11-26
锦绣·中旬刊(2020年4期)2020-10-20
